
食品包装袋膜模糊PID自适应纠偏控制
2020-05-06 02:47胡应坤
食品工业 2020年4期
胡应坤
广东工贸职业技术学院(广州 510510)
随着食品包装行业的快速发展以及消费者消费理念的不断提高,生产企业和消费者对于食品外观包装品质要求越来越高。食品包装主要是通过包装机完成食品的包装,为了保证包装效率,包装机通常以较高的速度运行,由于包装机运行速度较快以及食品袋膜材料自身材质的影响,食品袋膜出现跑偏[1-3]。包装食品袋膜跑偏通常会影响产品外观品质,增加包装误差,严重甚至出现包装机卡机现象,从而大大降低生产企业的生产效率。为了解决食品袋膜跑偏,需要采用检测手段对袋膜偏移量进行采集,并将偏移量传送到智能控制器中,控制器再根据跑偏量对纠偏机构进行适当控制,从而实现袋膜跑偏的自适应调整[4-5]。
为了克服袋膜跑偏对包装产品品质的影响,以及袋膜原材料的不必要消耗,实现食品包装流水线的自动运行,设计了一种基于线阵电耦合元件(Charge-coupled device,CCD)的模糊PID食品包装袋膜自动纠偏控制系统,通过线阵CCD图像传感器对袋膜偏移量进行动态采集[6-8]。袋膜传送系统具有非线性、时滞性等特点,且系统通常存在较大干扰,很难建立精确的袋膜纠偏系统数学模型,传统PID控制方法控制效果较差。为此在传统PID基础上引入了模糊控制规则,模糊控制规则不依赖系统精确数学模型,适用于非线性、时变性等系统。
1 食品袋膜跑偏原因分析
食品袋膜跑偏是指袋膜经过传送辊在传送过程中由于外部受力不均匀,导致袋膜不能沿着基准线向前传输,从而偏离基准线。所研究的食品包装机械主要由送料机构、拉膜机构、横封和纵封机构、热切机构等组成,其中拉膜机构中又包含放膜辊、打码机以及CCD传感器等。拉膜机构如图1所示。
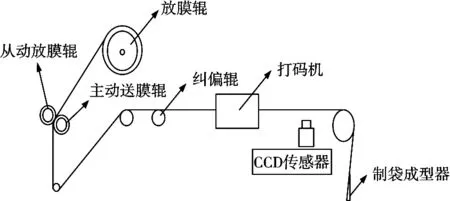
图1 拉膜机构
袋膜在传输过程中由于需要经过各个导向辊,其跑偏的概率非常大,袋膜跑偏的主要原因可以总结为以下三点:
1) 送磨辊制造误差导致辊子外表面呈现锥形,受到牵引力作用,导致袋膜两侧受到的摩擦阻力不同,产生横向偏移力,从而使得袋膜向受摩擦阻力较大的一方偏移。
2) 由辊体安装水平度出现误差,袋膜在牵引力和最小静摩擦力的作用下,产生横向偏移力,使得袋膜向输送正方向偏移。
3) 袋膜机械在强烈的振动过程中,包装袋膜材料出现不同力的作用,从而使得袋膜偏移。
送膜辊或纠偏辊的水平度对于袋膜传送过程中的平整度具有重要影响,因此可以通过对纠偏辊斜度进行调整从而完成纠偏,通过控制器控制纠偏结构向袋膜跑偏的反方向运动。
2 袋膜纠偏系统数学模型
利用CCD传感器对袋膜材料边缘跑偏量进行检测,跑偏量为一阶惯性函数,食品袋膜纠偏系统数学模型如图2所示。
图2中,x1为放卷辊处袋膜偏移的固有信号,经过CCD传感器检测后得到袋膜总偏移量e(t),T(s)为控制器传递函数,y为电机控制纠偏机构的运动量,且有:

式中:v为食品袋膜传送速度;L为袋膜与CCD传感器检测点之间的距离。

式中:X为食品袋膜跑偏幅度;f为跑偏频率。袋膜传送速度越快,跑偏频率f越大,f和v的关系为:

式中:k为修正系数。

图2 袋膜纠偏数学模型
3 模糊PID控制器构建
食品袋膜传送是一个非线性、时变性的复杂系统,其数学模型建立较为困难,传统PID控制效果并不理想,而模糊控制由于具有不依赖数学模型的优点,故在PID控制器中引入模糊控制规则,通过模糊控制器对PID参数进行自适应在线调整,从而实现食品袋膜的自适应纠偏[9-10]。基于模糊PID控制器的食品袋膜自适应纠偏控制系统结构框图如图3所示。
假设纠偏系统输出值为yout,目标值为yin,输出值与目标值之差为误差e,误差变化率为ec,比例、积分、微分系数增量分别为ΔKP、ΔKI和ΔKD,根据系统输出的结构自适应在线调整PID控制器参数,从而克服传统PID控制器参数固定不变的缺陷。
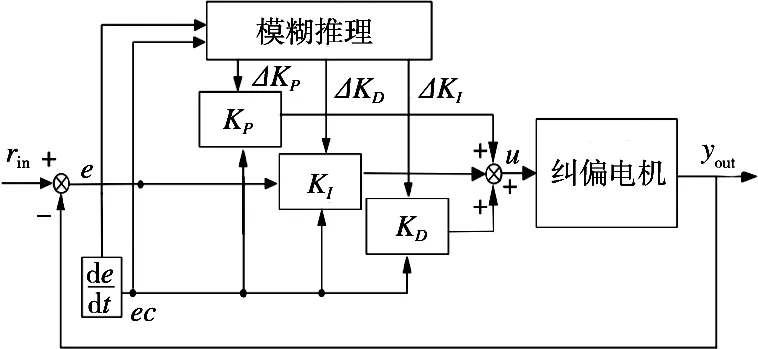
图3 模糊PID控制器结构
模糊控制器的误差e和误差变化率ec的论域分别为[-3, 3]和[-8, 8];比例、积分、微分系数增量分别为ΔKP、ΔKI和ΔKD,实际论域为[-0.002, 0.002],[-0.02, 0.02]和[-0.005, 0.005]。假设模糊控制器的输入输出论域为E和EC,ΔKP、ΔKI、ΔKD={NB,NS,PS,Z,PM,NM,PB}。当|e|较大时,应给KP较大的增量以使控制系统能够快速响应,同时根据ec具体情况适当对KI、KD进行调整。当|e|和ec较小时,说明PID控制器中的比例、积分、微分三个参数适中,并不需要进行调整。当|e|较小,ec正向较大时,对增量式传统PID控制器中的KI进行适当增大;当ec负向较大时,需要对KI适当减小。
经过模糊控制理论,得到PID控制器的新参数:

式中:KP1、KI1、KD1为传统PID的初始参数;ΔKP、ΔKI、ΔKD为经过模糊控制推理后得到的PID参数增量。
4 仿真与试验
4.1 仿真
为了验证提出的模糊PID食品包装袋膜自适应纠偏控制系统的有效性,采用Matlab进行仿真分析,结果如图4所示。由图4可以看出,传统PID控制趋于稳定时间明显长于模糊PID控制;传统PID控制超调量也明显超过模糊PID控制下的超调量;由此可以看出模糊PID控制方法拥有更快的调节速度、更小超调量,具有更强的鲁棒性。
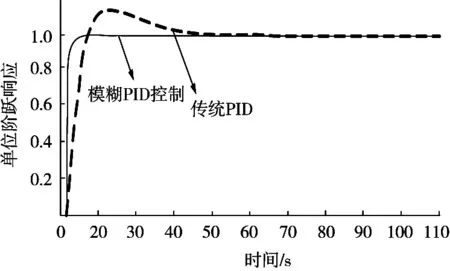
图4 仿真结果
4.2 试验
基于以上分析,采用模型号食品包装机进行试验,利用CCD传感器对包装材料的偏移量进行检测,传统PID控制下的袋膜偏移量见表1,模糊PID控制下的袋膜偏移量见表2。
由表1和表2可以看出,传统PID控制和模糊PID控制下的食品袋膜纠偏误差分别为2.31和0.69 mm。由此试验数据可以说明,模糊PID控制方法对于纠偏精度更高,该控制方法能够显著提高食品包装袋膜纠偏精度。
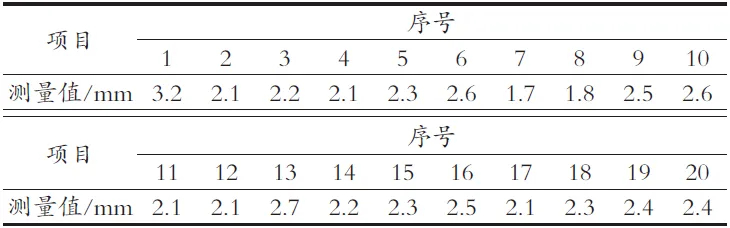
表1 传统PID控制偏移量
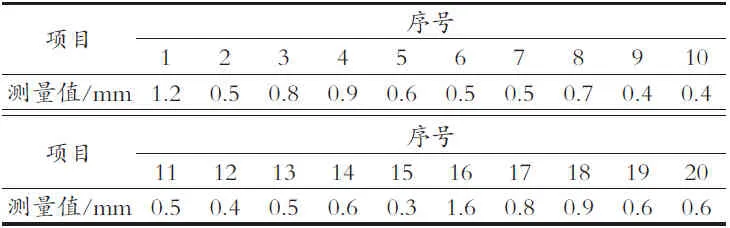
表2 模糊PID偏移量
5 结语
分析了食品包装机拉膜机构工作过程中袋膜跑偏原因,并分析了纠偏系统数学模型。针对食品包装袋膜传送过程中产生的时变参数,提出了一种基于模糊PID控制的纠偏控制系统。利用模糊控制理论不依赖精确数学模型的优点,通过模糊规则对传统PID控制器参数进行在线自适应调整,从而获得最优的PID控制参数。仿真和试验结果表明,模糊PID控制方法明显优于传统PID控制,该控制方法具有更强的鲁棒特性,平均纠偏误差能够控制在0.7 mm以内,该控制方法完全满足食品包装工艺要求。
猜你喜欢
地理空间信息(2022年3期)2022-04-01
花火·绘阅读(2021年1期)2021-09-10
科学大众(2020年12期)2020-08-13
学苑创造·C版(2019年4期)2019-05-09
卷宗(2018年21期)2018-10-19
制造技术与机床(2017年7期)2018-01-19
测绘工程(2017年3期)2017-12-22
阅读与作文(小学低年级版)(2016年1期)2016-03-12
中国蜂业(2016年12期)2016-01-30
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04
