钢轨打磨对动车组轮轨匹配及磨耗影响研究
2020-04-16 06:07:32李金城
铁道学报 2020年3期
徐 凯, 李 芾, 李金城, 吴 昊
(1. 西南交通大学 机械工程学院, 四川 成都 610031;2. 西南交通大学 牵引动力国家重点实验室, 四川 成都 610031)
随着国家基础设施和客运网络的形成,高速铁路迅猛发展,但客运量的激增及钢轨疲劳伤损的增加使得钢轨出现多种损伤,严重影响车辆运行性能及钢轨使用寿命[1]。动车组在运营过程中,曾多次出现“晃车”现象,主要表现为构架横向加速度超标及车体异常振动,根据分析,造成该现象的主要原因为轮轨匹配关系的变化使得轮轨接触光带较宽,且在轨距角附近有轮缘接触现象发生,蛇行运动加剧[2]。为解决“晃车”现象,降低钢轨磨耗及延长钢轨寿命,对已磨耗钢轨进行修复性打磨工作,使打磨后的轮轨接触关系得到改善,光带居于钢轨中部,减少轨距角处的轮缘贴靠现象,使左右轮滚动圆半径接近,从而缓解车辆运行的蛇行运动[3]。
为得到最佳的轮轨匹配关系,国内外学者对钢轨打磨廓形的设计进行了许多研究。Magel等[4]以轮对轮径差为输入,对钢轨型面进行优化,在进行钢轨打磨后,有效降低轮轨间的疲劳伤损。Yoshihiko[5]总结并分析了日本40多年的车轮和钢轨型面,提出并设计了新的钢轨型面,大幅降低钢轨磨耗。Persson 等[6-7]基于遗传算法对瑞典地铁钢轨型面进行优化并轻微打磨,使得轮轨损伤速率得到遏制,极大延长了钢轨的使用寿命。Choi等[8]基于遗传算法优化设计的钢轨型面大幅降低了钢轨曲线段的磨耗。陈国庆[9]基于实测数据,分析轮轨踏面匹配问题,按照优化后钢轨型面进行打磨,有效降低钢轨磨耗。王文健等[1]通过对广深铁路钢轨磨损的研究,提出非对称打磨,有效降低钢轨病害。崔大宾等[10-13]利用序列二系规划的方法求解得到降低接触应力的钢轨型面。郭战伟[14]基于轮轨蠕滑最小化提出通过钢轨打磨改善轮轨接触及降低钢轨疲劳损伤。吴仁义[15]基于斜率差最小法对钢轨廓形进行优化设计,提高轮轨间“共形度”并降低其接触应力。
以上研究结果对钢轨打磨廓形的优化设计做出了卓越贡献,但缺少根据实际情况的轮轨接触、磨耗分析以及打磨后线路的跟踪调研。基于此,本文以实测动车组车轮廓形、标准轨面、磨耗轨面及打磨轨面为分析对象,基于轮轨接触关系、磨耗以及跟踪调研打磨后钢轨表面状态,对钢轨打磨效果进行评估,以期对钢轨打磨作业提出一定的指导作用。
1 轮轨接触关系
轮轨接触关系直接影响到车辆运行性能,为使计算结果更加趋近于现实,针对运行在线路上的车辆,利用廓形测量仪对车轮进行廓形采集,经数据处理与初步分析,并选取其中一个作为输入,根据选取的车轮型面与轨道型面的匹配关系,抽取廓形样本已能代表整体车轮,满足计算要求。部分车轮型面见图1。
为研究打磨后钢轨对车辆运行及轮轨磨耗的影响,在同一直线段上选择具有代表性的2段钢轨进行处理,其中一段作为打磨段进行打磨,另一段作为对比段不进行任何处理,以便追踪调研时与打磨段进行对比。选取的磨耗轨面及打磨后轨面表面状态见图2。

从打磨前钢轨表面状态可以看出,轮轨接触光带较宽,轨头部分发生了疲劳损伤,且在轨距角附近有接触发生,出现了2点接触的现象,钢轨表面存在明显的双光带现象,产生了较为明显的磨耗;钢轨进行打磨时,对钢轨表面进行处理,并针对其轨距角处多点接触进行了打磨,打磨后轨距角较打磨前低,轨头表面更加光滑。
轮轨接触点对的分布对于车轮磨耗在横向上的分布影响很大,过度集中的接触点势必造成车轮磨耗的集中,对其使用寿命不利。当车轮相对于钢轨的横移量为零时,踏面与磨耗轨面和打磨轨面匹配时的轮轨接触点对见图3。
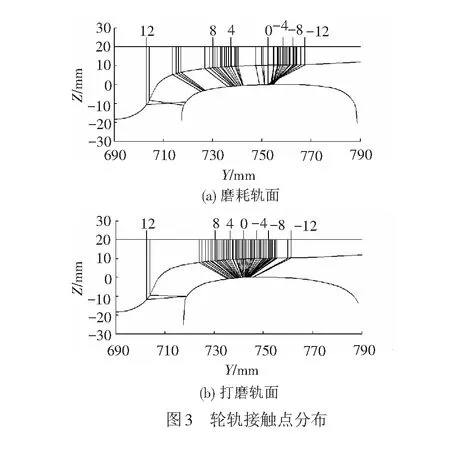
由轮轨接触点分布图3(a)可以看出,与图2中打磨前轨道光带相同,踏面与磨耗轨面的接触分布区域较广,易形成较宽的光带,且在轨距角附近存在接触,运行过程车辆发生横移时易发生2点接触现象,造成车辆运行指标异常的现象。经打磨(图3(b)),其接触点对集中于轨面中间,而不是原来的轨距角附近,避免了运行过程中发生2点接触的现象,能有效地减少轨道的侧磨,达到了在直线线路钢轨上的轮轨接触光带居中的目标。
2 静态接触分析
利用在Kalker的三维弹性体非Hertz滚动接触理论上开发的CONTACT程序、弹性力学中的Bossinesq-Cerruti力-位移公式和Gauss-9数值积分方法,对轮轨进行静力学分析。计算参数取轨距为1 435 mm,轮对内侧距为1 353 mm,车轮滚动圆半径为460 mm,轨底坡取为1/40,轮对横移量为0~10 mm,轮重W=15×9.8/2=73.5 kN,摩擦因数f=0.3,轮轨材料切变模量G0=82 GPa,泊松比υ=0.28。计算中忽略车轮材料因素的影响。
对车轮滚动半径,接触斑面积,最大接触应力和摩擦功进行分析,计算结果见图4。
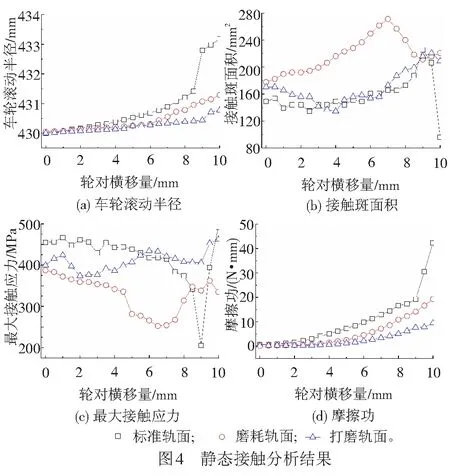
由图4分析结果可以看出,由于轨头中间部分形状相同,车轮滚动半径在轮对横移量较小时3种轨面无明显差异,随着横移量的增大,车轮滚动半径的差异随之增大,打磨后轨面的变化最小,这是因为对轨距角处的打磨,使得发生轮缘接触时的横向间隙变大,不易发生2点接触现象;磨耗轨面的接触区域分布较广使其接触斑面积较大,由于轮轨间压力相同,故其最大接触应力较小,反之打磨后钢轨由于其轮轨接触集中于轨面中央,接触斑面积较小,故其接触应力较大,易产生接触部位较大的垂磨;从摩擦功计算结果可以看出,在轮对横移量较小时,摩擦功差异较小,但随着轮对横移量的增大,标准轨面和磨耗轨面的磨耗功明显增大,与车轮滚动半径变化趋势一致,打磨后轨面虽接触应力较大,接触处垂磨较大,但由于接触部位集中,磨耗量较打磨前更小。
3 动态特性分析
为研究磨耗钢轨及打磨后钢轨对车辆系统的动态影响,运用SIMPACK多体动力学软件建立车辆系统动力学模型,基于UIC 518:2009标准[16]推荐的运行稳定性及振动加速度的评估方法,对比分析钢轨打磨前后车辆运行稳定性及振动加速度,并对其磨耗功进行分析。
在UIC 518:2009中,根据轮轨导向力之和及构架横向振动加速度来判定车辆的稳定性。
每根轮轴的轮轨导向力之和∑Y的最大值评定标准为
(∑Y)lim=α(10+P0/3)
( 1 )
式中:P0为静态轴重;对于客车,α=1。
对于构架横向振动加速度,应在100 m范围内,以10 m为窗口对其均方根(Root Mean Square,RMS)值进行滑动平均,加速度最大值限值为

( 2 )
对于车体横向振动加速度,规定其最大值应小于2.5 m/s2。
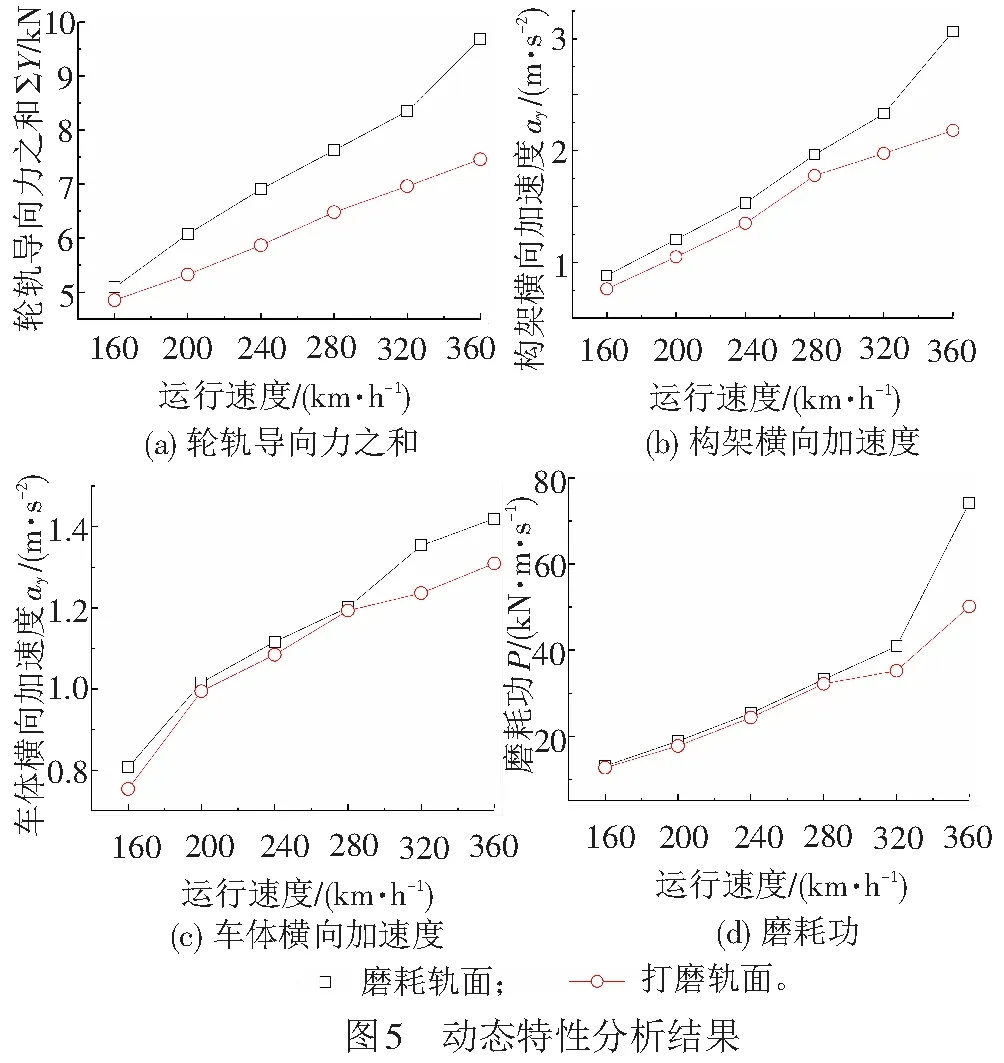
根据所建立的动力学模型,利用轨检车测量的不平顺作为轨道激励输入,对其稳定性、振动加速度及磨耗功进行分析,其导向力之和、构架和车体横向加速度及磨耗功结果见图5。
由图5计算结果可见,打磨后轨面由于轨距角经打磨后较之前低,使得轨头圆弧半径变小,曲率变大,等效锥度变小,故轮轨导向力之和∑Y和构架横向振动加速度较打磨前小,其车辆运行稳定性得到改善;由于打磨后轨面的轮轨接触光带居中,发生横移时的滚动圆半径变化小,其横向振动加速度趋于优化;对于整车磨耗功,在低速时其结果趋于接近,在速度较高时,打磨轨面的磨耗功优于磨耗轨面的数值。
4 损伤函数分析
车轮滚动疲劳损伤模型是英国铁路安全和标准委员会(RSSB)于2007年基于钢轨完整寿命模型及接触斑能量耗散磨耗数发展得到的损伤函数,并在与大量现场实测结果的对比中验证了其可靠性。该模型根据轮轨间纵、横向蠕滑力,纵、横向蠕滑率对车轮滚动接触疲劳,磨耗与疲劳的关系提出预测,其磨耗数Tγ的定义为
Tγ=Txγx+Tyγy
( 3 )
式中:T为蠕滑力;γ为轮轨间蠕滑率;x、y代表纵向和横向。
随磨耗数Tγ变化的损伤函数见图6,主要参数列于表1。
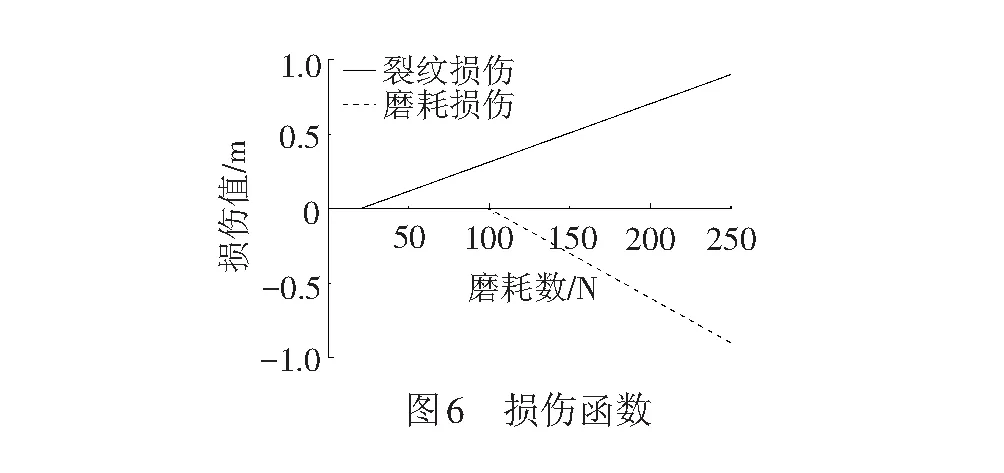
表1 损伤函数参数
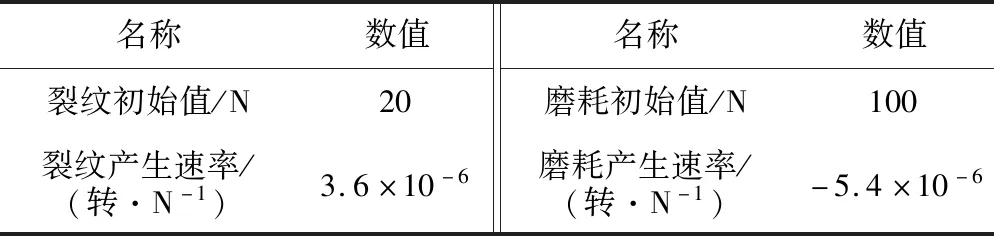
名称数值名称数值裂纹初始值/N20磨耗初始值/N100裂纹产生速率/(转·N-1)3.6×10-6磨耗产生速率/(转·N-1)-5.4×10-6
计算中,利用Tγ计算车轮运行方向与纵向蠕滑力方向相反时的裂纹损伤,而磨耗损伤则与方向无关,裂纹损伤和磨耗损伤之和为该位置的滚动接触疲劳损伤。
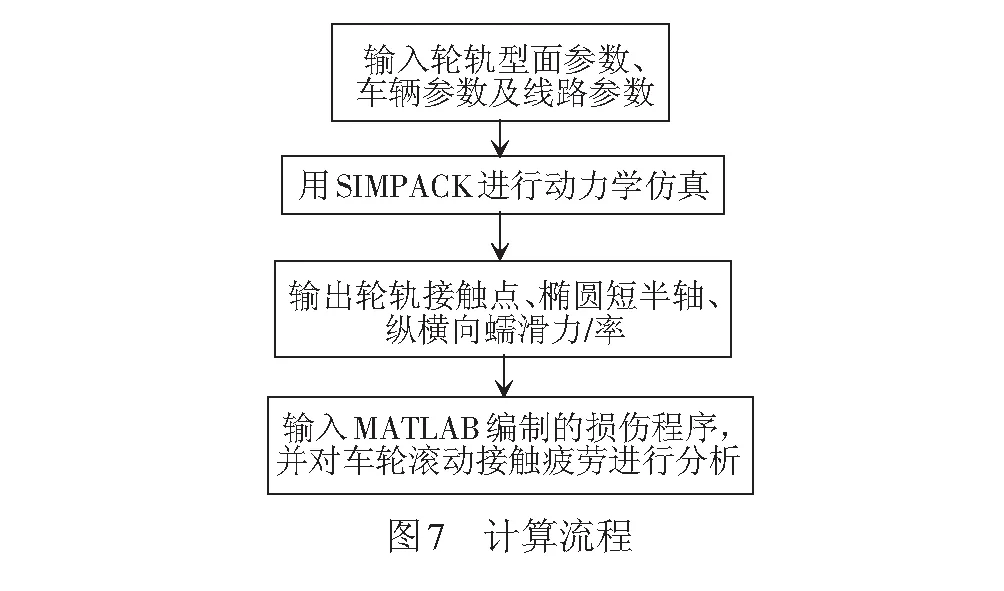
利用SIMPACK计算得出的轮轨接触点位置,接触椭圆半轴长度和纵、横向蠕滑力、蠕化率输入编制的损伤程序进行滚动疲劳分析,其计算流程见图7。
根据计算所得的钢轨打磨前后车轮损伤分布曲线见图8。
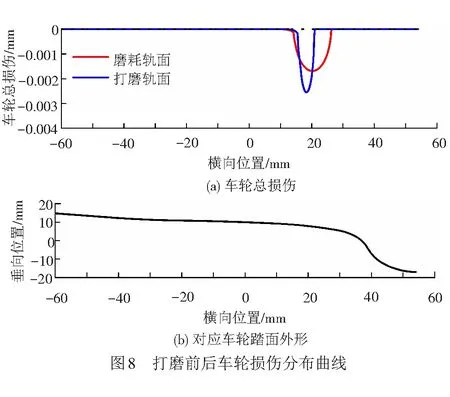
由图8分析结果表明,由于钢轨打磨前与车轮接触区域较大,故其车轮损伤面积较广,总损伤值较大;钢轨打磨后与车轮的接触区域小,其接触应力大,故其损伤面积较小,但接触位置局部损伤值较大,在运行过程中会发生较大垂磨,接触光带会逐渐变宽,但其总磨耗量较打磨前小。
5 跟踪测量分析
为验证钢轨打磨效果,对打磨段和对比段进行跟踪测量分析,提取打磨后6个半月的钢轨表面状态与未打磨6个半月钢轨表面状态进行对比,现场测量结果见图9。

从打磨后钢轨表面状态可知,直线光带宽度在35~40 mm之间,且位置良好,轨距角横向裂纹已经消除;打磨后一段时间的钢轨状态,由于接触点对的集中,造成其接触位置垂磨较大,光带明显较刚打磨后宽,其接触面积变大,但依然没有2点接触现象发生。从对比轨的表面状态可知,左轨轨距角出现浅层鱼鳞纹及剥落现象,左右轨面均为满光带,且依然可见明显的2点接触现象。因此,通过对打磨后钢轨及对比轨的跟踪测量,钢轨打磨效果较好,达到了使轮轨接触光带居中的效果,避免了2点接触的现象,减小了钢轨损伤,对延长钢轨寿命起到了促进作用。
6 结论
通过对打磨前后钢轨进行实测分析和跟踪测量,利用CONTACT、SIMPACK以及MATLAB程序对打磨效果进行评估,得出以下结论。
(1) 打磨后钢轨与车轮接触点分布集中于滚动圆附近,使接触面积变小,接触光带居中,但造成接触应力较大,易产生较大垂磨。
(2) 钢轨经过打磨后,其等效锥度减小,车辆运行稳定性得到改善且其振动加速度趋于优化,一定程度上解决了构架横向振动加速度超标报警的问题。
(3) 从跟踪测量结果看,打磨效果较好,在打磨一定时间后接触光带依然居中,解决了多点接触的问题,对延长钢轨寿命起到了促进作用,但随着时间的增长,由于滚动圆附近垂磨的影响,接触面积逐步增大,接触光带随之增大
猜你喜欢
疯狂英语·新读写(2023年4期)2023-05-10 10:44:20
优雅(2022年12期)2022-12-28 02:38:38
计算机与生活(2022年1期)2022-01-18 11:39:10
日用电器(2020年9期)2020-12-09 23:06:58
湖南工业大学学报(2020年6期)2020-11-27 03:06:46
科技视界(2019年9期)2019-06-12 06:13:58
机械工程与自动化(2018年5期)2018-11-01 03:43:16
计算机技术与发展(2018年9期)2018-09-21 10:03:10
电子设计工程(2015年17期)2015-02-27 12:08:13
教育科学博览(2014年9期)2014-10-21 20:18:17