
泥线下多层套管切割技术研究及适用性优选
2020-04-13 05:53:24贾宗文耿亚楠幸雪松刘兆年
石油矿场机械 2020年2期
贾宗文,耿亚楠,幸雪松,刘兆年
(中海油研究总院有限责任公司,北京100028)①
根据国内海上油气井弃置行业标准[1]及中海油企业标准[2]规定,海上油气井永久性弃置所有套管、桩腿或井口装置等的切割位置应深于海底泥面4 m,这就意味着弃井过程中需要在泥线以下进行套管切割作业。根据目前海上油气井的井身结构情况,弃井过程中需要由内而外对生产套管或技术套管至隔水导管进行逐层切割,且大部分井表层套管及技术套管固井水泥塞均返泥面或井口,意味着需要泥线以下的多层带水泥塞套管切割作业,面临高效切割的技术难题。
目前,国内海上油气井多层带水泥环套管切割的经验还比较少,应用较多的主要是单层套管的切割,单层套管切割难度小,技术选择性较多,主要有水力割刀切割、化学(镁粉)切割、水射流(或磨料射流)切割及钻粒缆切割等,但当需多层套管(3层及以上)整体切割或待切割套管尺寸较大时(720 mm及以上),可选择的切割技术就非常有限。常用的多层套管整体切割技术主要为水力割刀技术及磨料射流技术,水力割刀技术服务费用低、效率低[3];磨料射流技术服务日费高、效率也高[4]。两种技术各有优缺点,需要综合考虑切割层数、切割尺寸、切割效率及经济性等开展切割技术的比选及适用性分析工作,优选最经济高效的多层套管整体切割技术,为海上油气井弃井切割作业提供支持,实现弃井切割作业降本增效。
1 常用多层套管切割技术
1.1 磨料射流切割工具
1.1.1 切割原理及结构
磨料射流是在水射流基础上混入石英砂、陶粒等质地坚硬的固体颗粒[5-7],通过高压泵组形成高压射流,切割原理是磨料射流通过喷嘴加速后冲击到被切割物表面,实现高速冲蚀切割;磨料射流在3~30 r/min的转速、几十到数百兆帕的工作压力下,从套管内部将多层水泥封固套管(最大外径可达914.4 mm)沿周向割断,喷嘴射流速度可达600~700 m/s(可调节泵压、排量等),满足3层以上带水泥环多层套管的一次性水下切割。主要优点如下:
1) 不受多层套管偏心限制[8]及复杂切割环境的影响。
2) 切割速度快,切割头转动一周即可完成切割。陆地试验6~7 h完成4层偏心带水泥塞套管(最外层914.4 mm 导管)的切割作业。
3) 由于切割喷嘴可更换,适用切割尺寸范围大。
4) 切割振动小、噪音低、无污染,无需动火作业,适合海上防爆要求高的工作环境。
5) 切割质量高,效果好,割口平整无棱刺。
6) 喷嘴型号可更换,可远程操控切割各种复杂形状。
磨料射流切割系统[9-11]主要由高压泵组、磨料混合罐、高压管线、空气压缩机组、绞车、切割控制单元、井下扶正器、速度控制器及切割头等组成,如图1~2所示。套管切割头有177.8、244.5及339.7 mm 3个标准切割头,可根据需要在井口加变径接头。
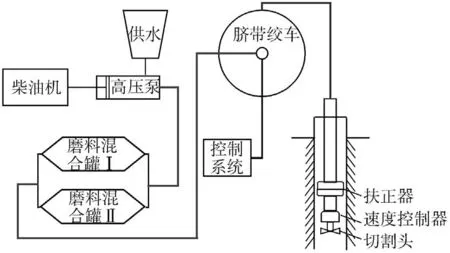
图1 磨料射流切割系统

图2 磨料射流切割头
1.1.2 磨料射流切割程序
1) 配套工具设备就位,连接调试合格,配备磨料。
2) 在切割作业之前,通井刮管至切割位置以下(泥面下4~5 m 切割位置处反复刮管至返出干净),保证切割位置及井筒内壁无水泥、油污等残留物。
3) 将工具头下放至井筒深度内约5 m。
4) 液压张紧固定至井筒内,开泵测试清洗管线并打压至工作压力,确保泵压稳定。
5) 解锁张紧装置,下放切割工具头至泥面下4~5 m,张紧固定工具头。
6) 开泵起压至工作压力稳定,开启混料单元,调整砂比,混沙并加砂切割。
7) 液压驱动切割头旋转,通过控制系统调整切割参数。
8) 切割一圈完成多层带水泥套管切割。
9) 起出切割头,钻机上提多层带水泥套管。
磨料射流切割配套系统需要占用较大的平台空间,且在作业前设备安装、连接及调试,占用较长的准备时间,但当弃置的井数较多时,平均到单井的准备时间明显降低。
1.2 水力割刀切割
1.2.1 切割原理及结构
水力割刀是利用水马力来推动割刀进行管内切割的工具[12-13],主要由上接头、本体、活塞杆、割刀等组成[14-16],如图3。泥浆泵将高压液体(钻井液或海水)泵入水力式内割刀体内,通过内部活塞推动割刀片向外张开与套管内壁接触,上部钻具带动割刀旋转切割套管。主要优点如下:
1) 价格便宜,成本低。
2) 工具系统简单,不需额外的配套设备,不需占用平台面积,作业风险低。
3) 资源丰富,动复员速度快。

图3 水力割刀工具
目前水力割刀的刀片尺寸最大为520 mm,当隔水导管尺寸较大且套管层数较多时,虽也可满足切割需求,但也存在切割困难;内层套管若尺寸较小,刀片无法完全打开,切割效率低,切割工期长;切割大尺寸导管时,转矩大、刀片磨损严重,效率低。因此在多层套管切割通常先逐层套铣再进行切割,作业工期长。
1.2.2 水力割刀作业程序
1) 切割之前,切割位置附近通井刮管至返出干净。
2) 组合水力割刀工具,下钻至切割深度泥面下4~5 m。
3) 下井前,做功能试验。检查刀片张开角度,切割范围和刀片张开收缩灵活性,然后用细铁丝将刀片固定好。
4) 下钻到位前,测上提下放悬重,正向空转转矩;到达预定切割位置后,缓慢开泵至转矩趋于稳定时,开始切割套管;期间严密监测转矩、泵压等参数,判断套管是否被割断,并根据现场情况,优化切割参数;如切割期间,出现转矩,泵压变化比较大,立即停泵,停转盘,起钻,检查管柱和工具。
5) 切割完毕,起钻,检查割刀磨痕,以判断套管是否割断,通常需多次起下以确定套管割断。
6) 整体割断后起出隔断套管。
2 切割性能对比
2.1 切割效率对比
纯切割时间方面,磨料射流切割效率(3层整体切割)为水力割刀切割效率(2层整体切割)的3倍以上。水力割刀工具通常需采用套铣、打捞等辅助作业才能完成3层及以上多层套管的切割作业。从应用实例来看,水力割刀切割工期为磨料射流切割工期的6~7倍,如表1。
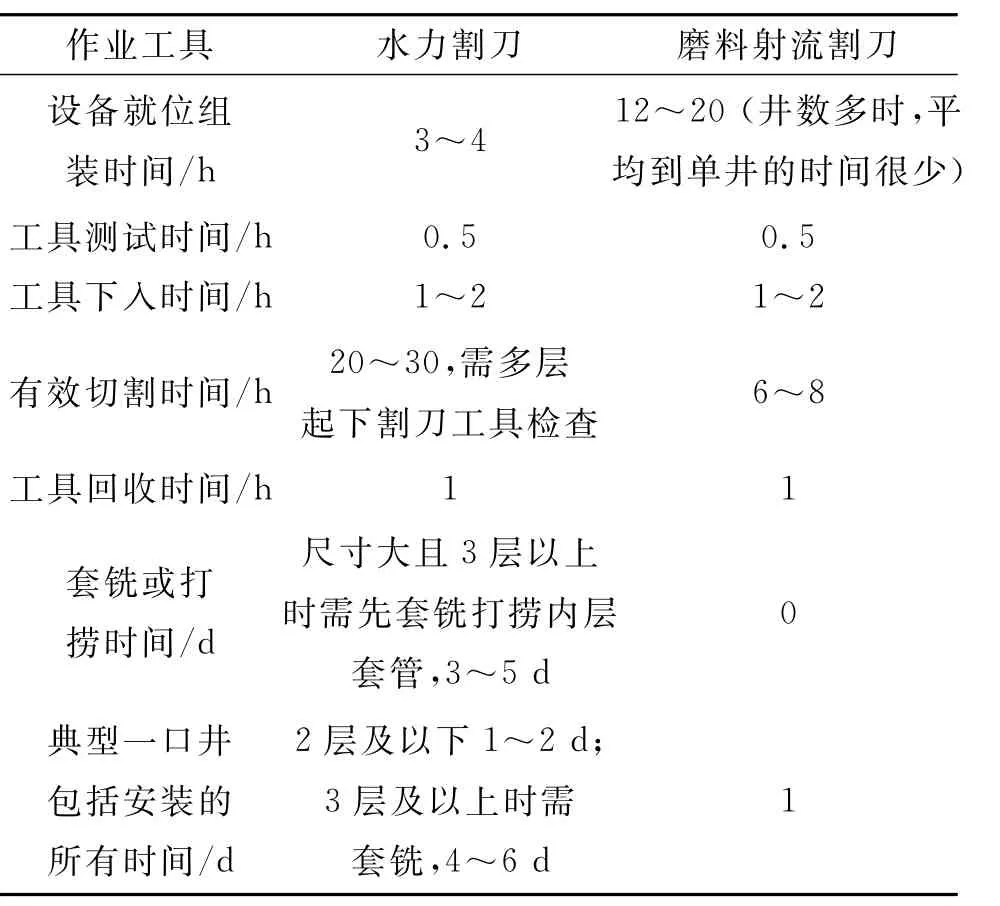
表1 切割机具切割效率对比
2.2 割口效果对比
磨料射流工具一次即可完成切割作业,割口平整,切割完成后套管无需额外修整及通井,可直接开展下一步作业,如图4;水力割刀需多次切割才能实现,割口呈现锯齿状,多次切割会导致割口棱刺或变形,需通井或额外的修整作业,如图5。
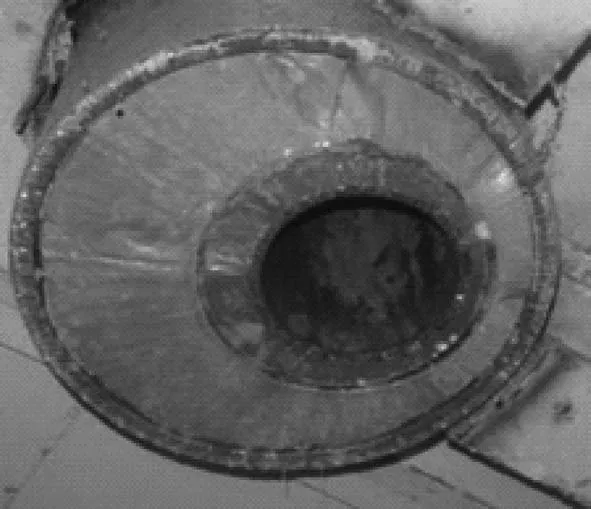
图4 磨料射流切割割口示意

图5 水力割刀切割割口示意
2.3 经济性对比
目前海上水力割刀工具及配套服务根据套管切割层数计费,切割层数越多,费用越高;磨料射流配套服务按时间(天数)计费,服务时间越长,费用越高。两种切割技术经济性对比关系式为:

式中:Vh为水力割刀服务费用,与套管层数有关,万元;n为需要的割刀数量;Vhd为水力割刀工具动复员费,万元;Vhs为水力割刀配套服务费(含人员服务及套铣打捞服务等),万元/d;dh为水力割刀切割作业天数;Vj为磨料射流配套工具服务日费,万元/d;Vjd为磨料射流配套工具动复员费,万元;Vjs为磨料射流人员服务费,万元/d;dj为磨料射流切割天数(磨料射流工具可在1 d内完成切割作业)。
结合两种工具切割效率,根据上述对比关系式,当切割层数<3且最外层导管尺寸≤609.6 mm 时,均可在1~2 d内完成切割,使用水力割刀工具经济性更好;当切割层数≥3 层或最外层导管尺寸>609.6 mm 时,水力割刀工具通常需2 次以上才能完成切割,且通常配合内层套管的磨铣及打捞作业,工期需4~6 d 以上,使用磨料射流工具经济性更好。
2.4 适用性分析
通过切割工具的切割效果、切割效率及经济性分析,建立基于套管层次、尺寸等的多层带水泥环套管切割适用原则,如图6。

图6 多层套管切割技术优选原则
3 现场应用
以渤海某油田的弃置井为例,该油田主要为3层套管的切割,尺寸主要为339.7 mm 技术套管+508 mm 表 层 套 管+762 mm 隔 水 导 管、244.5 mm技术套管+339.7 mm 表层套管+762 mm 隔水导管及244.5 mm 技术套管+339.7 mm 表层套管+609.6 mm 隔水导管,且技术套管和表层套管外的水泥均返至泥线以上,弃井过程面临多层带水泥环套管的切割问题。
国内海上弃井作业多层带水泥环套管(尤其是3层以上)的切割经验少,为优选切割技术,针对该油田井的具体情况,2口井采用了水力割刀,3口井采用了磨料射流切割技术。两种技术的应用效果如表2~3。
现场应用实践证明,当套管切割层数较多(≥3层)时纯切割时间,磨料射流切割效率为水力割刀切割效率的3倍以上;针对3层及以上套管,水力割刀工具切割效果差,需采用套铣、打捞等辅助作业才能切割作业,从应用实例看水力割刀总切割工期为磨料射流总切工期的6~7 倍以上;采用水力割刀技术,考虑套铣、打捞等辅助作业情况下,费用超过磨料射流工具切割费用约数十万元,对3层及以上多层套管切割,水力割刀无价格优势;磨料射流工具一次即可完成切割作业,割口平整,水力割刀需多次切割才能实现,割口不规则。

表2 磨料射流切割技术应用情况

表3 水力割刀切割技术应用情况
4 结论
1) 对比了两种常用多层套管切割技术的特点,磨料射流技术具有切割效率高、适用尺寸大的优点,水力割刀技术具有费用低、工具系统简单的优点。
2) 从切割效率、割口效果、经济性等方面详细研究了两种技术的适用性,建立了多层带水泥环套管的切割技术适用原则,当切割层数<3且最外层导管尺寸≤609.6 mm 时,推荐使用水力割刀工具;当切割层数≥3 层或最外层导管尺寸>609.6 mm时,推荐使用磨料射流工具。
3) 针对两种技术分别开展了3层带水泥环套管切割应用,结果表明3层以上套管整体切割,磨料射流的适用性更好,验证了两种切割技术的适用性。
猜你喜欢
舰船科学技术(2022年11期)2022-07-15 07:51:08
东北水利水电(2022年6期)2022-06-28 06:04:36
煤气与热力(2022年4期)2022-05-23 12:45:00
康复(2022年31期)2022-03-23 20:39:56
电子制作(2019年11期)2019-07-04 00:34:50
材料科学与工程学报(2016年2期)2017-01-15 13:34:35
焊接(2015年5期)2015-07-18 11:03:40
小天使·五年级语数英综合(2015年4期)2015-04-20 06:03:23
噪声与振动控制(2015年4期)2015-01-01 07:07:54
制冷学报(2014年3期)2014-03-01 03:07:17
