
氧化锆陶瓷沟道磨削表面质量研究
2020-05-19 00:14:06李颂华韩光田
硅酸盐通报 2020年4期
李颂华,韩光田,孙 健
(沈阳建筑大学机械工程学院,沈阳 110168)
0 引 言
轴承是制造业中无法替代的基础零部件,直接决定重大装备等产品的性能和质量,是重大装备及精密机床升级换代的突破口之一,而工程陶瓷具有高硬度、高强度、耐磨损、耐高温、耐腐蚀、热膨胀系数低、自润滑性好等特点,是作为轴承材料的理想选择,但工程陶瓷是业内公认的难加工无机非金属材料,相对于传统金属材料,工程陶瓷的磨削工艺研究相对落后[1-4]。特别是陶瓷轴承套圈沟道既是滚动体的轨道,也是轴承承受载荷的重要工作面,其沟道表面质量直接影响轴承的振动噪声和疲劳寿命[5-7]。
针对沟道表面质量,国内外学者进行了很多研究。Zhang等[8]通过实验得出随着线速度增加,陶瓷材料由脆性去除向塑性去除时其粗糙度出现一个峰点,这种结果对优化磨削参数、提高磨削表面质量具有重要意义;张宇鑫等[9]建立了表面粗糙度ELID下的预测模型,将磨削参数和电解参数结合起来,探究它们对表面粗糙度的影响规律;张继鹏等[10]利用曲线磨床对陶瓷主轴沟道进行磨削,研究了砂轮粒度、磨削时间、主轴转速对沟道表面粗糙度的影响规律;常舟等[11]为了提高轴承沟道磨削精度,通过优化的磨削参数,提出考虑轴承沟道表面完整性约束的多目标优化方法;李献会等[12]选取不同内沟加工方法,分别考察了沟道磨削原理和加工方法的特点,以提高套圈沟道加工精度。以上研究对陶瓷沟道磨削有着重要意义,因此在此基础上,为提高沟道表面质量,并提高磨削效率、降低成本,研究工艺参数对氧化锆陶瓷沟道磨削表面质量的影响并优化工艺参数,建立圆弧砂轮磨削工件模型,通过理论计算砂轮外缘圆弧轮廓面与工件众多接触点的线速度。
1 实 验
1.1 试件及仪器
采用氧化锆陶瓷毛坯为试件,试件基本机械性能如表1所示,毛坯几何尺寸为长20.0 mm,宽20.0 mm,高10.0 mm。

表1 氧化锆陶瓷的基本性能Table 1 Basic properties of zirconia ceramics
采用ORBIT36CNC成型磨床进行切入式磨削氧化锆陶瓷沟道实验,机床使用水基磨削液(流量为80 L/min);用树脂结合剂金刚石圆弧砂轮,砂轮参数:金刚石粒度230#/270#、金刚石浓度100%,砂轮规格:直径300.0 mm、宽度20.0 mm。采用泰勒接触式Surtronic25型粗糙度仪测量氧化锆陶瓷磨削后沟道表面粗糙度和沟形误差,采用日立S-4800冷场发射扫描电子显微镜,观察磨削后沟道表面形貌。
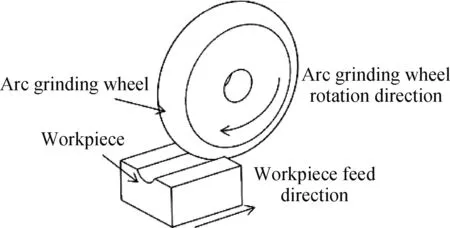
图1 切入式磨削氧化锆陶瓷沟道Fig.1 Plunge grinding groove of zirconia ceramics
1.2 实验方案
影响氧化锆陶瓷沟道表面磨削质量的工艺参数主要有磨削深度、砂轮线速度和工件进给速度,采用单因素实验研究工艺参数对氧化锆陶瓷沟道表面质量的影响规律及材料去除机理,工艺参数见表2,然后进行正交实验对工艺参数进行优化。表面质量是评价沟道磨削的主要技术指标,先测量沟道表面粗糙度表征参数:轮廓平均算术偏差值Ra、轮廓最大高度R3y、微观不平度十点高度Rz,再通过扫描电镜观测沟道表面形貌。采用切入式磨削方法,利用树脂结合剂金刚石圆弧砂轮磨削氧化锆陶瓷沟道,如图1所示。

表2 单因素实验工艺参数Table 2 Single factor experimental parameters
1.3 磨削过程分析
磨削分为滑擦、梨耕和切削形成三个阶段。在滑擦阶段,金刚石砂轮磨粒与工件表面开始接触,随着磨粒切削刃滑过工件表面,工件和砂轮由于挤压发生变形,磨削力增大;随着挤压的进行,机械能转化为热能,在磨削区产生大量的热,当不断增加的法向应力大于工件表面材料的屈服应力时,磨粒被压入工件基体中,并且磨粒与工件存在相对运动,发生梨耕现象;工件表面材料在磨削力和温度升高的作用下,被磨粒推向其侧方及前方,或直接剥落下来产生切屑。所以,磨削力和磨削温度是研究金刚石砂轮磨削陶瓷沟道的重要参数。
迄今为止,还没有可适用于不同磨削条件下的磨削力理论公式,在实际工程计算中,目前仍以经验公式为主,以磨削条件的幂指数函数形式表示磨削力Ft[13]。
(1)
式中,Fp表示单位磨削力,b为磨削加工宽度(mm),α、β、γ、δ为指数,国内外许多学者做了大量实验,发表了大量的数据,由于实验者所使用的实验材料、加工设备、检测仪器以及加工条件等不同,所得公式中指数也不统一。为了得到确切的磨削力数据,目前仍然通过实验测试设备及模拟仿真软件。
2 工艺参数对沟道表面质量的影响
影响氧化锆陶瓷沟道磨削的工艺参数有很多,如机床、砂轮(磨料、粒度、浓度、结合剂)、磨削液(种类、流量)、砂轮线速度、磨削深度、工件进给速度等,其中磨削深度、砂轮线速度、工件进给速度是影响氧化锆陶瓷沟道磨削表面质量的重要因素。
2.1 磨削深度对沟道表面质量的影响

图2 磨削深度对沟道表面粗糙度的影响Fig.2 Influence of grinding depth on groove surface roughness
从图2中可以看出,提高磨削深度,氧化锆陶瓷沟道表面粗糙度值Ra、R3y、Rz呈下降趋势。原因是磨削深度增大,磨削接触弧长变大,砂轮与工件接触面积增大,参与磨削的磨粒越多,磨削力增大,温度升高[14-16];另一方面,砂轮与工件接触面积增大,磨削液很难进入沟道磨削表面,冷却效果不佳,磨削瞬时温度显著上升,氧化锆陶瓷导热性较差,磨削过程中产生的热量在沟道表面积累,材料塑性去除比例较大[17],有利于去除,提高材料去除率,使磨削后沟道表面粗糙度减小。
采用切入式方法磨削沟道,随着材料的去除,圆弧砂轮与沟道接触面积越来越大,如果在磨削过程中冷却不充分,从而导致沟道表面烧伤,工件沟道表面显微图,如图3所示,磨削深度为40 μm的磨削表面局部存在烧伤,而磨削深度为20 μm的试件磨削表面无明显烧伤迹象。因此,为提高磨削效率,可以适当增大磨削深度,必须改善磨削冷却条件,避免磨削热量大量积累。

图3 不同磨削深度下沟道表面显微图Fig.3 Micro-graphs of grooves surface at different grinding depths
2.2 砂轮线速度对沟道表面质量的影响
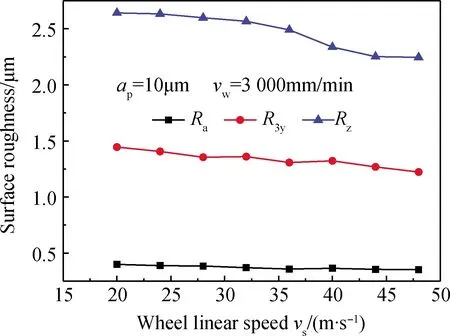
图4 砂轮线速度对沟道表面粗糙度的影响Fig.4 Influence of wheel linear speed on groove surface roughness
从图4中可以看出,提高砂轮线速度,氧化锆陶瓷沟道表面粗糙度值Ra、R3y、Rz呈下降趋势。原因是砂轮线速度增大,在相同条件下,单位时间内增加磨粒磨削次数,磨粒切入厚度减小,减小表面梨耕沟岭高度差;另一方面,砂轮磨削次数增加,有利于磨削热量在沟道表面积累,温度上升,提高沟道表面材料塑性去除比例,沟道表面粗糙度减小。不同砂轮线速度下沟道表面显微图,如图5所示,砂轮线速度为45 m/s时的沟道表面质量优于砂轮线速度为25 m/s时的沟道表面。
为深入研究砂轮线速度对磨削工件沟道表面质量的影响,建立圆弧砂轮磨削工件模型,通过理论计算砂轮外缘圆弧轮廓面与工件众多接触点的线速度。在磨削过程中,砂轮外缘轮廓面与工件沟道众多接触点由于位置不同,各接触点线速度不同。圆弧形轮廓面与磨削力、磨削温度、砂轮磨损、金刚石砂轮和工件挤压弹性变形及磨削后沟道表面质量等存在密切关系,因此,各接触点的线速度是研究圆弧曲线上各接触点参与磨削的重要参数。建立圆弧砂轮磨削工件简化模型,并建立平面坐标系如图6所示,其中,任取一接触点P(x,y),同时做以下假设:

图5 不同砂轮线速度下沟道表面显微图Fig.5 Micro-graphs of grooves surface at different wheel linear speed
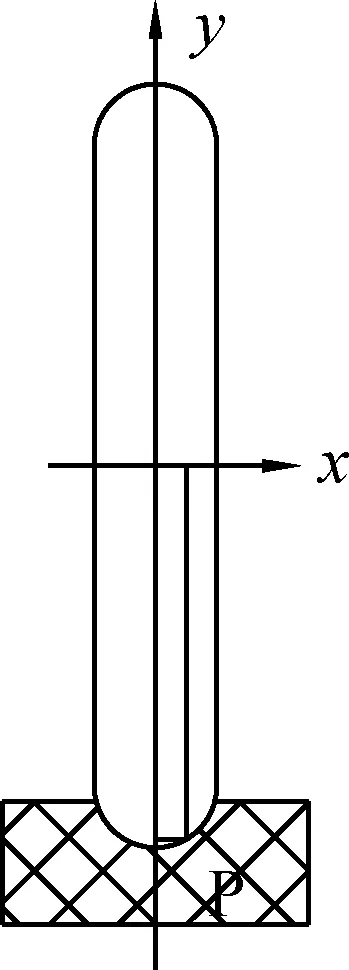
图6 圆弧砂轮磨削工件模型Fig.6 Model of grinding workpiece with arc wheel
(1)假设在磨削过程中系统磨削振动不使砂轮与工件分开;
(2)假设金刚石砂轮外缘圆弧表面磨粒高度一致,或高度差与圆弧半径相比极小;
(3)假设金刚石砂轮外缘圆弧为半圆。
根据磨削简化模型,结合圆弧砂轮与工件几何关系,接触点P线速度v:
(2)
式中,n为砂轮转速,r为金刚石砂轮外缘圆弧半径,R金刚石砂轮半径。从式(2)中可以看出,当选定砂轮后,砂轮转速一定,靠近最外缘接触点线速度最大;另外,通过圆弧砂轮磨削套圈外圈内沟道时,由于工况条件限制,金刚石砂轮半径R较小,远离外缘接触点线速度较小,不利于磨削工件材料去除,因此,磨削套圈内圈沟道时,尽量选用半径较大的金刚石砂轮。
2.3 工件进给速度及表面粗糙度对沟道表面质量的影响
从图7中可以看出,随着工件进给速度的增大,氧化锆陶瓷沟道表面粗糙度值Ra、R3y、Rz呈下降趋势。原因是提高工件进给速度,磨削力增大,磨削温度升高,沟道表面粗糙度减小;当工件进给速度较大时,金刚石砂轮与工件接触时间很短,大部分热量被磨削液带走,不利于磨削产生的热量在工件沟道表面积累,因此沟道表面粗糙度值R3y、Rz出现波动。
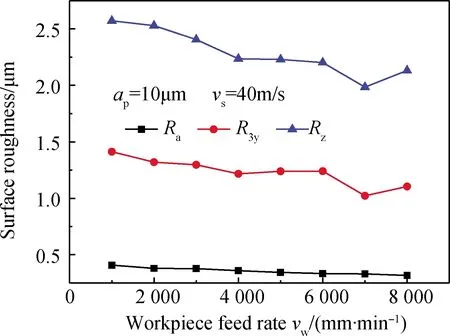
图7 工件进给速度对沟道表面粗糙度的影响Fig.7 Influence of workpiece feed rate on groove surface roughness
图8 泰勒粗糙度仪下的波峰和波谷Fig.8 Wave peak and valley under Taylor roughness meter
沟道表面粗糙度是衡量沟道表面质量的重要指标。从图2、图4和图7中可以看出,轮廓平均算术偏差值Ra较小,表明工件表面峰谷平均高度较小,表面粗糙度总体较小;轮廓最大高度R3y和微观不平度十点高度Rz均较大,表明工件表面波峰和波谷高度差较大,泰勒粗糙度仪下的波峰和波谷,如图8所示。
工件表面波峰和波谷高度差越大,配合表面间有效接触面积越小,同等压力下,压强越大,沟道磨损越快,导致工件配合稳定性较差,全陶瓷轴承游隙变大,由于陶瓷材料热膨胀系数低,轴承在运行中所产生的热量对变大的轴承游隙影响小,较大的游隙使滚动体碰撞内、外圈次数增加,将产生较大的振动噪声;另外,工件表面波峰和波谷高度差较大,全陶瓷轴承在服役中,在变应力的作用下,裂纹将沿波谷不断扩展直至失效,降低全陶瓷轴承使用寿命。
总之,粗磨后的沟道表面粗糙度Ra在一定条件下,增加超精磨削工序,削除原始波峰,降低轮廓最大高度R3y和微观不平度十点高度Rz,大大减小峰谷高度差;反之,存在适当大小的峰谷高度差,波谷可以起到储油作用,有助于轴承润滑,减少轴承磨损。
3 优化工艺参数
通过单因素实验,获得各工艺参数对磨削氧化锆陶瓷沟道表面质量的影响规律及材料去除机理,为提高沟道表面质量和磨削效率,进行磨削工艺参数优化。为避免工件沟道表面烧伤,选择较小的磨削深度,为提高磨削效率、降低成本,适当提高砂轮线速度和工件进给速度,正交实验的因素和水平,见表3。

表3 正交实验的因素和水平Table 3 Factors and levels of orthogonal experiments
根据正交表对称性原理,建立沟道表面粗糙度Ra回应表(表4),得到工艺参数对氧化锆陶瓷沟道表面粗糙度Ra的影响情况。

表4 沟道表面粗糙度Ra回应表Table 4 Groove surface roughness Ra response table
回应表极差反映各因素对沟道表面粗糙度Ra的影响程度。通过比较,各因素影响顺序由大到小依次为:磨削深度、砂轮线速度、工件进给速度;优化组合参数为磨削深度20 μm、砂轮线速度40 m/s、工件进给速度7 000 mm/min,即A4B3C4组合。在实际生产中,适当提高磨削深度和工件进给速度是提高加工效率的重要方式,同时降低成本,通过单因素实验发现,磨削深度较大时,由于产生大量的磨削热,工件表面会出现烧伤,严重影响工件服役情况和寿命;从另一个角度来看,在加工设备允许的情况下,提高砂轮线速度,减小磨粒切入工件的厚度,可以降低磨削深度的提高所带来的影响,提高沟道表面质量。
4 结 论
(1)通过单因素实验,获得磨削深度、砂轮线速度和工件进给速度对氧化锆陶瓷沟道表面粗糙度的影响规律:沟道表面粗糙度值Ra、R3y、Rz随磨削深度、砂轮线速度、工件进给速度增大而减小。为提高磨削效率、降低成本,可以适当提高磨削深度,适当的增加磨削热量有利于降低沟道表面粗糙度。
(2)通过正交实验,各因素对沟道表面粗糙度Ra的影响程度由大到小依次为:磨削深度、砂轮线速度、工件进给速度;优化组合参数为磨削深度20 μm、砂轮线速度40 m/s、工件进给速度7 000 mm/min,即A4B3C4组合。
(3)采用切入式方法磨削沟道,与套圈外圈内沟道不同,磨削套圈内圈沟道时,尽量选用半径较大的金刚石砂轮;存在适当大小的峰谷高度差,波谷可以起到储油作用,有助于轴承润滑,减少轴承磨损。
猜你喜欢
山东冶金(2019年6期)2020-01-06 07:45:58
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
山东工业技术(2018年5期)2018-03-10 08:28:23
制造技术与机床(2017年6期)2018-01-19 02:41:00
佛山陶瓷(2017年7期)2017-09-06 06:17:00
科技创新与应用(2016年34期)2016-12-23 15:59:26
新高考·高一物理(2016年3期)2016-05-18 02:59:14
设备管理与维修(2016年6期)2016-04-09 14:49:47
中华老年口腔医学杂志(2016年5期)2016-03-01 02:24:36
