
基于可编程序控制器和触摸屏控制技术的球磨机保护系统*
2020-04-08 07:53付惠琪袁东升李长虹
上海电气技术 2020年1期
付惠琪, 袁东升, 李长虹
1.焦作市技师学院 河南焦作 454150 2.河南理工大学 安全与科学工程学院 河南焦作 454150
1 研发背景
某矿山厂有一台由6 kV高压电动机驱动的球磨机。该球磨机各组成部分的电控系统由不同生产厂家单独提供,各设备之间只有简单的连锁控制,没有进行整体保护设计。一些关键部位的检测值仅有仪表指示,缺乏必要的自动报警停机功能。对于高温引发跳闸等故障,只能通过人工手动操作,安全性和稳定性较差。为了防止运行中设备损坏,需要根据现场生产要求,增加一套球磨机保护系统,确保球磨机安全稳定运行。
2 保护系统功能
球磨机保护系统的主要功能是实时检测、传输并判断长时间处于高负荷连续运行的球磨机各个检测点信号,可靠发出报警信号或停机信号,起到保护作用。可见,球磨机保护系统不仅要整合球磨机各部件的检测信号、控制信号及故障信号,而且要实现与中控的连锁控制,并能通过上位机监控显示检测信号的实时变化及报警信息。
球磨机保护系统主要对球磨机前后轴瓦温度、高压电动机前后轴承温度、高压电动机定子绕组温度、冷却风机运行故障和润滑油压力进行实时监控。当温度、压力到达一定数值时,保护系统发出报警信号。当温度、压力达到极限值或冷却风机发生缺相故障时,保护系统使球磨机自动停机。
球磨机保护系统具体控制功能如下:
(1) 球磨机轴瓦温度高于65 ℃时报警,达到70 ℃时停机;
(2) 高压电动机轴承温度高于75 ℃时报警,达到80 ℃时停机;
(3) 高压电动机定子绕组温度高于130 ℃时报警,达到140 ℃时停机;
(4) 润滑油压力低于0.18~0.2 MPa或高于0.4~0.6 MPa时报警,低于0.15~0.18 MPa时停机,具体阈值可根据设备运行情况调节;
(5) 冷却风机发生断相故障时,报警并停机;
(6) 与中控形成连锁控制,能接收来自中控的设备启停、急停信号等,同时能将综合报警信号及故障信号传送至中控。
3 硬件设计
3.1 组成
球磨机保护系统采用可编程序控制器和触摸屏控制,可编程序控制器处理来自现场的各种模拟量信号和开关量信号,并通过程序控制输出和执行元件,在球磨机出现异常情况时实现报警或停机功能。触摸屏作为可编程序控制器的上位机,主要监控球磨机的工作状态,还可以设置参数、复位系统等,保障球磨机的安全、可靠运行。根据控制要求,球磨机保护系统主要由可编程序控制器、触摸屏、交流直流转换模块、温度变送器、压力变送器、直流24 V稳压电源、中间继电器等组成,其结构如图1所示。
3.2 选型
球磨机保护系统中,可编程序控制器选用三菱FX2N-32MR型。这一型号可编程序控制器输入、输出各有16点,不仅满足现有功能需求,还有适当冗余,为系统升级留下了空间。可编程序控制器输出类型为继电器输出。
人机界面采用TPC7062K型触摸屏,这一触摸屏为7 in(1 in=25.4 mm)液晶显示屏,其组态软件MCGS是国内市场目前占有率较高的组态软件,具有功能完善、操作简便等优点。

图1 球磨机保护系统结构
根据现场情况,温度信号选用0~200 ℃、4~20 mA G1EI型温度变送器进行采集,内置Pt100铂热电阻温度检测传感器。压力信号选用0~1 MPa、4~20 mA GB-3000A(G)型扩散硅型压力变送器进行采集。由于润滑油站及各温度信号采集点与可编程序控制器电控柜距离较远,因此变送器全部选用适合远距离传输的电流信号输出型,以提高系统的抗干扰能力。
其它硬件,如直流24 V稳压电源、中间继电器等,根据现场要求合理选择。考虑到工作场地噪声大,异常情况报警选用安装在控制柜上方的红色报警灯进行报警,而不选用声响报警。
现场采集的温度、压力信号是模拟量信号,输入可编程序控制器之前需要进行模数转换。采用三个FX2N-4AD型扩展模块实现模数转换,FX2N-4AD型扩展模块与温度或压力变送器的接线如图2所示。

图2 FX2N-4AD型扩展模块与变送器接线
3.3 输入、输出地址分配
球磨机保护系统的大部分信号为模拟量输入信号,通过FX2N-4AD型扩展模块传送至可编程序控制器,不占用可编程序控制器基本单元的输入点。本着整合信号、集中控制的原则,球磨机保护系统将一些重要辅助设备的控制点及反馈信息,如冷却风机停机信号、球磨机前后轴瓦报警信号和过热信号等输入可编程序控制器基本单元的输入点,与其它信号一起进行保护控制。球磨机保护系统输入、输出地址分配见表1。

表1 球磨机保护系统输入、输出地址分配
4 软件设计
球磨机保护系统软件主要由可编程序控制器控制程序和人机界面监控组态组成。
4.1 可编程序控制器控制程序
球磨机保护系统可编程序控制器控制程序主要考虑FX2N-4AD型扩展模块的正确设置,数字量信号的读出、显示、比较判断,以及其它设备传送信号的处理等。由于人机界面触摸屏上输入和显示的温度、压力信号都是非整数,因此编程时要特别注意定点数与浮点数的转换、计算等问题。球磨机保护系统可编程序控制器控制程序流程如图3所示。
4.2 人机界面监控组态
为了实现上位机的运行监控,需要对人机界面触摸屏画面进行组态设计。在球磨机保护系统中,利用组态软件MCGS设计初始画面,以及运行监控、历史报警信息、实时报警信息、参数设定等组态画面。触摸屏界面结构如图4所示。

图3 可编程序控制器控制程序流程
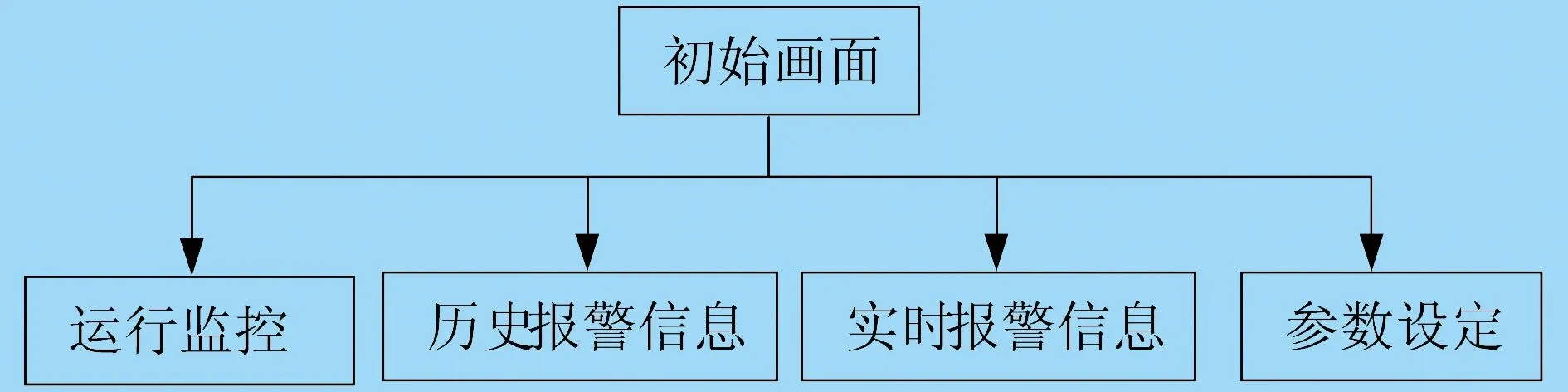
图4 触摸屏界面结构
通过运行监控画面,操作人员可以实时查看高压电动机轴承温度等信号的实际值。人机界面设有报警显示功能,若存在报警信号,则会在实时报警信息画面和历史报警信息画面中按时间顺序显示报警的信息和数据,方便技术人员进行故障诊断。报警、停机等极限值可以根据现场实际情况进行更改,具有很大的灵活性和较高的可靠性。人机界面组态画面如图5所示。
5 保护系统应用
球磨机保护系统于2017年3月投入试运行。经过实际运行效果确认,保护系统具有结构合理、功能完善、运行可靠、便于扩展等特点,达到了预期的设计要求,有效保障了球磨机的安全、稳定、可靠运行,提高了企业的生产效率和经济效益,具有推广价值。
6 结束语
基于可编程序控制器和触摸屏控制技术的球磨机保护系统可以实时、自动在线监测球磨机各个部件的运行状况,对故障模式进行自动识别、判断和预警,实现自我保护,能够有效预防事故的发生,对改善企业安全状况、提高劳动生产率和经济效益具有重要意义。

图5 人机界面组态画面
笔者设计球磨机保护系统是一次初步尝试,需要在后续运行实践中不断改进、完善。
随着信息技术和人工智能的发展,可以预见球磨机保护系统将更为可视化、自动化、智能化、模块化,将具有更为全面和强大的功能,并将更好地服务于矿山生产实践。
猜你喜欢
科学与财富(2022年6期)2022-07-04
防爆电机(2022年2期)2022-04-26
商品与质量(2021年10期)2021-11-24
现代仪器与医疗(2021年4期)2021-11-05
世界有色金属(2020年2期)2020-12-09
电子制作(2019年20期)2019-12-04
物理学报(2019年6期)2019-04-10
电脑知识与技术(2018年8期)2018-05-07
青年时代(2017年7期)2017-03-28
汽车维护与修理(2016年3期)2016-02-28
