
水泥窑协同处置生活垃圾项目预处理生产线的技术改造评估
2020-05-11 02:14:34葛洲坝中材洁新武汉科技有限公司湖北武汉430000
水泥工程 2020年6期
许 佳(葛洲坝中材洁新(武汉)科技有限公司,湖北 武汉 430000)
0 背景
某水泥窑协同处置生活垃圾项目建于2015年,设计规模为500t/d。该项目将原生生活垃圾进行破碎、筛分等预处理过程之后,分选为可燃物(塑料、纸张、织物、木头、树叶、杂草等)与不可燃物(厨余物、渣土、石头、玻璃等),可燃物送入水泥生产系统的分解炉用作替代燃料,不可燃物送入水泥生产系统的生料磨用作替代原料[1]。经过近5年的运行,该项目暴露出如破碎机磨损较快、滚筒筛堵塞、分选效率不高等问题,导致预处理后的可燃物和不可燃物分选效率不高。为解决上述问题,对生活垃圾预处理生产线进行了技术改造,在原有工艺流程的基础上新增风选机一台,调整了物料走向,突出强化了风选分选的作用,优化了整个预处理生产线的运行流程。本文通过比较分析技术改造前后可燃物与不可燃物成分变化情况,对技术改造之后的效果进行评估,并跟踪水泥窑系统运行变化情况。
1 评估方案
1.1 生产线说明
该项目生活垃圾预处理生产线技术改造前后的工艺流程图见图1。
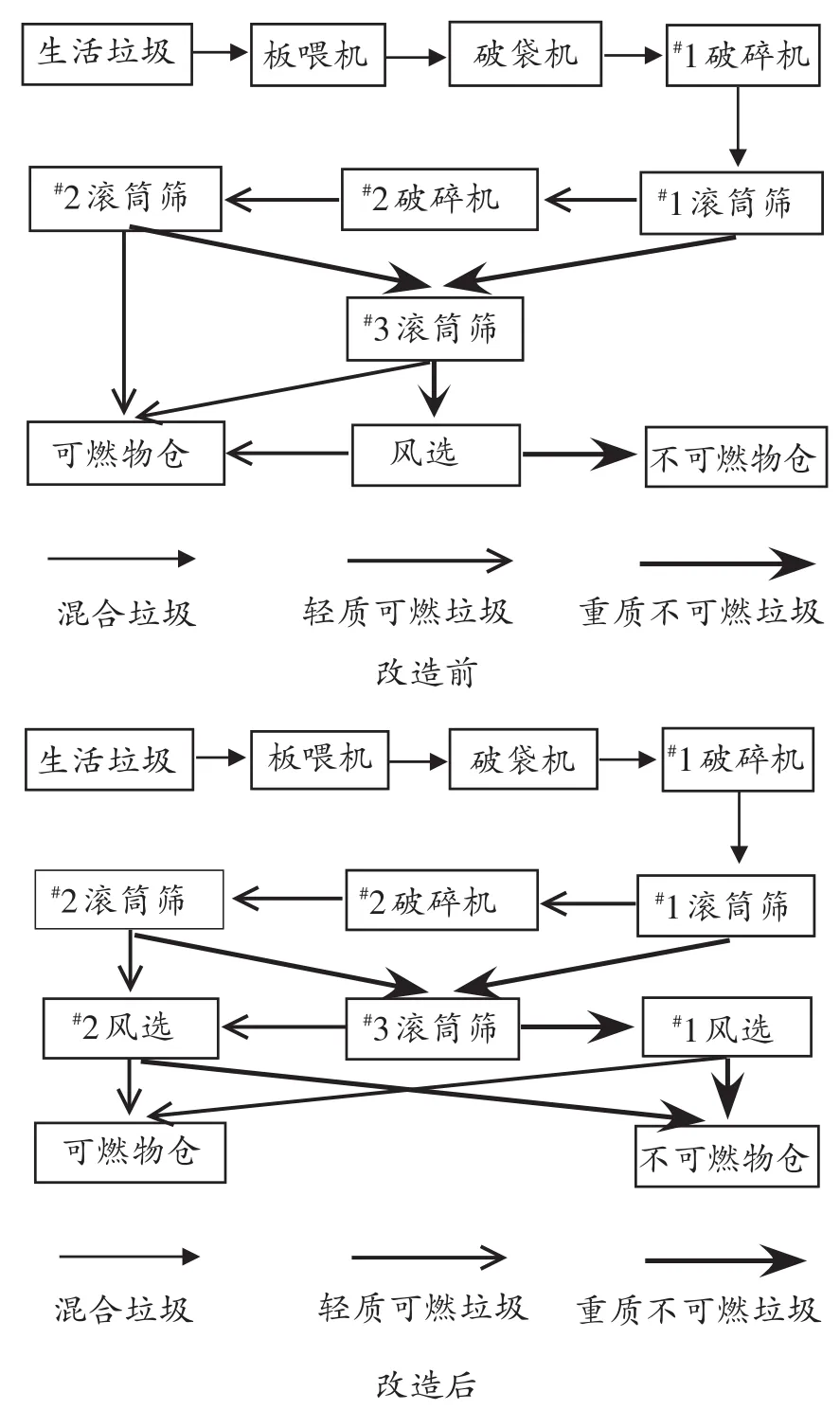
图1 技术改造前后工艺流程图
1.2 分析方法
对该项目生活垃圾预处理生产线各环节进出料进行取样,分选出可燃物与不可燃物(分类标准见表1),并分别称重,计算可燃物与不可燃物的占比(质量分数),进而评估可燃物与不可燃物的分选效率。

表1 生活垃圾中可燃和不可燃组份分类标准[2]
2 分析讨论
2.1 技术改造前
2.1.1 取样位置
根据该项目生活垃圾预处理工艺,共设置11个取样点(见图1改造后图):#1破碎机、#1滚筒筛筛上、#1滚筒筛筛下、#2破碎机、#2滚筒筛筛上、#2滚筒筛筛下、#3滚筒筛筛上、#3滚筒筛筛下、风选轻质料、风选重质料、入仓可燃物。
2.1.2 数据分析
从以上各取样点的物料中分选出可燃物与不可燃物,分别并计算其占比,结果见表2。

表2 技术改造前预处理各环节物料成分分析表
从入仓可燃物中的物料情况来看,可燃物占比为45.21%,不可燃物占比为54.79%,可燃物占比偏小,不可燃物占比偏大。由图1可知,可燃物仓的物料来源于#2滚筒筛筛上物、#3滚筒筛筛上物和风选轻质料。由表2可知,#2滚筒筛筛上物中可燃物占比为89.52%,#3滚筒筛筛上物中可燃物占比为20.43%,风选轻质料中的可燃物占比为80.30%,由此可见,#3滚筒筛分选效果较差,筛上物可燃物占比较低,最终影响了入仓可燃物的品质。结合生产线实际分析可知,#3滚筒筛进料为经过破碎后的#1滚筒筛和#2滚筒筛筛下物的混合物。其中#1滚筒筛的筛下物仅经过一次预破碎,尺寸较大,同时不可燃物密度较大,含水率较高,在滚筒筛转动过程中容易压实、粘结成块、成球[3],而#3滚筒筛孔径(Ф42mm)较小,所以大量不可燃物遗留在滚筒筛筛上,最终影响分选效果。
可燃物仓物料直接进入后端水泥生产系统的分解炉,不可燃物占比偏大,一方面会在下落过程中破坏预热器、烟室等部位的保温材料,另一方面可燃物中的不可燃组分未经过预热过程直接从分解炉进入,影响后端的熟料生产及质量[4]。因此,需要对原有生产线进行技术改造。
2.2 技术改造效果评估
2.2.1 技术改造方案
为解决§2.1中所述的#3滚筒筛分选效果差、入仓可燃物中不可燃物占比较高的问题,在本次技术改造中新增风选机一台,调整物料走向,优化整个预处理生产线的运行流程,将#2滚筒筛和#3滚筒筛筛上物引入风选机(编号为#1风选,见图1),再经过一次筛分,突出强化风选机的分选作用,进而提高入仓可燃物的品质。
2.2.2 取样位置
为了评估新增风选机的工作效率,针对风选机的进出料情况共设置8个取样点:#1风选进料、#1风选轻质料、#1风选重质料、#2风选进料、#2风选轻质料、#2风选重质料、入仓可燃物、入仓不可燃物。
2.2.3 数据分析
从上述各取样点的物料中分选出可燃物与不可燃物,分别计算其占比,结果如表3所示。
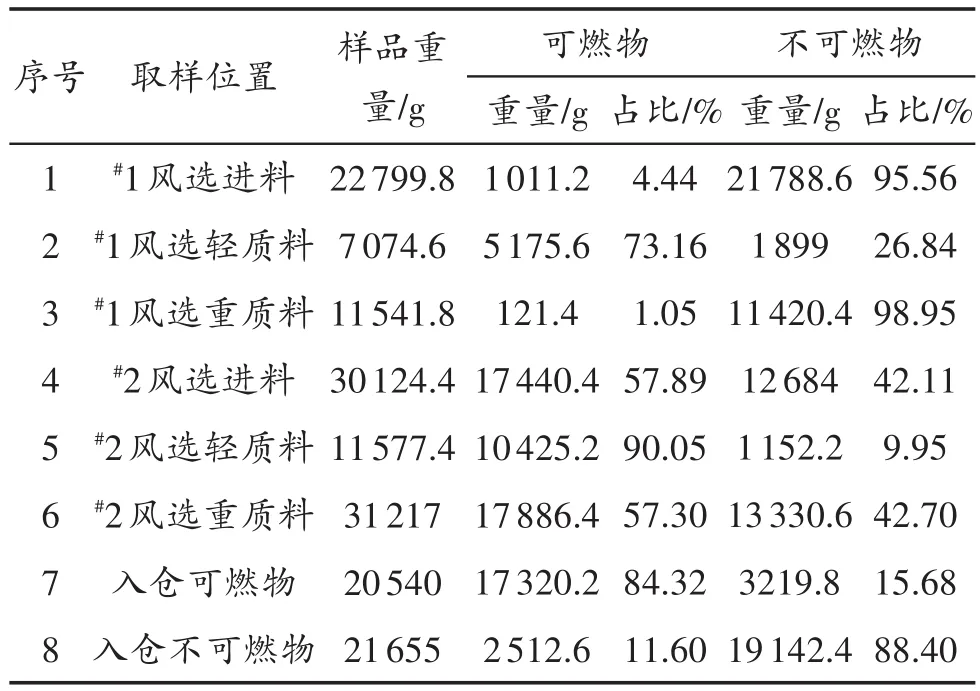
表3 技术改造后预处理环节物料成分分析
由图1可知,新增风选机的轻质物料直接进入可燃物仓,重质物料进入不可燃物仓,因此风选机的分选效率对入仓可燃物与不可燃物的品质有直接影响。由表3可知,#1风选机轻质物料可燃物占比为73.16%,不可燃物占比为26.84%;#1风选机重质物料可燃物占比为1.05%,不可燃物占比为98.95%。可见,新增风选机分选效率较高,出料的品质均较高。分析对比表2与表3数据可知,入仓可燃物中可燃物占比提高至84.32%,不可燃物占比降至15.68%,入仓可燃物中的不可燃物占比明显降低。综合分析可知,技术改造后,并显著提高了入仓可燃物的品质。
2.3 对水泥窑系统的影响分析
2.3.1 对生料磨密封喂料器运行影响
在改造之前,由于经常有轮胎、鞋子、大块织物等物料进入生料磨,易卡跳密封喂料器导致生料磨临停,经过此次改造,新增风选机之后,轮胎、鞋子、大块织物等物料进入到可燃物料中,减少了对密封喂料器的影响,跳停次数明显下降,具体见表4。
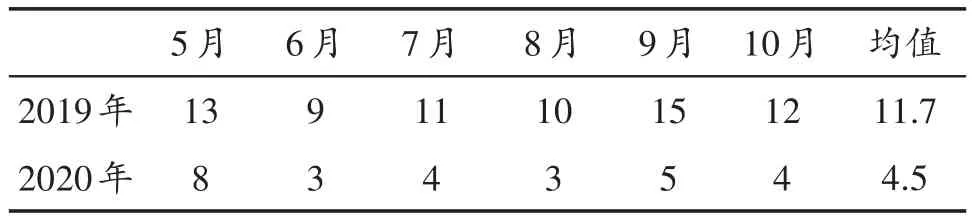
表4 改造前后生料磨密封喂料器跳停情况对比
2.3.2 对熟料煅烧的影响
(1)C1出口回灰量变化。对改造前后C1出口回灰量进行检测计算,数据见表5。
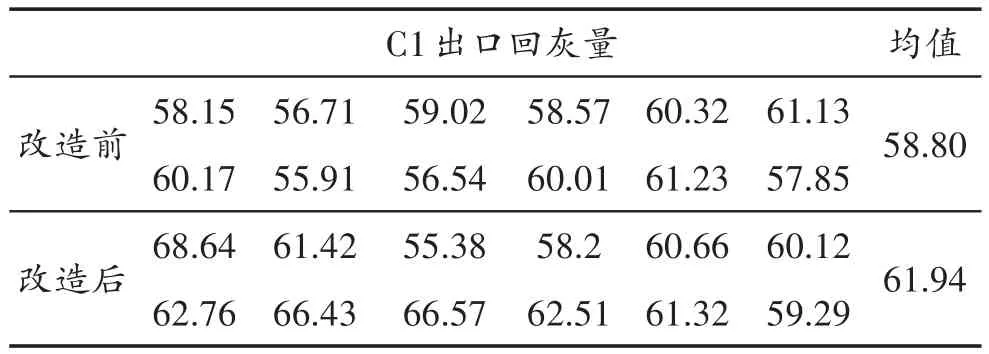
表5 改造前后C1出口回灰量变化 t/h
分析可以看出,改造后C1回灰量上升,由于新增风选机后,入窑可燃物品质提高,可燃物总量增大,燃烧后的灰分增加,从而导致C1回灰量增加。
(2)C1出口温度。在对垃圾预处理进行改造后,对C1出口温度变化进行统计,数据见表6。

表6 C1出口温度变化 ℃
从表6中数据可以看出,改造后,C1出口温度均值上升9℃,分析认为,此次技术改造后,进入窑系统的可燃物总量增加,部分可燃物进入窑系统内被气流带到更高的部位燃烧,导致出预热器温度上升。
(3)对熟料煤耗的影响根据折线图2可以看出,改造后煤耗明显下降,且喂煤量更稳定。分析认为,改造后入窑可燃物料品质提高,入窑后窑内煅烧工况好转,煤耗降低。

图2 投喂可燃物前后煤耗头尾煤耗对比
3 结论
综合前文的分析结果可知,经技术改造后,有效提高了原生活垃圾预处理生产线可燃物与不可燃物的品质,减少了对生料磨运行的影响,降低了吨熟料煤耗,技术改造效果显著,能够满足生产的要求。
猜你喜欢
选煤技术(2023年4期)2024-01-02 03:11:08
选煤技术(2022年3期)2022-08-20 08:39:42
选煤技术(2021年3期)2021-10-13 07:33:26
选煤技术(2021年6期)2021-04-19 12:22:08
选煤技术(2021年6期)2021-04-19 12:22:04
设备管理与维修(2020年13期)2020-07-19 05:21:22
戏剧之家(2017年14期)2017-09-11 01:03:15
哲学评论(2017年2期)2017-04-18 01:14:47
理论观察(2015年8期)2015-05-30 13:48:27
西南交通大学学报(社会科学版)(2015年1期)2015-02-20 10:49:53
