
聚丙烯腈/聚氨酯透明膜的制备及其性能
2020-05-08 06:25李国庆李平平刘瀚霖
纺织学报 2020年3期
李国庆, 李平平, 刘瀚霖, 李 妮,2
(1. 浙江理工大学 纺织科学与工程学院(国际丝绸学院), 浙江 杭州 310018;2. 浙江理工大学 先进纺织材料与制备技术教育部重点实验室, 浙江 杭州 310018)
纳米纤维膜的制备方法有熔喷法、离心纺丝法、静电纺丝法、气泡纺丝法等[1-2],其中由静电纺丝法制备的微孔膜具有组分和结构可控、工艺流程简单、成本低等优点[3]。通常情况下,在静电纺丝时经喷丝口喷射出的纳米纤维以三维随机的形式分布于平板接收装置上,纺丝完成后形成高比表面积的纳米纤维膜,可用作生物工程材料[4]、过滤材料[5]、吸附材料[6]等;但静电纺纳米纤维由于形成时间短而不能形成完整的结晶结构,因此,力学性能普遍较差,限制了纳米纤维膜的应用领域。目前,通过采用旋转的接收装置代替平板接收装置制备取向纤维膜[7],或在静电纺丝液中添加无机纳米颗粒制备有机/无机复合纤维的方法,可显著提高静电纺纳米纤维的力学性能[8]。
纺织结构复合材料一般以芳纶、碳纤维[9]、硼纤维等高性能纤维作为增强体。这些具备微米级直径的纤维增强体在与聚合物基体复合时,如果界面产生缝隙和缺陷,可使复合材料的力学性受到显著影响。比表面积大是静电纺纳米纤维膜的特点之一,可更好地与聚合物基体结合,提高界面应力传递的效率,改善复合材料的力学性能[10]。目前,常采用热压成形法、原位聚合法、同轴共纺法、溶液蒸发成膜法,静电纺纳米纤维表面修饰或自组装法制备纳米纤维增强聚合物复合材料[11]。陈卢松等[12]采用同轴静电纺丝制备以聚酰胺6(PA6)为芯层、聚甲基丙烯酸甲酯(PMMA)为鞘层的纳米纤维。将纳米纤维层叠于自制模具内热压成型形成PA6超细纤维增强PMMA基复合材料,得到的复合材料具有优异的力学性能。
聚丙烯腈可纺性好,且具备良好的热、化学和力学稳定性,是一种理想的静电纺丝原料[13]。本文采用静电纺丝法,利用旋转滚筒作为接收装置制备聚丙烯腈/聚氨酯(PAN/PU)纳米纤维取向多孔膜,然后利用电热鼓风干燥箱将复合纳米纤维膜中的聚氨酯加热到熔融状态,而其中的聚丙烯腈以纤维状分布在熔融的聚氨酯基体中形成PAN纳米纤维增强PU基(PANNFs/PU)透明膜,并对其结构和性能进行分析。
1 实验部分
1.1 材料与仪器
聚氨酯(PU),上海精尖塑料有限公司;聚丙烯腈(PAN,相对分子质量为40 000),杭州湾腈纶有限公司;N,N-二甲基甲酰胺(DMF,密度为0.94 g/cm3),分析纯,杭州高晶精细化工有限公司。
自制静电纺丝装置(FC60P2型高压电源,美国Glassman公司;KDS200型微量注射泵,美国KDS Scientific Inc);BS110S型电子天平,赛多利斯科学仪器有限公司;IKA C-MAG HS7型磁力搅拌机,广州仪科实验室技术有限公司; DHG-9030 A型电热鼓风干燥箱,上海一恒科学仪器有限公司;Nicolet5700型傅里叶红外光谱仪,美国Thermo Fisher Scientific公司;JSM-5610LV型扫描电子显微镜,日本电子JEOL公司;KES-G1型多功能拉伸仪,日本Kato-Tech公司。
1.2 PAN/PU取向多孔膜的制备
分别将一定质量的PAN粉末、PU颗粒,以及PAN和PU(二者质量比为4∶6)溶于N,N-二甲基甲酰胺溶剂中,制备得到质量分数为12%的PAN溶液,质量分数为16%的PU溶液和质量分数为18%的PAN/PU混合溶液,在磁力搅拌机上持续搅拌12 h,利用滚筒接收装置在不同滚筒转速下制备取向纳米纤维膜。纺丝条件为:纺丝速率0.6 mL/h,接收距离18 cm,纺丝电压16 kV。
1.3 PANNFs/PU透明膜的制备
将制备的PAN/PU取向多孔膜平贴在5 cm×10 cm的方盘上,然后将其放入电热恒温鼓风干燥箱中进行热处理,制备PAN纳米纤维增强PU基(PANNFs/PU)透明膜,其形貌如图1所示。实验表明,杂乱排列的PAN/PU纳米纤维膜在200 ℃条件下连续处理60 min,复合纳米纤维膜中PU成分可充分熔融[14],因此,本文中仍采用该热处理条件处理PAN/PU取向多孔膜,制备得到PANNFs/PU透明膜。
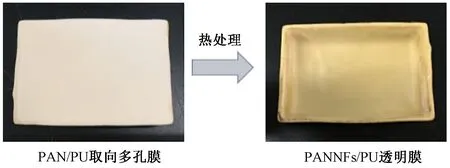
图1 膜的形貌变化Fig.1 Appearance change of film
1.4 测试与表征
1.4.1 化学结构表征
利用傅里叶红外光谱仪对纳米纤维膜进行测试,分析PAN、PU纳米纤维多孔膜、PAN/PU取向多孔膜以及PANNFs/PU透明膜的大分子链结构。
1.4.2 表面形貌观察
通过扫描电子显微镜(SEM)观察纳米纤维的形貌。使用专业的图像处理软件Image-Pro Plus 6.0对电镜照片中的纤维直径分布趋势进行统计,选取在相同放大倍数下的50根纤维,统计PAN/PU取向多孔膜的直径分布。
1.4.3 力学性能测试
利用多功能拉伸仪对PAN/PU取向多孔膜以及PANNFs/PU透明膜进行单轴拉伸测试,拉伸速率为0.3 cm/min,量程为10 cm,测试试样尺寸大小为20 mm×5 mm。每组试样测试5次,取平均值。
2 结果与讨论
2.1 化学结构分析

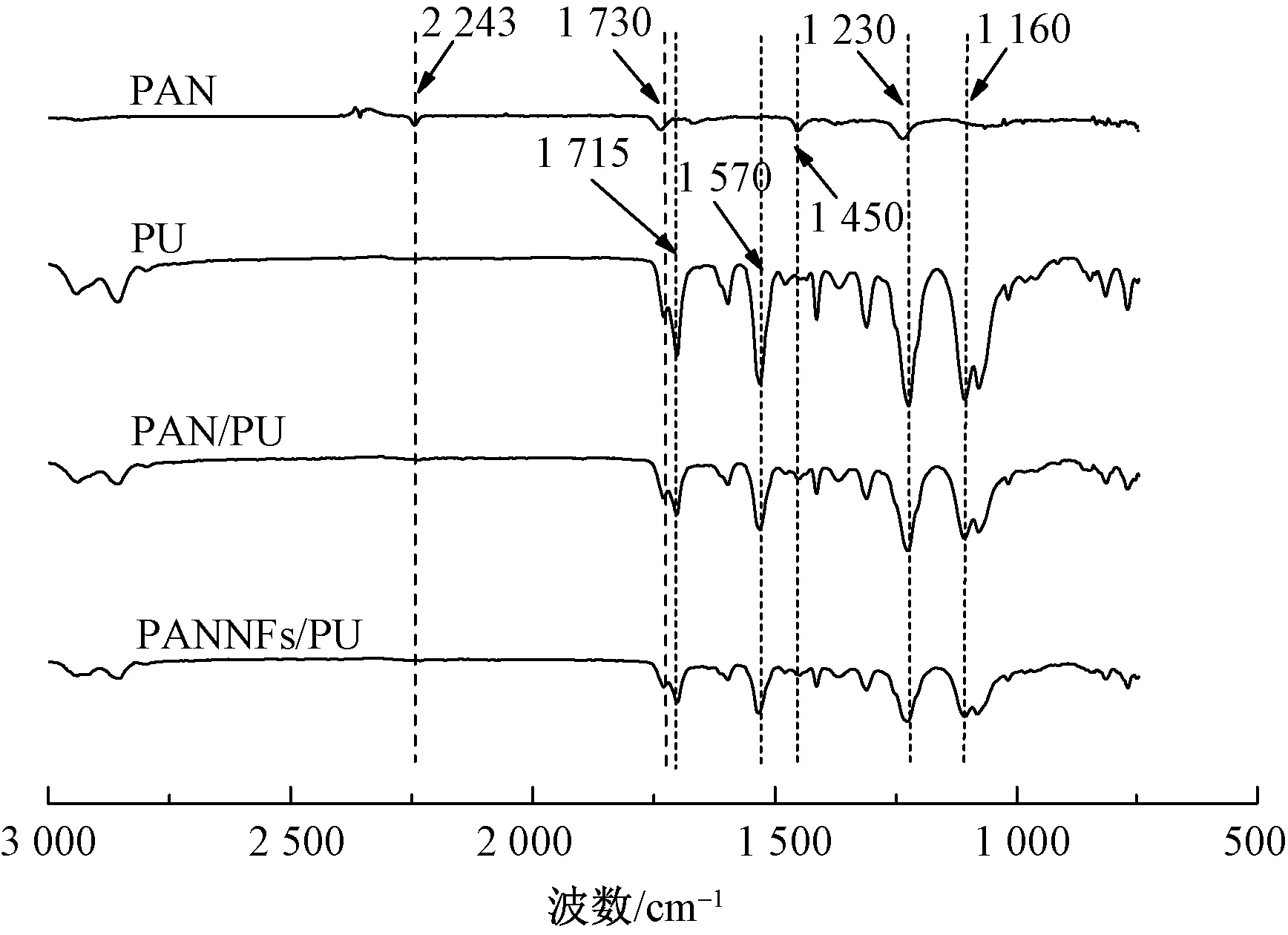
图2 PAN纳米纤维多孔膜、PU纳米纤维多孔膜、PAN/PU取向多孔膜、PANNFs/PU透明膜的红外谱图Fig.2 FT-IR spectra of PAN nanofiber film, PU nanofiber film, PAN/PU nanofiber porous film and PANNFs/PU transparent film
2.2 PAN/PU取向多孔膜的表面形貌分析
图3示出静电纺丝过程中接收滚筒转速为500、1 000、1 500、2 000 r/min条件下得到的PAN/PU取向多孔膜的扫描电镜照片。可以看出:多孔膜中单根纤维粗细均匀,纤维膜中没有串珠出现;随着接收滚筒转速的提高,多孔膜中纤维逐渐趋于沿着滚动的旋转方向排列;当滚筒转速为500 r/min时,由于转速低,接收装置对纳米纤维(见图3(a))的排列影响不明显,多孔膜中纤维仍为杂乱排列,纤维之间的粘接点较多;当滚筒转速为2 000 r/min时,多孔膜中纤维取向排列趋势明显,且有明显的纳米纤维集束现象出现。
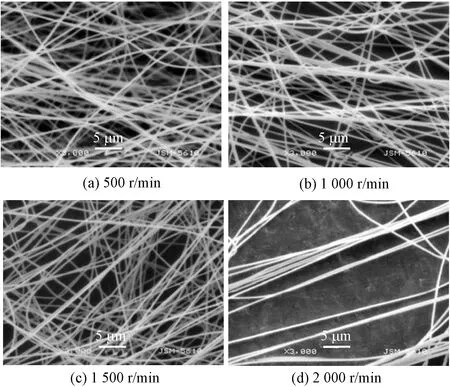
图3 不同转速条件下PAN/PU取向多孔膜的扫描电镜照片Fig.3 SEM images of PAN/PU porous film prepared under different drum rotating velocity
不同转速条件下PAN/PU取向纳米纤维的直径分布如表1所示。可以看出,当旋转滚筒转速从500 r/min提高到2 000 r/min时,纤维的平均直径变化并不明显,相应的CV值有所提高。这是因为当接收滚筒转速过高,在滚筒附近产生了运动的空气流,该空气流对从喷头处泰勒锥喷射出的高聚物射流和到达接收装置的纳米纤维直径粗细不匀产生影响,该影响机制需进一步深入分析。
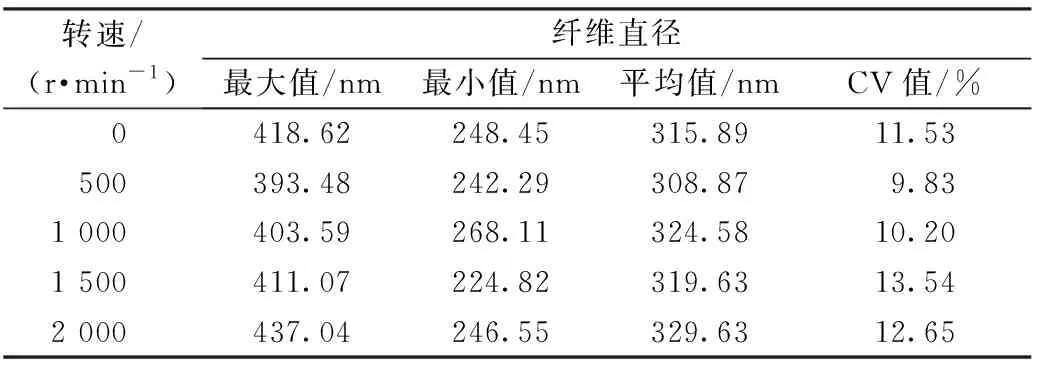
表1 不同转速条件下PAN/PU取向多孔膜中纤维直径分布Tab.1 Fiber diameter of PAN/PU porous film prepared under different drum rotating velocity
2.3 PAN/PU取向多孔膜的力学性能分析
由以上分析可知,随着滚筒旋转速度的提高,PAN/PU取向多孔膜中纳米纤维沿着滚筒旋转方向取向排列,因此,在分析PAN/PU取向多孔膜的力学性能时,从平行滚筒旋转方向(平行方向)和垂直滚筒旋转方向(垂直方向)分别进行力学拉伸测试。图4示出不同转速条件下制备的PAN/PU取向多孔膜在平行方向和垂直方向上的应力-应变曲线,相应的断裂应力、断裂应变及初始模量见表2。
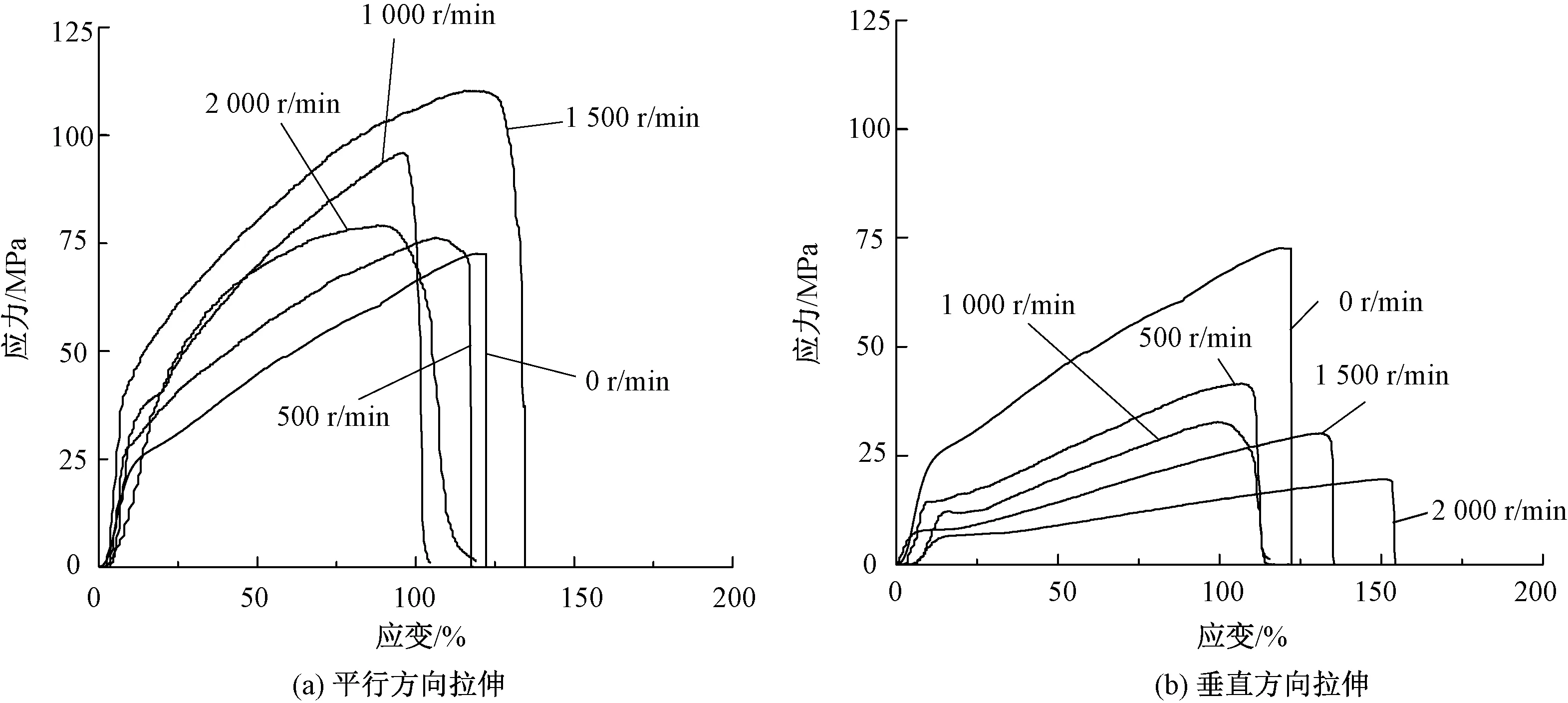
图4 不同转速条件下制备的PAN/PU取向多孔膜的力学性能Fig.4 Mechanical properties of PAN/PU porous film prepared under different drum rotating velocity.(a) Stretched in parallel direction; (b) Stretched in vertical direction
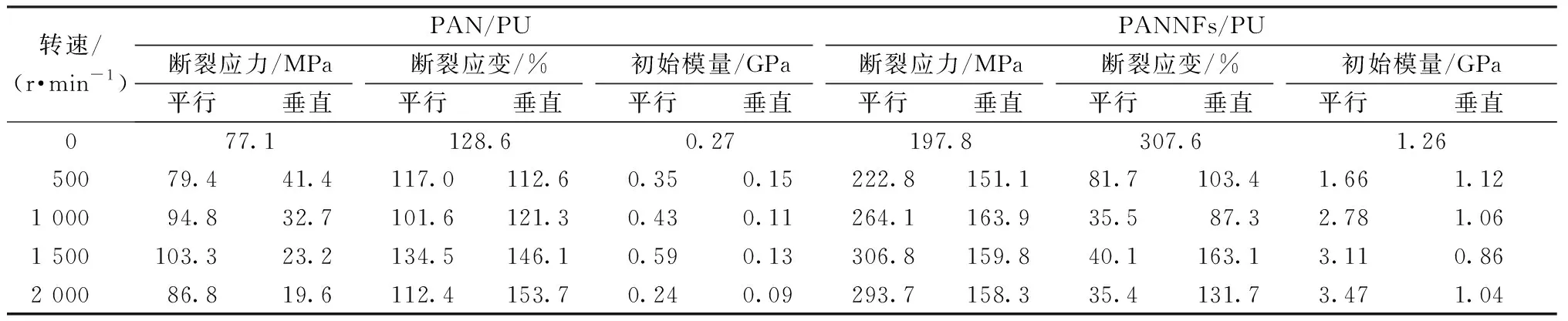
表2 不同转速条件下多孔膜和透明膜的力学性能Tab.2 Mechanical properties of orientational PAN/PU and PANNFs/PU nanofiber films at different rotating speed
图4和表2表明,采用滚筒接收装置得到的取向纳米纤维多孔膜在平行于滚筒旋转方向和垂直于滚筒旋转方向上的力学性能差异明显,这与王敏超等[17]的研究结论一致。由图4(a)可知:平行于滚筒旋转方向,接收滚筒转速提高的同时,PAN/PU多孔膜的断裂应力和初始模量也逐渐提高;当转速达到1 500 r/min时,平行于滚筒旋转方向断裂应力和断裂应变分别达到最大值103.3 MPa和134.5%。这是因为滚筒旋转时,其对沉积到滚筒表面的纤维有沿着滚筒旋转方向的牵伸作用,滚筒旋转越快,牵伸作用越强,使PAN/PU取向多孔膜内单纤维结晶度提高[18],而且纤维膜中纤维逐渐趋于滚筒的旋转方向排列,纤维间的交叉排列减少,单纤维间相互制约程度减少,单纤维更易伸长,此时整个纤维膜的伸长率增加。当滚筒旋转速度过高(2 000 r/min)时,部分纤维在制备过程中就被拉断,反而降低了取向多孔膜的力学性能。
相比外力拉伸方向与纤维分布方向平行时,拉伸方向与纤维分布方向垂直时受力纤维少,纤维间横向联系更少,因此,垂直方向所表现出的力学性能较差。如图4(b)所示,其初始模量在0.09~0.15 GPa之间,断裂应力在19~42 MPa之间;并且转速越高,相应的断裂应力越低;由于纤维交叉排列少,垂直方向的伸长变形能力较强,不同转速条件下断裂应变均大于100%。
2.4 PANNFs/PU透明膜的力学性能分析
PANNFs/PU透明膜沿纤维排列方向(平行方向)和垂直纤维排列方向(垂直方向)的应力-应变曲线如图5所示,其断裂应力、断裂应变以及初始模量数值见表2。
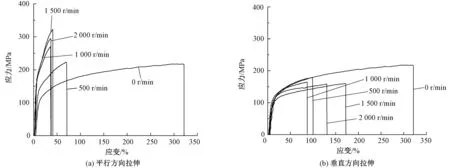
图5 不同转速条件下制备的PANNFs/PU透明膜的力学性能Fig. 5 Mechanical properties of PU film reinforced by PAN nanofiber under different drum rotating velocity. (a) Stretched in parallel direction; (b) Stretched in vertical direction
由图5可以看出,随着滚筒旋转速度的增大,PANNFs/PU透明膜断裂应力和初始模量同PAN/PU取向多孔膜变化规律一致:沿着平行方向,PANNFs/PU透明膜的断裂应力和初始模量随着滚筒旋转速度的增加而增加;沿着垂直方向,PANNFs/PU透明膜的断裂应力和初始模量随着滚筒旋转速度的增加而呈现减小的趋势。同由杂乱纳米纤维膜制备得到的透明膜相比,PANNFs/PU透明膜平行方向和垂直方向断裂应变都明显减小。
和PAN/PU多孔膜相比,当滚筒转速为1 500 r/min时,PANNFs/PU透明膜的断裂应力在平行方向增加约3倍,在垂直方向增加约7倍,此时,平行方向断裂应力达到最大值306.8 MPa,垂直方向达到159.8 MPa。转速从500 r/min 增加到2 000 r/min时,在平行方向上,PANNFs/PU透明膜的断裂应变与PAN/PU多孔膜相比都相应减小;而在垂直方向上,除了在1 500 r/min时,其他转速条件下得到的PANNFs/PU透明膜的断裂应变也比PAN/PU多孔膜的断裂应变小。本文课题组前期采用PAN/PU杂乱膜制备纳米纤维增强树脂基复合膜[14]时研究发现,热处理后PU成分熔融,并包覆未熔融的PAN纳米纤维,形成PAN纳米纤维增强的PU基透明膜。透明膜在承受外力拉伸时,承受外力的横截面上缝隙和孔洞减少,而参与承受外力的成分增多,因此,和PAN/PU多孔膜相比PANNFs/PU透明膜应力增加,特别是在垂直于滚筒旋转方向,由于PU形成连续介质,应力增加表现更加明显,其示意图如图6所示。
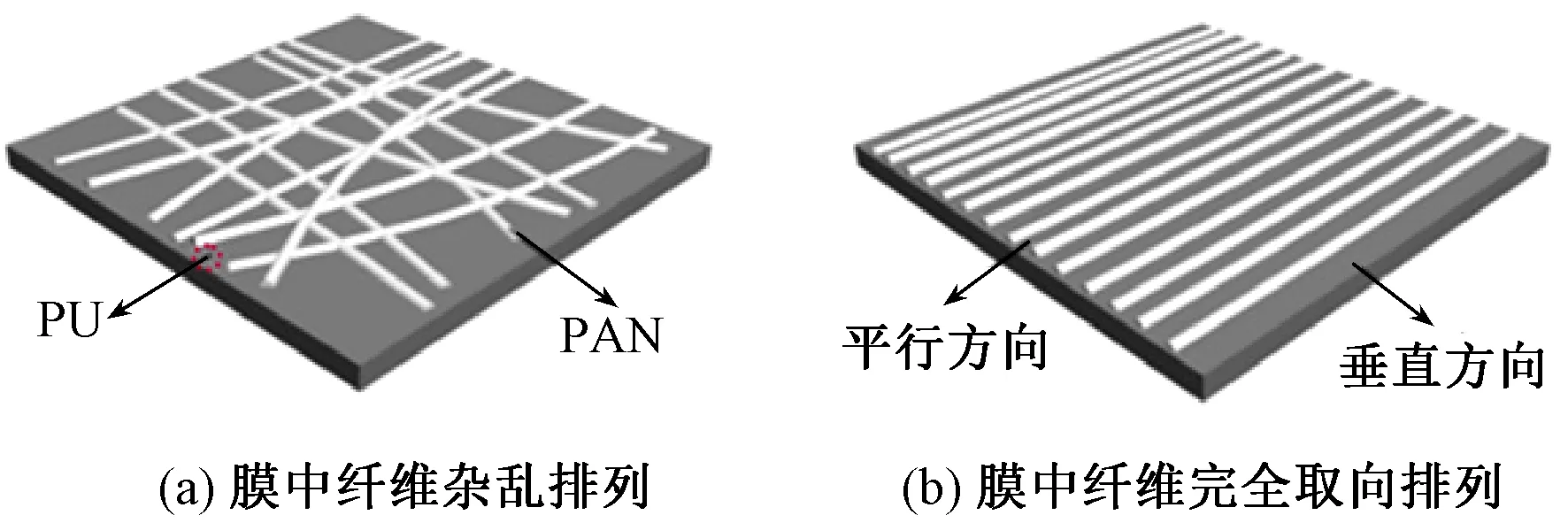
图6 PANNFs/PU透明膜取向示意图Fig.6 Illustration of PU film reinforced by PAN nanofiber.(a) Random orientation; (b) Perfect orientation
当纤维开始沿着滚筒旋转方向取向排列并承受外力拉伸时,取向排列的纤维开始承受外力,因而限制了已熔融的PU成分的伸长变形,且取向排列越明显,限制程度越大,所以PANNFs/PU透明膜的断裂应变在平行滚筒旋转方向随着滚筒旋转速度的增加而减小。
3 结 论
本文采用静电纺丝技术制备得到PAN/PU取向纳米纤维多孔膜,并通过热处理得到取向PAN纳米纤维增强PU基透明膜(PANNFs/PU),分析了多孔膜和透明膜的形貌结构和力学性能,得到以下结论。
1) 由于旋转滚筒附近运动空气流的影响,PAN/PU多孔膜中纤维集束排列趋于明显,纤维的直径随滚筒转速变化不大,但纤维直径不均匀程度增加。
2) 由于纳米纤维的取向排列, PAN/PU多孔膜和PANNFs/PU透明膜的力学性能表现出明显的各向异性。与PAN/PU多孔膜相比,PANNFs/PU透明膜力学性能显著增强:当转速为1 500 r/min时,平行于滚筒旋转方向PAN/PU多孔膜断裂应力为103.3 MPa,PANNFs/PU透明膜断裂应力为306.8 MPa,增加约3倍;垂直滚筒旋转方向PAN/PU多孔膜断裂应力为23.2 MPa,而PANNFs/PU透明膜的断裂应力为159.8 MPa,增加约7倍;垂直滚筒旋转方向PANNFs/PU透明膜的断裂应变达到163.1%。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
九江学院学报(自然科学版)(2022年2期)2022-07-02
毛纺科技(2021年10期)2021-11-02
幼儿教育·父母孩子版(2021年6期)2021-08-05
北方交通(2019年9期)2019-10-19
幼儿教育·教育教学版(2019年9期)2019-02-02
固体火箭技术(2018年3期)2018-07-20
船海工程(2018年1期)2018-03-01
筑路机械与施工机械化(2017年10期)2017-11-30
纺织机械(2016年2期)2016-12-16
