YP11 型装封箱机柔性压缩箱体辅助装置的设计
2020-05-19 00:08刘长龙史建新潘广乐
烟草科技 2020年3期
刘 江,刘长龙,史建新,潘广乐,薛 磊*
1. 陕西中烟工业有限责任公司,西安市高新区沣惠南路38 号 710065
2. 陕西中烟工业有限责任公司延安卷烟厂,陕西省延安市姚店经济技术开发区 716000
3. 陕西中烟工业有限责任公司技术中心,陕西省宝鸡市高新大道100 号 721013
YP11 型装封箱机是引进德国FOCKE 公司465/329B 型装封箱机技术研究设计的卷烟自动装封箱设备,主要完成卷烟包装生产的最后一道工序,即条烟装箱工作[1]。在条烟装箱过程中,由于推送惯性、缺条检测精度不高、烟箱封口胶带错位等原因,容易出现条烟错位、条烟挤压、缺条、烟箱粘贴不牢等现象,导致设备停机,影响产品外观质量,降低生产效率[2-3]。目前对于改善YP11 型装封箱机产品质量和提高生产效率已有较多研究。陈培生等[4]通过改进烟箱输送带安装位置并加装吹风检测装置,解决了烟箱封口胶带粘贴不牢等问题。邓春宁[5]通过增加条形码扫描装置和工控机,设计了烟箱缺条检测装置故障自诊断系统,可实时发现缺条检测装置和剔除机构故障。伍广浩[6]通过改进上下吸壁、加宽推手位置等措施,提高了YP11 型装封箱机对回收烟箱的适应能力。此外,机器视觉[7]、称重检测[8]、γ射线检测[9]等方法应用于烟箱缺条检测也有较多报道。王伟等[10]根据烟箱内部前后位图像建立了一种基于相似性分析和阈值自校正的烟箱缺条检测方法,较好地解决了装箱过程中烟箱缺条等问题。但对于由于条烟滑动错位而引起的设备停机率高等问题则鲜见报道。为此,基于运动学原理研制了一种柔性压缩箱体辅助装置,通过施加柔性外力减小条烟惯性滑动量,避免条烟在推垛过程中因错位而产生挤压变形,以期提升卷烟产品质量,提高生产效率。
1 问题分析
由图1 可见,在生产过程中条烟通过输入皮带进入装封箱机,每次输送5 条烟,由提升器将5 条烟提升至堆垛位置,后续条烟继续输入直至形成5×5 的条烟堆垛,再由推板将堆垛推入烟箱。装封箱机重复上述操作,经过两次堆垛和推垛过程后完成一件烟的装箱工序。在装箱过程中,由于烟箱上壁与堆垛条烟之间存在一定间隙,推入烟箱内的第1 组5×5 条烟因推送惯性容易产生滑动,引起条烟错位,尤其是最上层条烟错位明显;当推板将第2 组条烟推入烟箱内时,因滑动错位的条烟会受到挤压而产生变形。

图1 条烟装箱过程示意图Fig.1 Schematic diagram of cigarette case filling process
在条烟推垛过程中,烟箱上壁与最上层条烟不接触,每层条烟受到的作用力和摩擦力均不相同,条烟到达烟箱预定位置时的滑动距离也不相同。设定5×5 条烟堆垛由上至下分别为第1 层至第5 层,每条烟的质量为m,条烟间摩擦系数为μ,每层条烟视为一个整体,则第1 层至第5 层条烟下表面受到的摩擦力分别为5μmg、10μmg、15μmg、20μmg、25μmg(g 为重力加速度)。可见,第1 层条烟受到的摩擦力最小,所以容易产生滑动。在将第1 组条烟推入烟箱后,用直尺测量每层条烟到达的推送位置,统计因惯性产生的瞬间滑动量,结果见图2。可见,第1 组的第1 层和第2 层条烟因惯性产生的瞬间滑动量,均大于第3 层、第4层和第5 层条烟的平均滑动量(3.2 mm),因此产生错位进而在第2 组条烟推入时出现条烟挤压现象。

图2 第1 组各层条烟的惯性滑动量Fig.2 Inertial sliding distance of cigarette carton at each layer in the first group
2 系统设计
2.1 结构组成
柔性压缩箱体辅助装置主要由横向调整件、纵向调整件、执行气缸、柔性压缩体等部件组成,见图3。辅助装置固定在自动封箱机上,位于烟箱上方;横向调整件一端固定在自动封箱机上,另一端与纵向调整件连接,横向调整件与纵向调整件均可伸缩;气缸固定于纵向调整件下方,柔性压缩体安装在气缸下方,与气缸相连,在气缸的驱动下柔性压缩体可伸缩。为保证辅助装置的使用寿命,所有部件均采用绝缘性好、抗电磁、耐高温材料。

图3 柔性压缩箱体辅助装置结构示意图Fig.3 Schematic diagram of structure of flexible case compressing device
改进后装封箱机接收条烟并输送至堆垛装置,通过带有负压的纸箱矫正器将烟箱矫正成型,并由扩口装置对箱体进行支撑,同时柔性压缩体由气缸驱动对烟箱上壁施加柔性作用力,推板将条烟堆垛推入烟箱。烟箱上壁受到作用力后内部空间减小,进而减小了烟箱上壁与条烟之间的空隙,避免条烟产生惯性滑动而导致条烟错位。
2.2 柔性压缩体材料和尺寸
分别选用海绵块、猪鬃刷、橡胶轮作为柔性压缩体材料进行对比,结果发现猪鬃刷硬度适中,在装箱过程不会对烟箱和条烟造成压痕。为确定猪鬃刷尺寸,以延安卷烟厂生产的“延安(软)”牌卷烟为对象进行测试,烟箱长度548 mm,条烟宽度88 mm,设猪鬃刷长度为两条烟的宽度(176 mm),宽度为548/2-50=224 mm(纸箱矫正器的上吸杯直径为50 mm),依次以1/2 幅度缩减宽度值,观察柔性压缩体的运行情况,结果见表1。可见,猪鬃刷宽度过大会影响上吸杯的吸附效果;猪鬃刷宽度过小会使烟箱表面产生压痕。因此,猪鬃刷长度176 mm、宽度28 mm 时性能最优。
2.3 柔性压缩体作用点及下沉距离
由图4 可见,装箱过程中烟箱上壁受到2 排共6 个上吸杯的作用力(F1=F2=F3=F4=F5=F6),使烟箱矫正成型。为保证上吸杯正常工作且柔性压缩体施加的作用力F压使烟箱产生一定形变,根据第1组条烟推入烟箱的位置,确定柔性压缩体的作用点为烟箱上壁的中心位置。

表1 不同猪鬃刷宽度测试结果Tab.1 Test results of hog brush with different widths

图4 烟箱上壁受力示意图Fig.4 Schematic diagram of force exerted on cigarette case’s upper wall
在柔性压缩箱体辅助装置的作用下,烟箱上壁受到作用力F压会产生下沉。以“延安(软)”牌卷烟为对象,分别设定下沉距离为6、7、8、9、10 mm 进行测试,结果见表2。可见,下沉距离较小(6 mm)时,烟箱上壁与条烟未接触,辅助装置作用失效;下沉距离较大(8、9、10 mm)时,烟箱与条烟均有不同程度的压痕;下沉距离为7 mm 时,测试效果最佳。由此可确定柔性压缩辅助装置气缸行程为50 mm,猪鬃刷与烟箱上壁距离为43 mm。

表2 烟箱上壁下沉距离测试结果Tab.2 Test results of moving downward distance of cigarette case’s upper wall
2.4 受力分析
在第1 组条烟推垛过程中,对烟箱上壁施加的作用力F压会增加条烟受到的总摩擦力,减少条烟的惯性滑动量。为此,以推垛过程中的第1 层条烟为对象进行受力分析。由图5可见,烟箱上壁对第1层条烟施加作用力F'压,其中F'压=F压,烟箱上壁与条烟之间存在摩擦力f1;第2 层条烟对第1 层条烟存在支撑力F支,F支等于第1层条烟总重力5mg与F'压之和;第1层条烟与第2层条烟之间存在摩擦力f2。
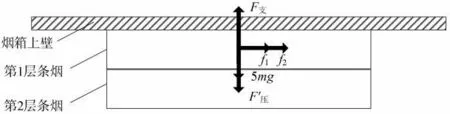
图5 第1 层条烟推垛过程中受力分析图Fig.5 Schematic diagram of mechanical analysis of cigarette cartons at the first layer during sliding process
2.4.1 摩擦系数
第1 层条烟与第2 层条烟之间的摩擦系数即为条烟透明包装纸之间的摩擦系数,查阅资料可知该摩擦系数μ1=0.28;第1 层条烟与烟箱上壁之间的摩擦系数μ2可由试验测得。由图6 可见,条烟在倾斜的烟箱上从A 点静止开始做匀加速直线运动到B 点,加速度a 的计算公式[11-12]为:

式(1)和式(2)合并计算可得到摩擦系数μ2为:

式(1)~式(3)中:L 为烟箱斜面长度,m;a 为滑块加速度,m/s2;t 为滑块由A 点到B 点的滑动时间,s;g 为重力加速度,m/s2;θ为烟箱斜面与水平面夹角,(°);μ2为条烟与烟箱之间摩擦系数;h 为A点距离地面的垂直高度,m;d 为A 点与B 点的水平距离,m。

图6 条烟在烟箱斜面上受力分析图Fig.6 Schematic diagram of mechanical analysis of cigarette cartons in inclined case
取10 条“延安(软)”牌卷烟在烟箱斜面上进行测试,并根据式(3)计算摩擦系数μ2,结果见表3。可见,条烟与烟箱间的摩擦系数为0.35。

表3 摩擦系数μ2测试结果Tab.3 Test results of friction coefficient μ2
2.4.2 施加压力计算
推垛装置将条烟推入烟箱时,条烟获得动能E动,条烟进入烟箱后动能转化为滑动摩擦力做功E摩。改进前第1 层5 条烟的摩擦力做功E1摩的计算公式为:

改进后第1 层5 条烟的摩擦力做功E2摩的计算公式为:

式(4)和式(5)中:E1摩为改进前第1 层5 条烟的摩擦力做功,J;E2摩为改进后第1 层5 条烟的摩擦力做功,J;μ1为第1 层与第2 层条烟之间的摩擦系数;μ2为第1 层条烟与烟箱上壁的摩擦系数;m为条烟质量,kg;g 为重力加速度,m/s2;s1为改进前第1 层条烟的惯性滑动量,mm;s2为改进后第1 层条烟的惯性滑动量,mm;F'压为烟箱上壁对第1 层条烟施加的作用力,N。
将改进前后条烟推入烟箱时获得的动能E动设为 定 值,故E1摩=E2摩。已知μ1=0.28,μ2=0.35,m=0.23 kg,g=9.8 m/s2,s1=41.6 mm,s2=3.2 mm,代入式(4)和式(5)中计算可得F压=F'压=60.1 N,即柔性压缩体施加的作用力不小于60.1 N,可保证第1 组条烟推垛到位后第1 层条烟的惯性滑动量小于3.2 mm,进而避免条烟发生滑动错位,导致条烟挤压变形。
3 应用效果
3.1 试验设计
材料:“延安(软)”牌卷烟(由陕西中烟工业有限责任公司延安卷烟厂提供);循环利用烟箱长548 mm,宽448 mm,高235 mm(由陕西卷烟材料公司提供)。
设备:YP11 型装封箱机4 台,分别编号1#~4#[颐中烟草(青岛)实业有限公司机械厂]。
方法:将柔性压缩箱体辅助装置安装在YP11型装封箱机上,记录改进前后在条烟推送过程中因条烟错位、挤压变形引起的停机次数,测试周期6 个月。
3.2 数据分析
由表4 可见,安装柔性压缩箱体辅助装置后,单台装封箱机因条烟错位、挤压变形引起的停机次数由改进前的29 次/月减少为0,有效提高了卷烟产品外观质量和设备生产效率。

表4 改进前后封装箱机停机次数统计Tab.4 Numbers of times of cigarette case filling and sealing machine strop before and after improvement(次)
4 结论
基于YP11 型装封箱机设计了一种柔性压缩箱体辅助装置,通过压缩烟箱上壁内部空间,增大了条烟与烟箱上壁之间的摩擦力,有效减小了条烟在推垛过程中的惯性滑动量。经试验,柔性压缩体选用猪鬃刷材料,猪鬃刷尺寸为176 mm×28 mm较适宜;柔性压缩体作用点位于烟箱上壁中心位置,烟箱上壁下沉距离为7 mm 时,该辅助装置作用效果最佳;当柔性压缩体施加的作用力大于60.1 N 时,第1 层条烟的惯性滑动量小于3.2 mm,条烟不会出现错位和挤压现象。以延安卷烟厂生产的“延安(软)”牌卷烟为对象进行测试,结果表明:加装柔性压缩箱体辅助装置后,每台装封箱机在装箱过程中因条烟错位和挤压引起的停机次数减少29 次/月,有效改善了卷烟产品质量,提高了设备生产效率。
猜你喜欢
烟草科技(2022年5期)2022-05-30
中外公路(2022年1期)2022-05-14
包装工程(2022年3期)2022-02-22
中学生数理化·八年级物理人教版(2020年3期)2020-10-29
奥秘(创新大赛)(2020年10期)2020-10-28
电脑知识与技术(2016年19期)2016-08-18
新高考·高一数学(2016年3期)2016-05-19
铁道科学与工程学报(2015年5期)2015-12-24
中国学术期刊文摘(2015年10期)2015-10-31
中国铁道科学(2015年5期)2015-06-21