
基于Q级联理论估算同位素生产的成本
2020-04-09 04:14雷增光BORISEVICHSMIRNOVYuSULABERIDZE
原子能科学技术 2020年4期
曾 实,余 欢,雷增光,BORISEVICH V D,SMIRNOV A Yu,SULABERIDZE G A
(1.清华大学 工程物理系,北京 100084;2.中国核工业集团有限公司,北京 100822; 3.National Research Nuclear University MEPhI, Moscow 115409, Russia)
同位素日趋广泛地应用在物理学、生物学、医学、环境学、能源等方面。对同位素的需求多种多样,从克级到公斤甚至吨级;可以是一种元素的某个同位素,也可能是某几个同位素。同位素分离的成本与需求量和同位素分离的难度密切相关。在确定是否生产某个同位素之前,尤其是大规模的分离之前,对分离的成本进行分析,尽可能准确了解分离的经济性是有必要的,以确保能做出正确的生产决策。然而,经济性分析涉及的因素是多方面的和复杂的,需要设备、能耗、维护、人工等费用的数据。在分离某种同位素的工厂还未设计之前,这些数据往往是难以获取的,这样也就难以对分离成本给出准确的分析。因此,在缺乏这些数据的情况下,能对分离的经济性做出合适的评估,无疑是非常重要的。
离心法是目前规模最大、经济性最好的铀同位素分离方法,离心法也可用于多种稳定同位素(非铀同位素)的分离。离心法分离铀已有多年的历史,技术成熟,市场化程度高,分离铀的一些经济性数据如单位分离功价格较易获取。在分离功的价格数据中,已包含了上述多方面因素的影响。无论是分离铀同位素还是其他非铀的同位素,分离设施的结构构成基本相同,即分离铀同位素的经济性数据通过一定的修正,可用于评估分离非铀同位素的经济性。如何利用分离铀的经济性评估分离其他同位素的成本,是本文研究的目的。本文以铅同位素的生产为例进行阐述。
分离级联是分离设施中最重要的组成部分。对级联的分析,有多种级联模型可选,如MARC级联[1-2]、匹配X级联[3]、准理想级联[4-5]、Q级联[6]等。鉴于Q模型级联(简称Q级联)具有解析表达式,便于分析和优化[7-9],而且Q级联的结果给出了实际应用中进一步分析的初值,可简化分析过程、提升分析效率。因此,本文选择Q级联作为分析的级联模型。为取得最佳的分离效果,还需对Q级联进行优化,优化方法可参考文献[7-9]。
1 分离方案
1.1 分离介质
铅冷快堆为第4代反应堆中的一种类型,可用天然的铅作为冷却剂。天然铅有204Pb、206Pb、207Pb、208Pb 4种同位素。其中,因为206Pb对(n,γ)和(n,xn)反应的低活化特性,是理想的冷却剂。尽管208Pb易被(p,2n)反应活化,但其中子吸收截面更小,因此也是理想的冷却剂[10]。与206Pb相比,208Pb的天然丰度更高,因此本文的成本分析以分离208Pb的成本分析为例。


表1 Pb、C、H的组分构成及丰度Table 1 Components of Pb, C and H, and their concentrations

第8组分中,虽然其中208Pb的丰度很高,但该组分的组分丰度很低,为计算简单考虑,该组分以及组分丰度更低的其他组分可忽略。因此,在分离的分析中,仅需考虑7个组分的多组分离。
1.2 分离方案
借用铀同位素分离的术语,将产品取料P称为精料,将其他取料称为贫料。根据表2,208Pb均存在于组分质量数大的3个组分中,因此可采用单级联方案,以重组分取料作为精料是合适的分离选择。与第6、7组分相比,中间组分第5组分中208Pb的丰度不如这两个组分高,但其组分丰度较这两个组分大得多。因此,第5组分是主要的目标组分,其中含208Pb的子组分是208Pb(12C1H3)4。在文献[11]中,已分析了分离中间组分的6种方案。为便于参考,图1示出这6种方案。需说明的是,这6种方案是用于分离中间组分的,但因Q级联优化研究的需要,用分离中间组分的方案来分离边缘组分。优化充分时,单级联方案和双级联方案应没有大的差别。

表2 丰度最大的8个组分以及组分中208Pb的丰度Table 2 Eight components with the largest concentrations and concentrations of 208Pb in each component

图1 6种分离的双级联方案Fig.1 Six double-cascade separation schemes
下面关系成立:
(1)
因此,同位素混合物中第e种元素的第k种同位素的丰度即为:
(2)
在精料P中208Pb的丰度为CP,在贫料中208Pb的丰度为CW。对这6种分离方案的分离要求如下。
1) 方案1
精料P为P2,P1和W2为贫料,W=P1+W2,要求:
(3)
2) 方案2
精料P为W2,W1和P2为贫料,W=W1+P2,要求:
(4)
3) 方案3
精料P为P2,P1和W2的混合为贫料,W=P1+W2,要求:
(5)
4) 方案4
精料P为W2,W1和P2的混合为贫料,W=W1+P2,要求:
(6)
5) 方案5
精料P为Wm,P2和W2为贫料,W=P2+W2,要求:
(7)
6) 方案6
精料P为Wm,P2和W2的混合为贫料,W=P2+W2,要求:
(8)
式中,丰度右上标带取料符号的,表示在相应取料中的丰度。
对这些方案的优化和分析细节,可参考文献[11]。根据文献[11]中的结果,方案1和方案2具有相同的分离性能,即在给定的原料利用率R时,两种方案的相对总流量GRT相同,即需要相同数量的分离单元。原料利用率R以及相对总流量GRT的定义分别为:
R=PCP/FCF
(9)
(10)
式中:ε0为分离单元的浓缩系数;GT为级联的总流量,即级联的各级入口流量之和;CF为供料F的丰度。
方案3与方案4的分离性能相同,方案5与方案6不同。6种方案中,最好的是方案3(方案4),方案1(方案2)次之。本文仅选择方案1和方案2进行说明。分离Pb时,与分离Mo的结论[11]基本一致[12],方案1和方案2可视为具有相同的分离性能。取CP=0.95,CW不设限,要求R满足给定值。对不同R,所得的R-GRT关系如下:
R=R0-R1e-GRT/G1
(11)
其中,R0、R1、G1为常数,R0=0.550 86,R1=9.730 86,G1=2.650 52。
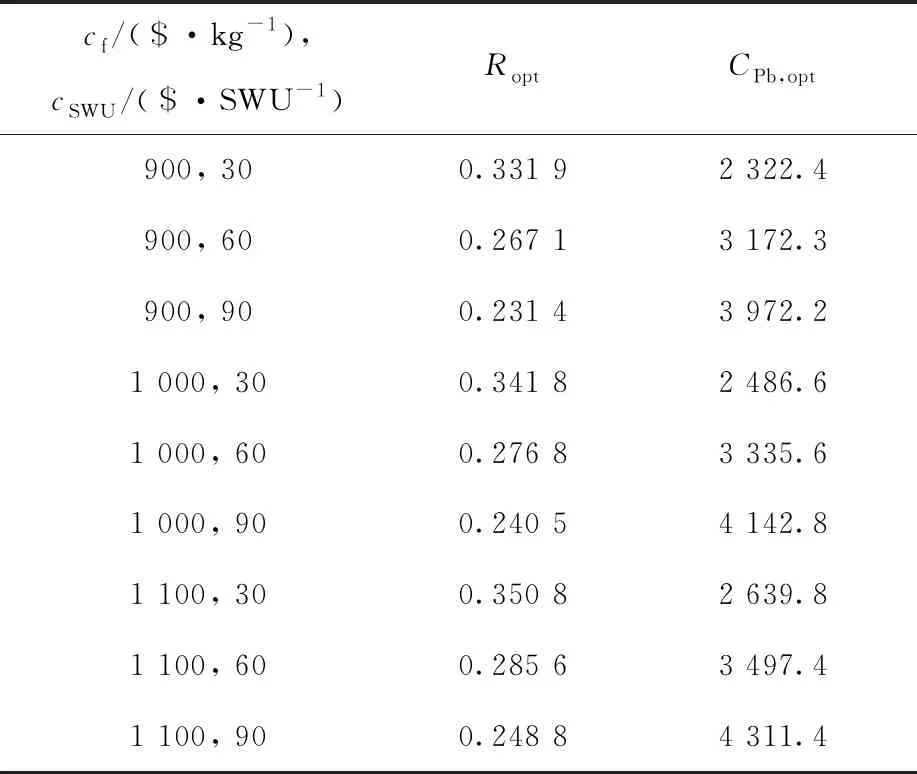
图2示出了R与GRT的关系。随GRT的增加,R从迅速增加到趋于平缓,这意味着在GRT较小(7 图2 R与GRT的关系Fig.2 Relationship of R and GRT 计算分离铅的比成本(即单位产品的成本)可用下式[13]: (12) 式中:N为级联中的分离单元数;η为级联效率;α为工质气体中铅所占的比例;ak1为分离单元的成本;ak2为与冷凝和蒸发工质气体相关的成本;aE为电的单位成本;aF为作为供料的工质气体的成本;bE为输送到分离设施的电能;tc为级联的寿命;aSal为单位时间的人工费。分离其他同位素时,已知上述变量,即能计算分离成本。然而,除非分离某种同位素的设施规模、相应的辅助设施、人员配置等均已确定,否则这些量中的很多量均未知,如N、η、aSal,则用上式难以评估分离成本。 事实上,对于任何同位素分离,构成生产产品P的比成本基本由3部分组成: C=CT,F+CT,s-CT,W (13) 式中:CT,F为供料F成本;CT,s为分离成本;CT,W为贫料处理成本。假定单位供料的成本为cf,则: (14) 假定分离工厂建设和运行平均到每台分离器中费用为cs,那么有Ns台分离器的工厂生产单位产品的成本即为: (15) cs构成很复杂,包括上述分离单元即相关设施、能耗、人工费等方面的费用,是难以确定的。然而,对铀分离而言,分离功价格已知,由其可推算cs。若cSWU为单位分离功价格,δU为工厂分离功率,则分离铀时产品的成本为: (16) 式中:PU为分离铀时的精料;cSWU已知,可从文献[14]查到。在铀分离中,cSWU的确定已综合考虑了式(12)涉及的各种因素,具有一定的权威性。式中,引入了系数cp用来计入分离功价格与分离成本之间的差异。这样,平均到单位分离器上的分离成本为单位分离功价格乘以单位分离器分离功,即: (17) 式中,Ns,U为铀分离的分离单元数。设想对其他同位素的分离,若假设分离器工作在与铀分离时相同的状态,即分离器水力学状态与分离状态相同,意味着分离器的能耗和其他配套费用相当,这样对于具有Ns台分离器的分离非铀同位素的工厂,分离的成本为: (18) 显然,这个假设不成立,如分离铀和分离其他同位素时单机流量(分别表示为fU和f)不同,浓缩系数(分别表示为ε0,U和ε0)不同。这些差异可易通过单机的实验进行测定,也可确定由此导致的诸如能耗等其他方面的差异。为将这些差异纳入考虑,需在式(18)中引入系数cm进行修正。由于: (19) 其中,GT,U和GT分别为分离铀和分离其他同位素时的级联总流量,式(18)可写为: (20) 分离后,产生F-P的贫料。这部分贫料,可仍与原料一样用于非同位素相关的用途。但即便是贫料能以与原料相同的价格出售,在考虑了用于分离过程中的一些耗费后(如运输、储存等),贫料的实际价值降低了,即可能贬值。引入原料价值贬值系数d来记入贬值的因素,有: (21) d的取值范围与原料种类有关,通常可取0≤d<1。但有些情况下,会出现类似于贫铀的情况:这种贫料难以像原料一样出售,还可能需有一定的费用来进行处理,此时d取负值。综合起来,式(13)即为: (22) 需指出,上式中的所有价格均是针对适合于同位素分离的气体介质而言的。具体到Pb同位素分离,用于铅冷快堆的最终产品是金属铅,因此还需将Pb(CH3)4转化为金属Pb。设将单位量的Pb(CH3)4转化为金属Pb的费用为cc。产品P中主要为208Pb(12C1H3)4,因此单位产品含金属Pb的比例约为: (23) 因此,单位金属Pb的成本为: (24) 根据UxC的数据[14],cSWU为34 $。为将价格的波动纳入考虑,可在一个较大范围内取cSWU,分别为30、60、90 $/SWU。对于Pb(CH3)4原料价格,缺乏确切的最新数据。以文献[15]的估算为基础,cf分别取900、1 000、1 100 $/kg。取d=0.9。对于转化费用cc,估计为50 $/kg,与原料价格相比,是可忽略的量。由于涉及分离器的fU和f以及ε0,U和ε0均是敏感的参数,因此本文取fU/f=1,ε0,U/ε0=1。出于类似原因,本文取cmcp=1。由于cSWU取值范围较大,可认为在cSWU的取值范围内部分考虑了cmcp的因素。在实际分析中,cm和cp的取值需根据具体情况来定。 根据式(11),只要给定了原料利用率,即可知分离设施的相对总流量,从而很容易确定分离的成本。图3示出了不同cSWU和cf时比成本CPb与原料利用率R的关系。由图3可知,R过低或过高均不合理,而是有最佳值Ropt。当cSWU越小时,R在Ropt周围一定范围内CPb-R曲线变化就越平缓,即R在Ropt附近较大范围内取值不会对比成本有较大影响。如若需更充分利用原料,R可在较Ropt更大区域取值而不至于明显增加比成本。表3列出了这些最佳值以及对应的生产单位金属Pb的成本CPb,opt。 图3 不同cSWU和cf时CPb与R的关系Fig.3 Relationship of CPb and R for different cSWU and cf cf/($·kg-1),cSWU/($·SWU-1)RoptCPb,opt900, 300.331 92 322.4900, 600.267 13 172.3900, 900.231 43 972.21 000, 300.341 82 486.61 000, 600.276 83 335.61 000, 900.240 54 142.81 100, 300.350 82 639.81 100, 600.285 63 497.41 100, 900.248 84 311.4 由表3可知,对于给定值cf,较低的cSWU有较低的CPb,opt,但却有较大的Ropt;对给定值cSWU,较低的cf有较低的CPb,opt,Ropt也较低。因此,使cSWU越低,效益越好:不仅产品的比成本小,而且原料利用得更充分。图4为最佳比成本CPb,opt在cf-cSWU平面上的等值线。根据文献[6]的分析,208Pb的可接受的价格为2 860 $/kg。图上特别标出了对应于2 860 $/kg的等值线。只要(cSWU,cf)处于线下的位置,208Pb的价格均可接受。可见在目前cSWU约为30 $/SWU的情况下,生产208Pb的价格是可接受的。大规模生产时,可预期cf能显著降低,那么在cSWU更大情况下,也可使生产208Pb的价格可接受。 图4 CPb,opt等值线Fig.4 Contour line of CPb,opt 需指出的是,从各级流量连续和级数连续的意义上,Q级联是一种理想的级联。恰是这种理想化,所给出的结果是运用其他级联模型(如通常的双管道级联)所得结果的下限,即没有其他级联模型能给出更优的结果。利用Q级联得出结果,一方面可判断其他模型进行级联设计结果的优劣;另一方面,若Q级联给出了否定结果,则没有必要继续进行同位素生产。 基于Q级联的理论,给出了一种评估离心法生产同位素成本的方法。 利用已知和易获取的铀同位素分离的经济性数据是成本分析的关键。利用Q级联,通过优化得到相对总流量与原料利用率的关系。利用铀同位素分离工厂单位分离功价格数据,可推断平均到单位分离单元的分离成本。假定分离成本正比于分离工厂规模,对铀同位素分离和非铀同位素分离的差异进行必要修正,可得到评估分离非铀同位素的成本计算式。 以Pb(CH3)4为介质生产208Pb为例,对生产成本进行了分析。分析过程表明,在已知级联相对总流量与原料利用率的关系情况下,成本分析简单易行。
2 分离成本分析

3 分析和讨论


4 结论
猜你喜欢
今日农业(2022年2期)2022-11-16
核安全(2022年3期)2022-06-29
工业加热(2021年4期)2021-05-12
湖南电力(2021年1期)2021-04-13
河南畜牧兽医(2021年6期)2021-01-05
河南畜牧兽医(2020年1期)2020-01-11
河南畜牧兽医(2020年3期)2020-01-10
中国特种设备安全(2019年7期)2019-09-10
中国海洋平台(2019年1期)2019-05-25
—— “T”级联
同位素(2019年1期)2019-03-14
