粗磨条件下铜钴矿物学特性及浸出工艺实证研究
2020-05-12 07:54陈学文
湖南有色金属 2020年2期
陈学文
(1.广东工程职业技术学院,广东广州 510520;2.广州市金属学会,广东 广州 510520)
世界钴资源集中分布在刚果(金)、澳大利亚、古巴、赞比亚等国家和地区,其中最主要的钴资源是刚果(金)和赞比亚的铜钴矿[1]。我国是一个资源贫国,国内钴资源更是匮乏,要从国外进口大量的钴原料[2]。独立的钴矿物较少,多伴生于铜钴矿、砷钴矿、黄铁矿矿床和镍钴矿中[3]。随着生态文明建设的推进和人们环保意识的提高,对于绿色矿业的呼声也越来越高,这就对矿石选冶工艺提出了新的挑战。铜钴矿的选冶工艺较多,传统的火法冶炼的选矿回收率并不是很理想,而且其废水废气的排放量大,不符合越来越严格的环保要求。近年来堆浸法选矿在金、银、铜等贵金属矿石的选矿工艺中占据越来越重要的地位。在铜钴矿的选冶中,除了火法冶炼外,其他冶炼方法主要有硫酸化焙烧-浸出、加压浸出、微生物浸出、氨浸等[4~6]。我国铜钴矿资源本就不丰富,再加上环保要求的提高和整体矿石品位的降低要求选矿成本必须有所下降,在积极发展创新更高效选矿方法的同时,探究不同粒度对于铜钴矿选矿的影响成为降低生产成本的一个方向。在选矿实践中,湿法浸出工艺以其环保性和高效性开始逐渐成为当前包含多种金属的铜钴矿的重要选冶方法。加压浸出的优势在于能够通过电积萃取的方式分别富集铜和钴两种金属,避免因铜钴混杂而不得不进行进一步分离提纯而产生的额外成本。此前已有一些研究人员对加压浸出工艺的温度、浸出时间、氧压等多方面工艺参数进行研究,取得了一定的成果,但就矿石粗磨条件下的铜钴矿浸出工艺的探究尚不够完善,需要通过更多的试验成果来充实。
1 铜钴矿石矿物学特性
1.1 矿石化学组成
对铜钴矿样进行定量化学分析,测得该矿样中主要化学组成包括 Si、Fe、S、Cu、Co、Ni、Ca等。其物相主要表现为 SiO2、CuS2、CaO、CuFeS2等,各组成成分定量分析结果详情见表1。

表1 铜钴矿样化学定量分析结果 %
根据该铜钴矿样化学定量分析所得结果,该铜钴矿的各金属矿石品位较低,选矿难度较大。在该铜钴矿中,具有回收价值和可能性的金属为Cu、Co、Fe,其它矿物或回收成本过高,不具备回收价值,或在当前的选矿技术条件下不存在回收的可能性。因此,结合选矿工艺的各生产参数来看,必须回收的金属为Cu、Co,Fe可以不作为回收的目标金属元素。
1.2 矿石矿物组成及其嵌布特征
根据铜钴矿矿样化学定量分析结果,具有回收价值和回收可能性的Cu、Co、Fe中,金属铜对应的矿物化合物以黄铜矿为主的多种含Cu、Co的铜硫化合物,金属铁和钴对应的化合物主要是黄铁矿,金属钴对应的化合物主要是含钴的黄铁矿以及硫铜钴矿。各组分在矿样中占比见表2。

表2 铜钴矿样矿物组成分析 %
在该铜钴矿样中,具有回收价值和回收可能性的矿物化合物以黄铁矿为主,在总体价值上则铜钴矿更高。还存在部分含量极少的目的矿物,如孔雀石、水钴矿等,这些矿物因嵌布粒度细小或与部分脉石矿物呈现复杂嵌生的关系[7]。在此仅对几种最重要的矿物化合物的嵌布特征进行详细描述,矿样中几种重要化合物的嵌布特征如下:
1.黄铁矿(包括含钴黄铁矿):黄铁矿在本铜钴矿样中含量较多,其中部分是含钴的硫铁化合物,其矿物中粗粒嵌布于矿石中,在矿石片理以及不规则分布的矿石裂隙之间富集,成矿时代后期的硅化进程中,含钴黄铁矿逐步形成,其它硫化物与含钴黄铁矿相互结合,形成中粗粒度的硫化物结合体。
2.黄铜矿(包括硫铜钴矿):黄铜矿的成矿过程与硫铁化合物相近,在热液成矿作用下,含钴的液态硫铜化合物以及黄铜矿在矿石裂隙间冷却凝固,形成嵌布中粗粒结合体。绝大部分铜元素成矿后都以CuFeS2的形式存在,是该铜钴矿中铜矿化合物的主要存在形式,成矿后期的热液活动中,黄铜矿减少,辉铜矿和斑铜矿交互形成。
3.斑铜矿:斑铜矿在该铜钴矿中的含量极少,部分在一些脉石中局部富集,以浸染状形态呈现,有的斑铜矿与黄铁矿或者一些含钴黄铁矿相互连接,少量斑铜矿被富集的黄铁矿包裹。斑铜矿的粒径较大,多数颗粒处在0.3~0.7 mm之间。
4.硫镍钴矿:铜钴矿样中含有的极少数镍就是以硫镍钴矿的形式存在,这也是铜钴矿样中少数能够独立存在的钴矿物,在铜钴矿样中与其它硫化物以集合物,而非化合物的形式存在,由于硫镍钴矿的粒度相对细小,又与其它硫化物成为集合物,而在铜钴矿样中,硫不具有回收价值,因此,对于硫镍钴矿中的钴,只能实现部分回收。
总体上看,该铜钴矿样中,Cu、Co、Fe三种金属元素具有回收价值,但是各种金属矿石的品位较低,其嵌布粒度以中粗粒为主。该铜钴矿母岩主要成分是石英和碳酸盐,各种有价矿物伴生于母岩之中,其它诸如Ni、S等矿物或是含量较少难以回收,或是不具备选矿价值。
1.3 Cu、Co、Fe元素分配
对矿物进行能谱分析,金属铜的存在形式是铜硫化物,还有极少量铜的氧化物和铜蓝,钴则主要存在于黄铁矿和一些铜硫化合物中,整体上该铜钴矿的物相分析结果见表3。

表3 铜钴矿样的物相分析 %
显然,在该铜钴矿样中,有价矿物主要以硫化物的形式存在,其中,铁的硫化物占比90.18%,铜的硫化物占比90.70%,钴的硫化物占比也达到了73.96%。Co、Cu在矿石中的分配有明显差异,而这主要是由二者的结晶化学性质不同导致的[8]。
1.4 矿样中各有价化合物粒度分布
矿样中各有价矿物相互结合,以一种集合体的形式存在,鉴于该铜钴矿主要选矿目标金属为Cu、Co,粒度测定主要针对Cu、Co的化合物,其粒度测定结果见表4。

表4 铜钴矿样各主要有价矿物粒度分布
2 探索粗磨条件下对Cu、Co元素浸出的影响
铜钴矿石的矿物组成与单一的硫化铜矿相比更为复杂,给选矿过程带来了更大的难度[9]。铜钴矿的选冶方法较多,一般对以硅酸盐或铝硅酸盐等酸性脉石矿物为主的氧化铜矿石采用酸浸[10],在当前的矿石选冶技术上,复杂多金属铜钴矿石的处理同样以酸浸工艺为主。加压浸出工艺具有可处理复杂多金属硫化矿、同时提取多种有价金属、金属提取率高、浸出与除铁过程合二为一等优势[11]。
2.1 试验原料
试验原料为取样的铜钴矿石,该铜钴矿样的主要成分如前所述,以Cu、Co、Fe三种元素为主,在本次试验中主要考虑加压浸出工艺中粒度对Cu、Co两种元素浸出的影响,对于Fe的浸出,在本试验中不进行重点研究。铜钴矿样中Cu和Co的主要存在形式为黄铜矿、硫铜钴矿以及含钴黄铁矿,据此,选择适宜的浸出条件,理论上可以实现对铜钴矿样中Cu、Co金属的高效浸出。
2.2 试验原理
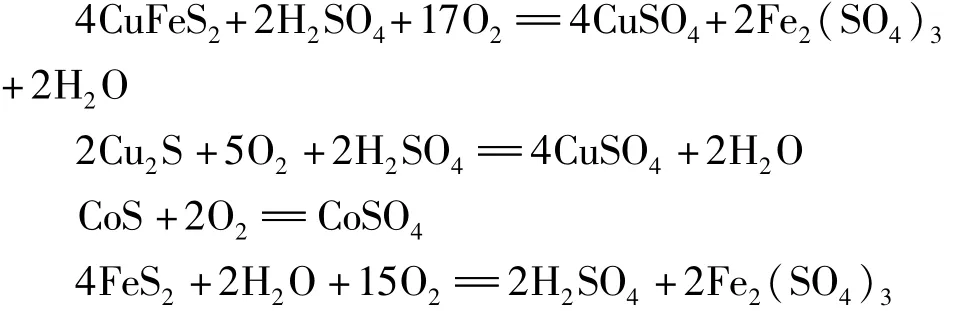
加压浸出试验的主要设备是带搅拌装置的立式加压釜。浸出剂选不同浓度的硫酸,在氧压条件下,黄铁矿、黄铜矿与硫酸反应,生成硫酸铜和硫酸铁的混合溶液,转换为Cu2+和Fe3+,含钴硫化物也转化为Co2+,立式加压釜中硫酸浓度降低到一定程度后,其中硫酸铁进一步水解,生成氧化铁残渣。反应原理为:
2.3 试验方法和步骤
1.首先取铜钴矿样2 000 g粗磨粉碎,平均分为两部分,一半分为五份,每一份200 g,另一半进行进一步筛分,获取 0.282 mm、0.147 mm、0.104 mm、0.074 mm四种不同粗选磨矿细度的铜钴矿粉。
2.取未经筛分的铜钴矿粉分别控制变量进行不同浸出条件的试验,确定适宜的温度、氧分压、硫酸浓度、浸出时间、固液比等重要浸出工艺参数。
3.确定适宜本铜钴矿的最佳浸出工艺参数后,研究不同粗选磨矿细度的Cu、Co金属浸出率,分析试验结果,并针对生产实践与试验之间存在的差异进行适宜生产实践的延伸试验,论证适宜生产实践的各加压浸出参数。
4.在确定最佳浸出工艺参数的各试验中,每次的试验原料为200 g粗磨矿粉,以30℃,硫酸初始浓度 1.0 mol/L,浸出60 min,固液比1∶5,氧压300 kPa为基本条件,并且保持搅拌装置以300 r/min的速度运转,恒温加压浸出一定时间后烘干溶液,对所取得的渣样进行分析计算,确定加压浸出后Cu、Co金属的浸出率。
2.4 最佳试验条件的确定
2.4.1 最佳硫酸初始浓度
作为浸出剂的硫酸是加压浸出工艺中具有重要影响的因素,不同浓度的初始浓度对应的Cu、Co浸出率曲线图如图1所示。

图1 不同硫酸初始浓度的铜钴矿浸出率
根据图1,可以看到,Cu、Co金属的浸出率与浸出剂硫酸的初始浓度成正比,在一定浓度范围内,硫酸浓度的增加能够大幅增加Cu、Co的浸出率。浸出的Cu、Co元素多数来自二价铜和二价钴,而处于低价状态的铜、钴在硫酸溶液中溶解度较大,也是浸出物的来源之一,但是单质在没有氧化剂的情况下,难以在硫酸溶液中浸出。在硫酸的初始浓度达到2.0 mol/L后,继续增加硫酸浓度对于提升Cu、Co的浸出率已经没有明显的效果,原因可能有以下几个:一是浸出过程中浸出物之间相互结合形成了某种Cu-Co-Fe-Si合金,阻碍了Cu、Co的继续浸出,二是较高浓度的硫酸导致溶液中的硅化物溶解,形成硅酸根离子,与铜钴矿中浸出的二价铁结合成聚合物,使矿浆反应速度降低。
从图1中还可以知道,在硫酸初始浓度为2.0 mol/L时,Cu、Co的浸出率都达到基本稳定的最佳状态,其中 Co的浸出率为83.9%,Cu的浸出率为89.1%。综上,针对该铜钴矿样的最佳浸出硫酸浓度为 2.0 mol/L。
2.4.2 最佳浸出温度
以前一试验结论为基础,保持其他条件不变,在初始浓度为2.0 mol/L的硫酸浸出剂中,不同温度下Cu、Co矿的浸出率如图2所示。
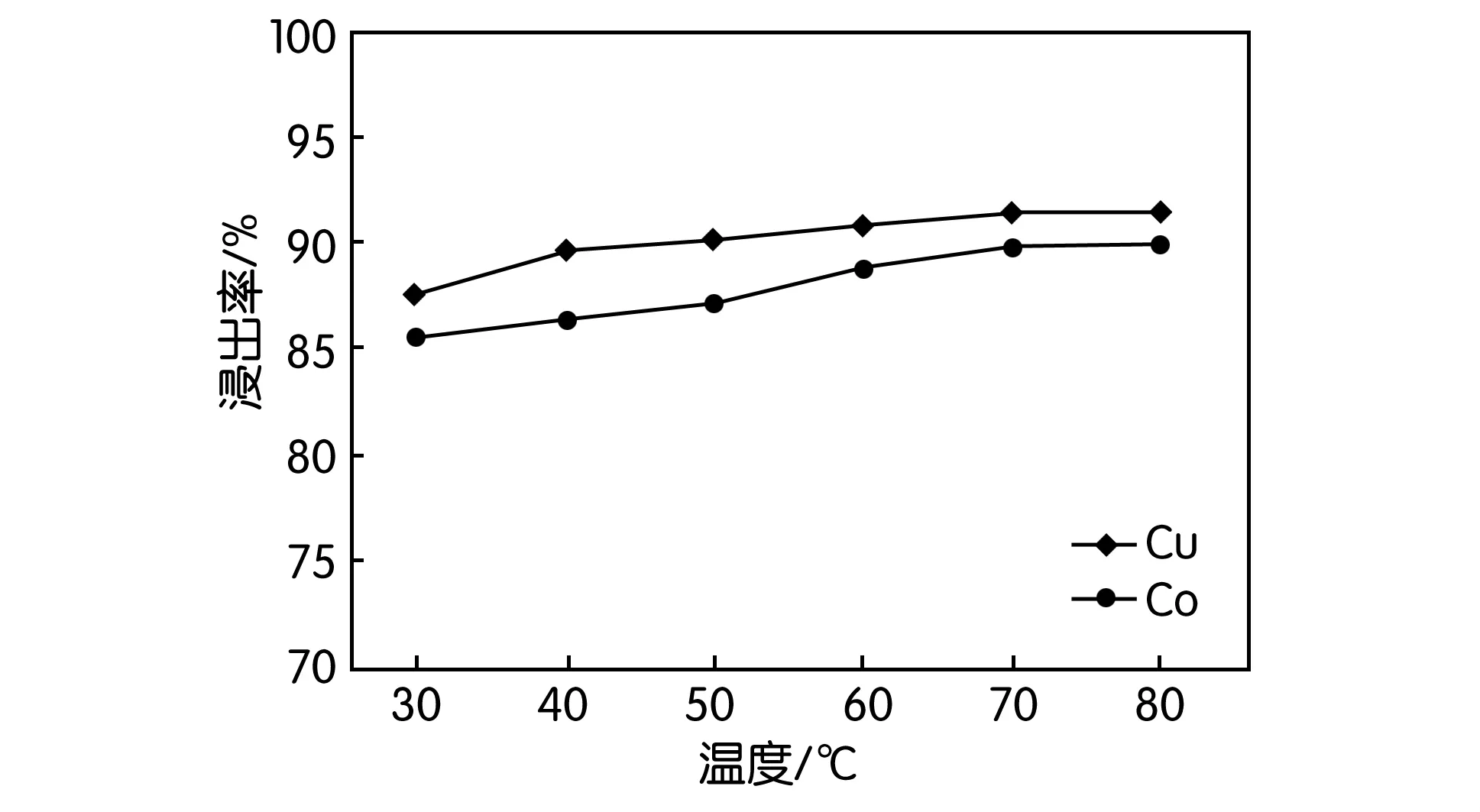
图2 不同温度下的铜钴矿浸出率
从图2中可以看到,温度对于铜钴矿的浸出率影响没有硫酸的初始浓度明显,浸出温度从30℃上升至90℃,Cu、Co两种金属的浸出率虽然有所提升,但均没有超过5%。总的来说,当温度为70℃时,铜钴矿浸出率基本稳定,其中Co金属的浸出率为89.7%,Cu金属的浸出率为91.4%,是理论上的最佳浸出温度,本次试验暂定浸出温度为70℃。此外,硫酸在与铜钴矿样发生反应的过程中,浸出温度会因为化学反应放热而在一定程度上升高。
2.4.3 最佳氧分压
在加压浸出温度为70℃、初始浓度为2.0 mol/L的硫酸浸出液中,不同的氧分压对浸出率的影响如图3所示。
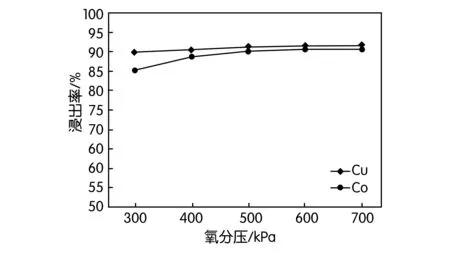
图3 不同氧分压下的铜钴浸出率
根据图3,在试验氧分压范围内,铜钴矿样浸出率随着氧分压的提高而有所上升,但是实际提升率不算太大。在Cu、Co两种目标金属的浸出率之间进行对比可知,氧分压对Co金属浸出率的影响比Cu大。在氧分压为500 kPa时,铜钴矿样的浸出率基本达到平稳状态,Cu金属浸出率91.2%,Co金属浸出率90.1%。由此,在本次研究粗磨条件对于铜钴矿浸出影响的试验中,暂定氧分压 500 kPa(总压1 500 kPa)。
2.4.4 最佳固液比
保持其他条件不变,调整浸出温度为70℃,浸出剂硫酸浓度为2.0 mol/L,氧分压为500 kPa(总压1 500 kPa),在此条件下,不同固液比的Cu、Co金属浸出率如图4所示。

图4 不同固液比的铜钴浸出率
从图4可以看到,固液比为1∶2时,固液比较大,铜钴矿样的浸出率较低,可能存在浸出剂与矿石粉末接触不充分等不足之处,所以浸出率较低,随着液相物质增加,固液比逐步减小,矿样中Cu、Co两种目标金属的浸出率逐步增加,当固液比达到1∶4时,Cu的浸出率为92.0%,Co的浸出率为90.7%。此时铜钴矿浸出率趋于稳定,不再有明显的增长,从总体上看,钴金属浸出率受固液比的影响更大。因此,可以确定最佳固液比为1∶4。
2.4.5 最佳浸出时间
调整浸出温度为70℃,浸出剂硫酸浓度为2.0 mol/L,氧分压 500 kPa,固液比 1∶4,研究最佳浸出时间,不同浸出时间的铜钴矿样浸出率如图5所示。
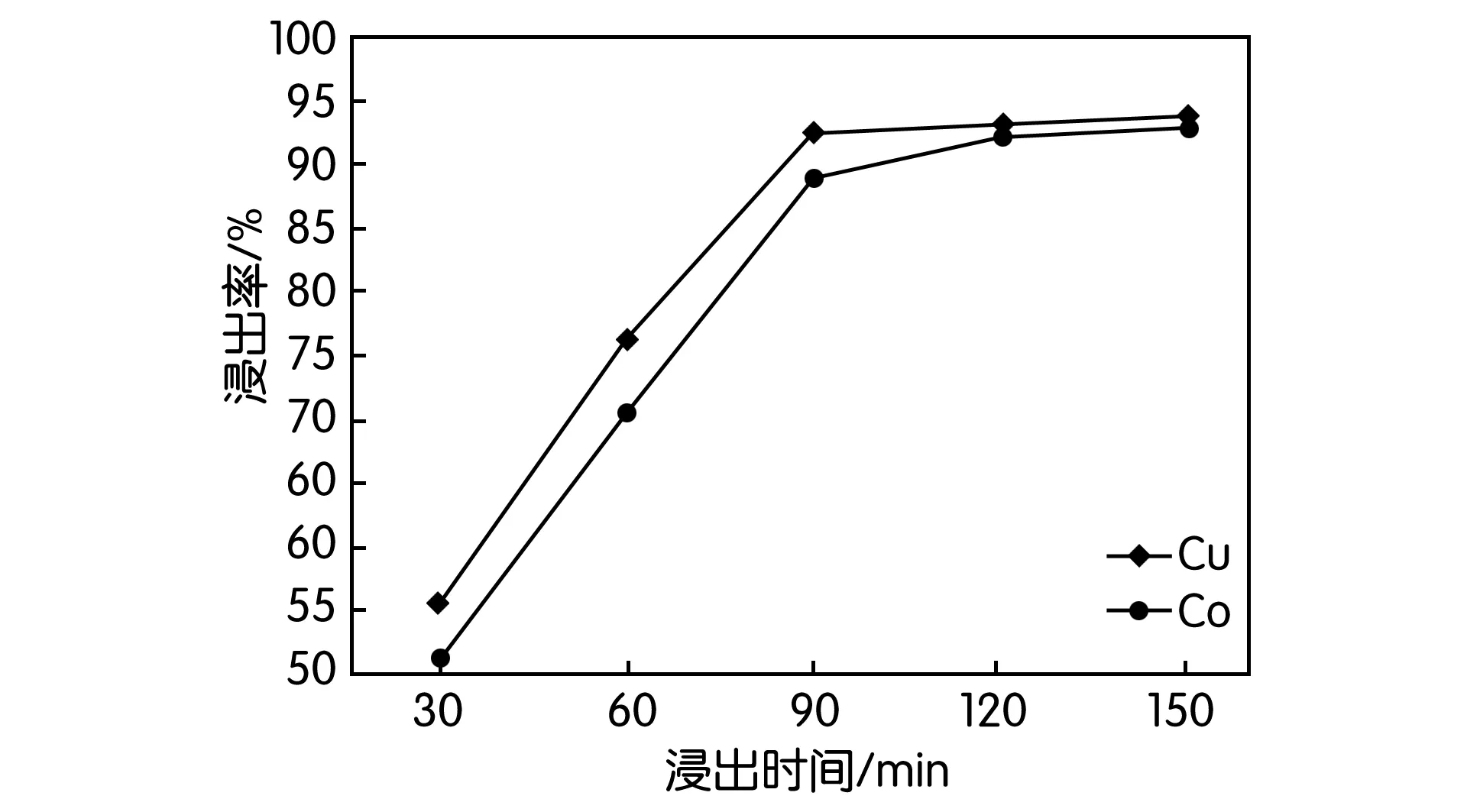
图5 不同浸出时间的铜钴浸出率
根据图5,铜钴矿样开始浸出后,在前90 min内,矿样持续发生剧烈的化学反应,Cu、Co两种目标金属高效浸出,在加压浸出90 min时,Co的浸出率达到88.9%,Cu的浸出率达到92.4%,加压浸出90~120 min期间,两种目标金属的浸出率依然有所增长,但是此时矿样中的铜钴金属含量已经较少,再加上作为浸出剂的硫酸的浓度下降,因此在此期间铜钴两种目标金属浸出较少。加压浸出120 min后,铜钴矿样浸出率不在明显增长,其中Cu金属浸出率93.1%,Co金属浸出率92.1%。此时矿样中未浸出的Cu、Co金属已经很少,浸出过程所形成的合金等产物也对继续浸出产生阻碍作用,还可以看到,浸出物中出现赤红色沉积物,原因可能是硫酸浓度下降后发生的Fe2(SO4)3的水解,赤红色沉积物为 Fe2O3。可见在加压浸出120 min后,浸出金属主要是Fe。在铜钴矿样中加压浸出的主要目标金属是Cu和Co,Fe的浸出反而会增加后期萃取提纯的工艺难度和繁杂程度,综上,最佳浸出时间应为120 min。
2.5 粗选磨矿对铜钴矿物浸出的影响试验
不同的磨矿细度使矿石中绝大部分目的矿物呈单体状态产出是获得理想技术指标的必要条件[12]。根据上一节对铜钴矿无加压浸出的最佳条件的试验结果,在进行不同磨矿细度对铜钴浸出率影响的试验中,设定加压浸出的重要浸出工艺参数为:硫酸初始浓度2.0 mol/L、浸出温度70℃、氧分压500 kPa(总压为 1 500 kPa)、固液比1∶4、浸出时间120 min。
将剩余1 000 g铜钴矿样粉碎,进行筛分,分为0.282 mm、0.147 mm、0.104 mm、0.074 mm四种不同的磨矿细度,每种磨矿细度的矿样各留200 g待用,其余矿样弃置。分别对不同粗选磨矿细度的矿样进行试验研究,设定重要浸出工艺参数,并保持搅拌装置以300 r/min的转速持续搅拌,收集数据进行对比,其试验结果如图6所示。
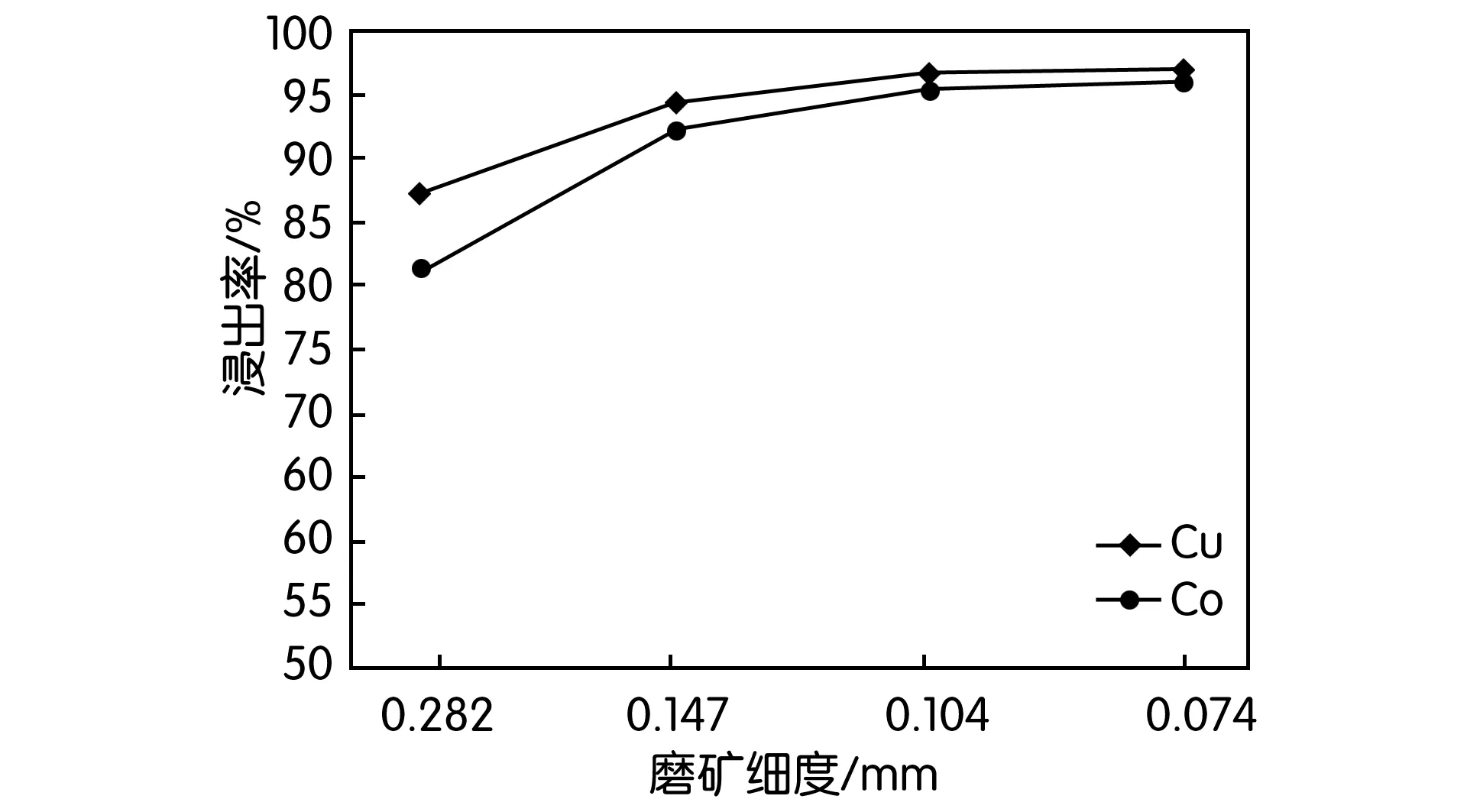
图6 不同粗选磨矿细度的铜钴矿浸出率
在图6中,当粗选磨矿细度为0.282 mm时,Cu金属的浸出率为87.4%,Co金属的浸出率为81.3%;当粗选磨矿细度0.147 mm时,矿样中两种金属的浸出率跃升到94.4%(Cu)、92.4%(Co);当粗选磨矿细度进一步减小,达到0.104 mm时,Cu、Co两种目标金属的浸出率稍有上升,Cu金属浸出率为96.8%,Co金属浸出率为95.5%。但是粗选磨矿细度继续减小,两种目标金属的浸出率没有太明显的增长,相反,作为非目标金属的铁在粗选磨矿细度进一步减小时,浸出速度迅速上升,从而在浸出渣样中形成赤铁矿的沉积物。
总体上看,铜钴矿样中两种目标金属粗选磨矿细度大于0.104 mm时,随着磨矿细度的减小,有助于提升铜钴矿的浸出率,粗选磨矿细度小于0.104 mm时,浸出率所受的影响不大。这可能是由以下原因造成的:(1)铜钴矿粉微粒的润湿角在粒度大于0.104 mm时,随着粒度的减小不断增大,使二者之间的相互接触增加,发生充分的化学反应,生成Cu、Co金属离子;(2)矿粉粒度小于0.104 mm时,润湿角已经达到了某种稳定的状态,固相物质中的Cu、Co等金属化合物与液相物质中的离子之间的接触已经很充分,因此,粒度的进一步减小已经不能让浸出率有明显的上升;(3)反应过程中生成的各种离子之间发生进一步反应,形成硅酸等阻碍浸出的物质,还有一些金属元素以及金属与非金属元素之间的结合形成合金,同样会阻碍反应的顺利进行。
3 延伸试验
加压浸出是一种较为成熟的铜钴矿选矿工艺。本次试验主要是研究粗磨条件下的铜钴矿的浸出,确定适宜于铜钴矿加压浸出的重要浸出工艺参数。考虑到生产实践与试验研究之间的区别,提高加压浸出的压力、温度不利于生产安全,还会导致生产成本的进一步上升,而根据研究取得的数据,温度和氧分压对于铜钴矿的浸出率影响不是很明显,因此,可以推测在生产实践中,保持30℃、300 kPa的浸出温度和氧分压即可很好地实现高效率的加压浸出,并且能够降低生产成本。此外,粗选磨矿细度从0.147 mm减小至0.104 mm,铜钴矿的浸出率上升较小,但会增加成本,再加上当前国内多数铜钴矿品位不高,为控制成本,没有必要进行0.104 mm的矿石粉碎。
如前文所述,为探究30℃、300 kPa、0.147 mm粒度的铜钴矿浸出效果,另取同一铜钴矿的矿样进行延伸试验加以验证。试验条件以及加压浸出的重要浸出工艺参数为:硫酸初始浓度2.0 mol/L,加压浸出温度30℃,氧分压300 kPa(总压1 300 kPa),固液比1∶4,粗选磨矿细度0.147 mm,搅拌速度300 r/min,延伸试验结果如图7所示。
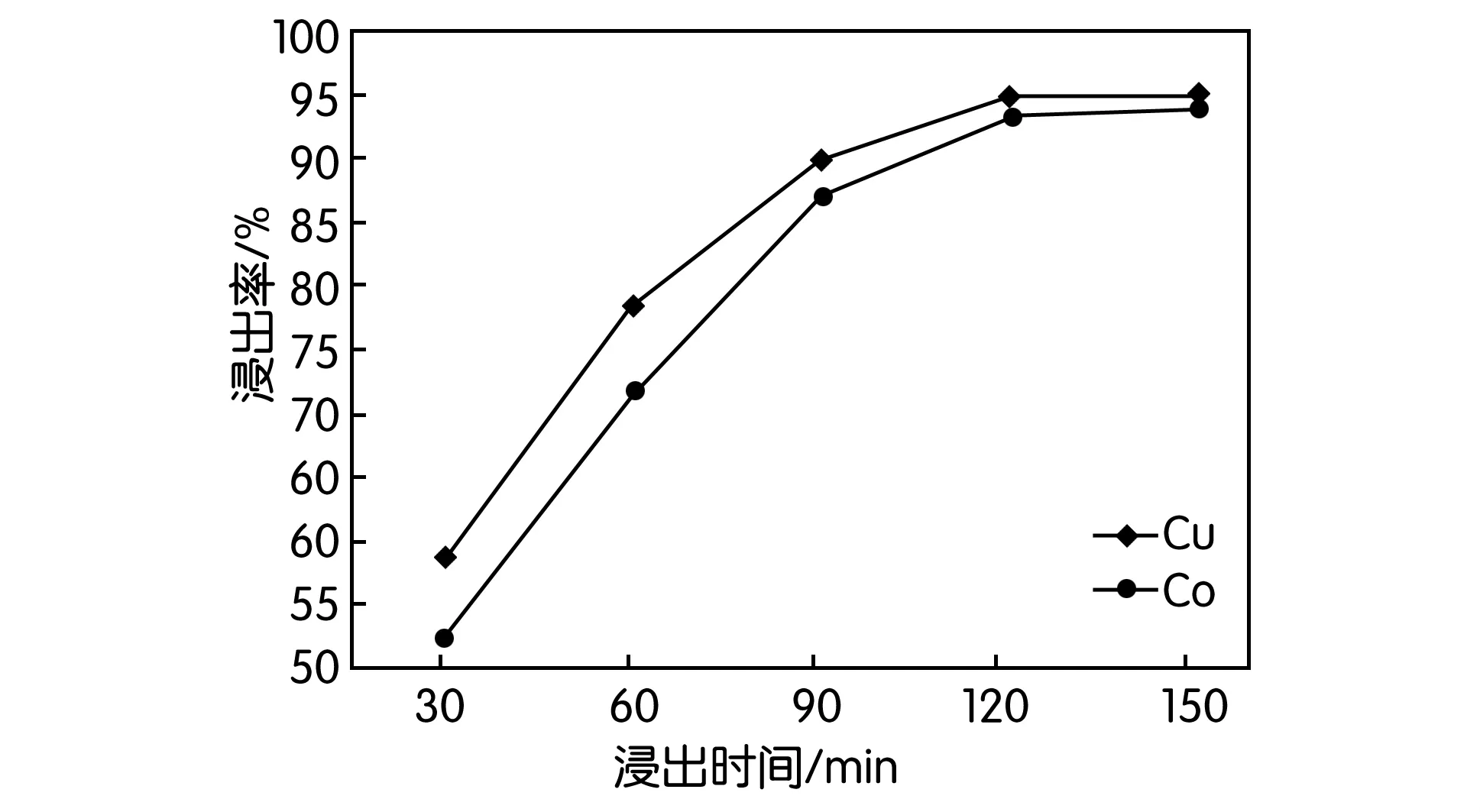
图7 切近生产实践的铜钴矿加压浸出结果
根据图7,对比前文不同条件下的铜钴矿样加压浸出结果可以知道,浸出温度70℃、氧分压500 kPa、0.104 mm中铜钴矿粉中两种目标金属加压浸出率分别为96.8%(Cu)、95.5%(Co),对比之下浸出温度30℃、氧分压300 kPa、0.147 mm的铜钴矿粉加压浸出率略低,为 94.7%(Cu)、93.15(Co),但是二者之间差距不大,从试验结果来看,Cu金属浸出率差距为2.1%,Co金属浸出率差距为2.4%。因此,在生产实践中,为降低生产成本而将浸出参数设定为浸出温度30℃、氧分压300kPa、粗选磨矿细度0.147 mm相对更为合理。
4 结 论
1.铜钴矿加压浸出工艺中,提高温度、氧分压、固液比等重要浸出工艺参数,可以在一定程度上提升浸出率,但是超过一定范围后,都会导致生产成本的上升而毫无助益。
2.用于该铜钴矿的最佳浸出温度为70℃;最佳的硫酸初始浓度为2.0 mol/L;最佳氧分压为500 kPa,此时总压为 1 500 kPa;最佳固液比 1∶4;最适宜的加压浸出时间为120 min。
3.在生产实践中,考虑到生产成本因素的情况下,铜钴矿浸出的重要浸出工艺参数为:浸出温度30℃;硫酸初始浓度为2.0 mol/L;氧分压300 kPa,此时总压为1 300 kPa;固液比1∶4;加压浸出时间120 min。
4.加压浸出工艺能够实现铜钴矿的高效选矿,对于某些富含Fe、Ni、Ag等其它伴生金属的铜钴矿,在其浸出工艺中,只需要稍微调整浸出时间和粗磨选矿细度等参数,即可实现对其中的Fe、Ni、Ag等伴生金属的回收。同时也能满足当前国内铜钴矿品位较低、环境保护要求高的现实情况。
猜你喜欢
上海航天(2022年2期)2022-04-28
中国金属通报(2021年1期)2021-04-05
矿产综合利用(2021年6期)2021-02-21
矿冶工程(2020年4期)2020-09-14
石油矿场机械(2020年4期)2020-08-01
宇航总体技术(2019年5期)2019-10-11
中国现代医生(2019年19期)2019-09-02
教育教学论坛(2018年24期)2018-07-24
航天器工程(2017年1期)2017-04-19