
首批国产07MnNiMoDR钢制3 000 m3丙烯球罐在役检验分析
2020-04-03 03:11柴军辉李斌彬钱盛杰
化工装备技术 2020年1期
柴军辉* 李斌彬 钱盛杰 胡 健 胡 永
(1.宁波市特种设备检验研究院 2.宁波市劳动安全技术服务公司 3.中海石油宁波大榭石化有限公司)
0 引言
丙烯是三大合成材料(塑料、合成橡胶、合成纤维)的基本原料。近年来,丙烯化工工业及其下游产品发展迅速,极大地促进了国内丙烯需求量和产能的快速增长,同时全国各地也设置了很多用于存储丙烯的球罐。宁波某石化公司馏分油综合利用项目于2016 年7 月前后相继建成投用了10 台3 000 m3丙烯球罐,其具体参数可见表1,建造简图可见图1。
在设计初期阶段(2013 年),如果仅考虑常温操作工况,丙烯球罐常用主体材料为Q345R 及Q370R等。但设计时还要考虑低温事故工况,丙烯在泄漏工况下的气化温度最低能达到-47.7 ℃。为了保证球罐的本质安全,因此决定选择强度和韧性较高的07MnNiMoDR 钢板作为丙烯球罐的主体材料,该钢材可适用于-50 ℃低温工况。但经建设单位调研发现,设计温度为-50~50 ℃的大型丙烯球罐长期以来主要采用国外球片或钢板(如日本的610U2)进行建造,当时还没有国产低温高强钢(07MnNiMoDR)在3 000 m3球罐中的使用案例,但在2 000 m3球罐的使用中已有成功案例。因此当时该公司面临2 个选择:(1)使用进口板材,当时进口板材与国产板材总差价超过1 000 万人民币;(2)将10 台3 000 m3球罐改成15 台2 000 m3球罐,而增加的钻孔灌注桩费和板材费就需要近600 万人民币,同时还要增加占地面积并重新进行项目申报。由于610U2 钢硬度大,含碳量低,可焊性能差,对氢致冷裂纹敏感性高,淬硬性倾向大,焊接工艺比较复杂[1-2],该公司经过研究后慎重决定,实现国内大型低温球罐用板材的国产化,同时节省投资,减少占地面积,缩短建设工期,该项目新建的10 台3 000 m3丙烯球罐均使用国产07MnNiMoDR 低温高强钢。这10 台首批国产07MnNiMoDR 钢制3 000 m3丙烯球罐于2016 年7 月前后相继建成并投入使用。
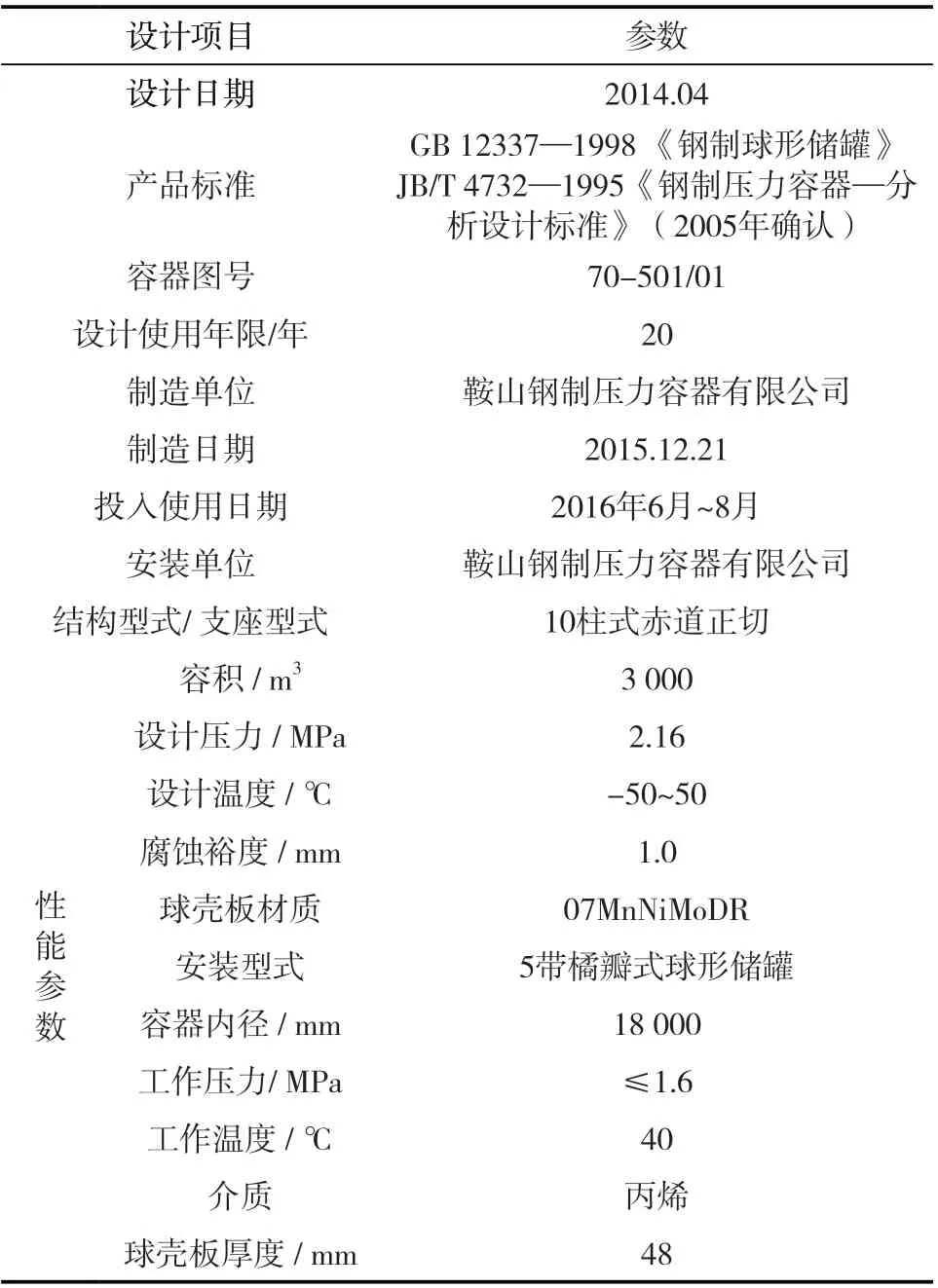
表1 丙烯球罐基本信息参数表
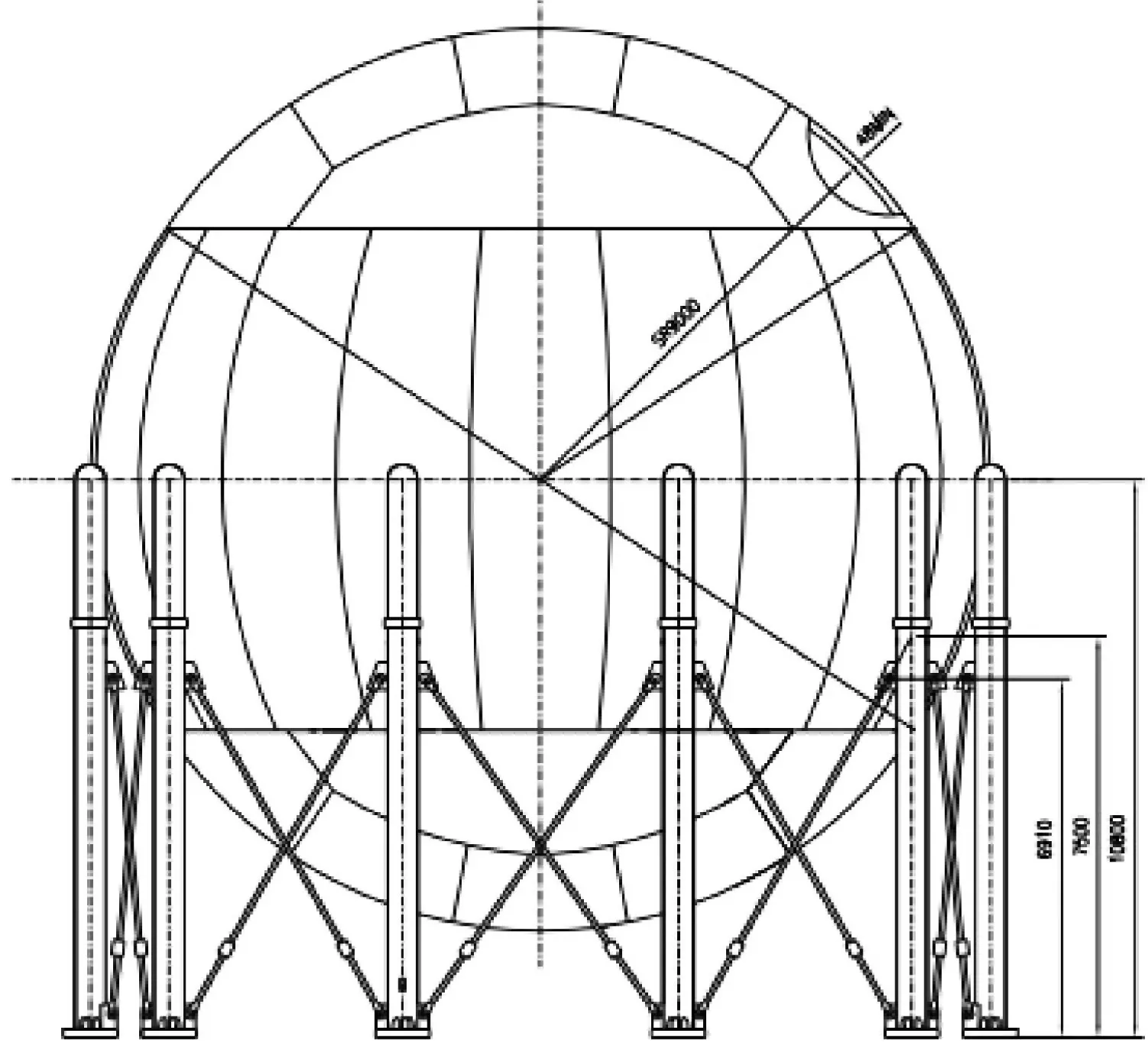
图1 3 000m3丙烯球罐建造简图
1 检验检测情况
使用标准抗拉强度下限值大于540 MPa 的低合金钢制球形储罐,投用1 年后应当进行开罐检验[3]。2017 年5 月,该石化公司首次申报开罐检验。这是国内首批国产07MnNiMoDR 钢制3 000 m3丙烯球罐服役后的首次开罐检验,宁波市特种设备检验研究院第一时间组成检验项目组,委派资深检验师负责编制该批球罐的检验方案并实施现场检验检测工作。
随机调取了该批球罐某段时间内的介质进行取样分析结果,详见表2。介质中丙烯的体积分数基本在99.7%以上,硫含量基本控制在0.5 mg/kg 左右,一般部位湿硫化氢应力腐蚀开裂倾向不明显。
损伤模式识别情况主要包括:在焊接接头等高硬度、高应力集中部位及其附近的湿硫化氢应力腐蚀开裂情况;在结构不连续处、焊接接头、高残余应力、高应力集中等缺口处于低温环境下的低温脆断情况;金属表面裸露在大气中发生的大气腐蚀情况[4]。
丙烯属于爆炸危险介质[5],设备失效后且介质泄漏将导致火灾、爆炸,甚至人员伤亡等危害。
检验项目组根据10 台球罐的使用情况、损伤模式及失效模式,编制了专项检验方案。检验项目包括资料审查、宏观检验、壁厚测定、表面缺陷检测(磁粉检测、渗透检测)、埋藏缺陷检测(超声波检测、TOFD 检测)、硬度检测、金相检测、安全附件检验及泄漏试验。在现场检测开始之前调取了设计时的应力分析报告,并决定对最先检测的球罐进行电磁超声残余应力测试和磁记忆检测,为检测重点部位筛选提供依据。
调取设计时的应力分析报告,该球罐部分有限元分析结果可见图2、图3、图4。分析结果显示除柱腿角焊缝及其附近部位以及各接管,尤其是球罐人孔接管及其附近部位应力分布较集中外,其余部位应力分布都比较均匀,应力集中部位必须作为检验检测重点部位。
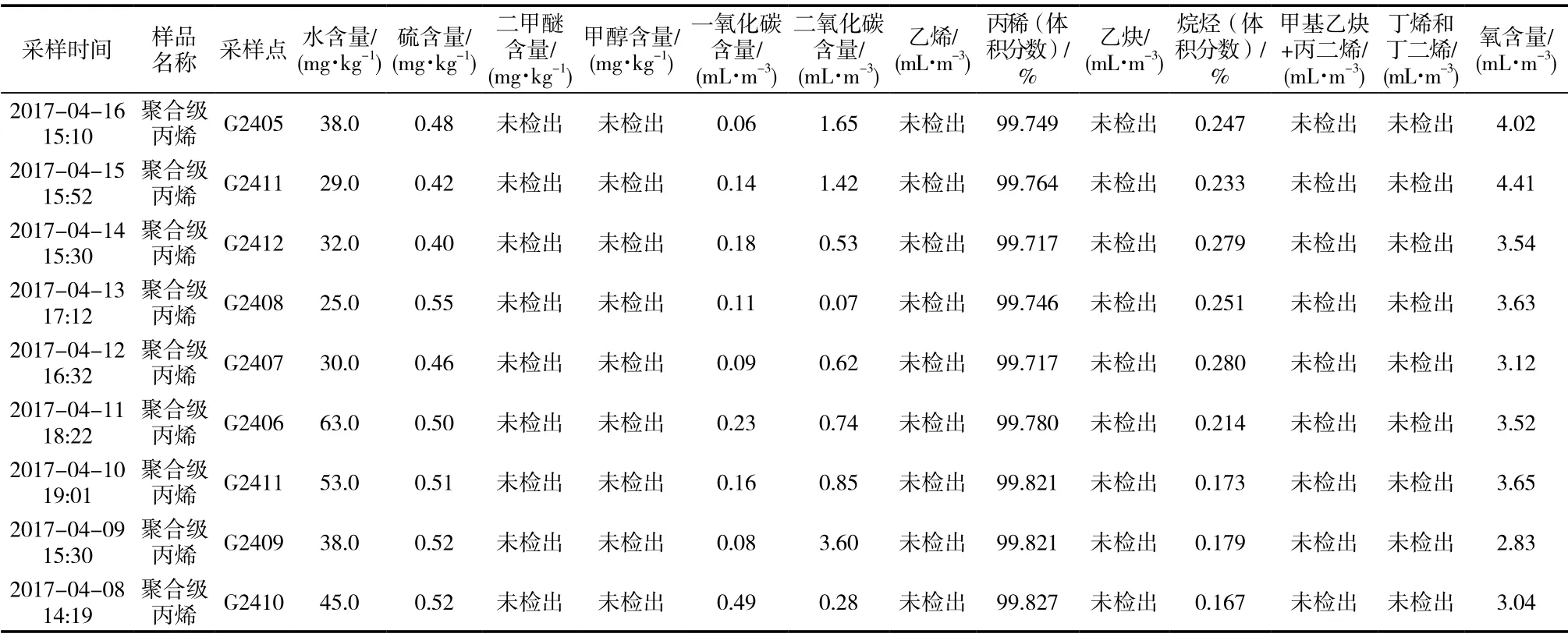
表2 介质取样分析结果
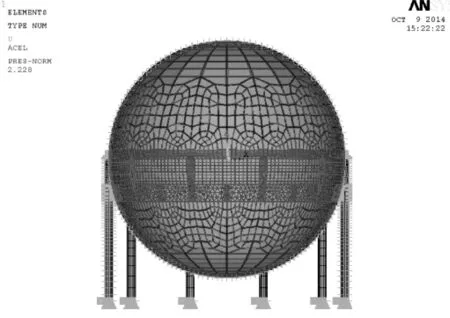
图2 球罐正常工况下的载荷和位移约束边界条件分布示意图

图3 球罐正常操作工况下应力强度分布结果
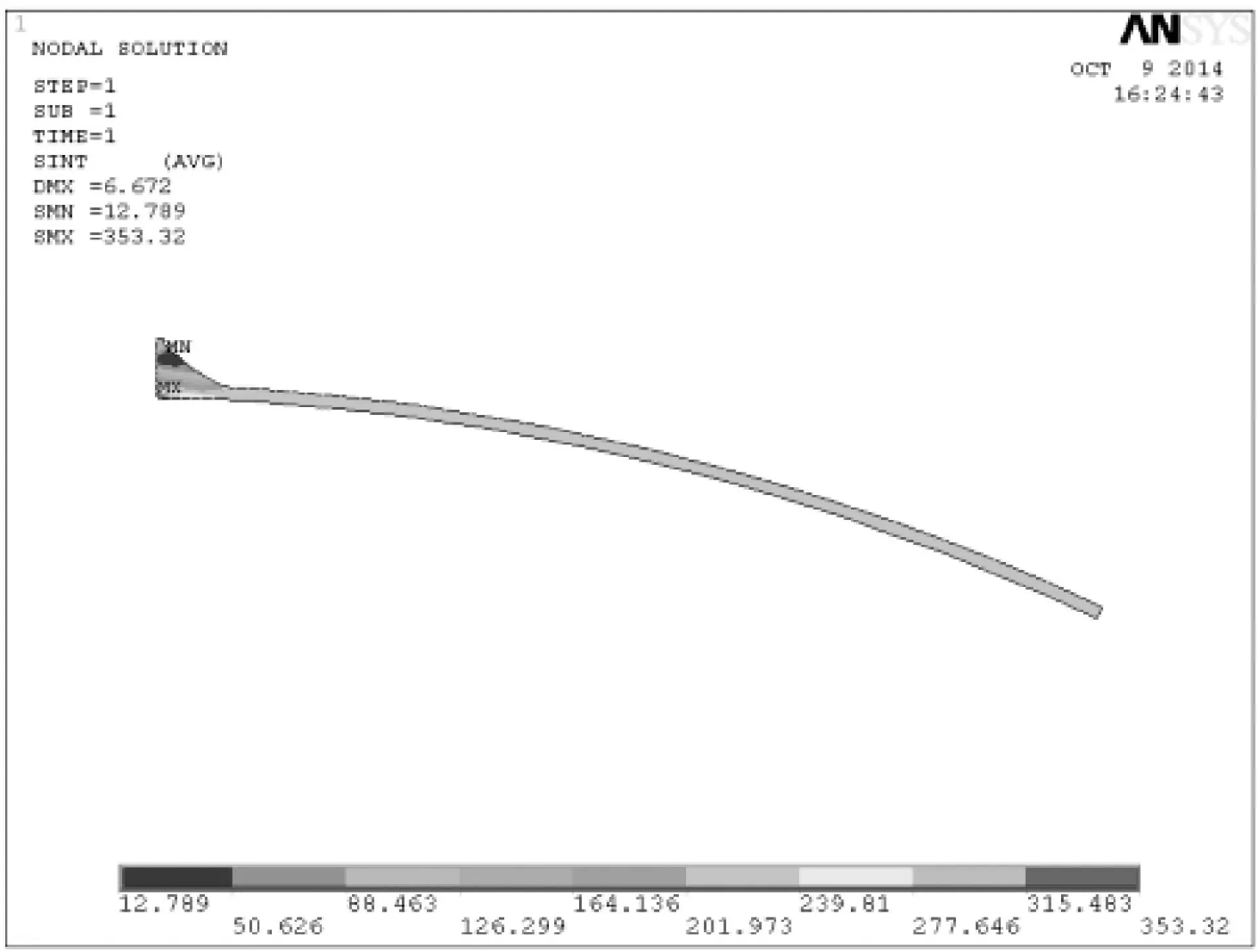
图4 正常操作工况下球罐人孔及其附近部位应力强度分布结果
对最先开罐检验的G2402 球罐应力集中部位进行了局部磁记忆检测,检测后发现该球罐中36 条对接焊缝共存在79 处存在异常信号(怀疑应力集中部位)。对这79 处异常信号所在部位及其附近部位加强检验检测,发现1 处宏观机械接触损伤超标缺陷。该罐整体状况良好,无损检测后仅在外表面柱腿角焊缝热影响区发现一处长10 mm 的表面裂纹,因此对该罐进行磁记忆检测则意义不大。
采用电磁超声双折射应力检测方式对G2404球罐进行局部残余应力检测,检测部位应力值为87~193 MPa。从检测结果来看,该球罐的整体应力分布较均匀,上下拼板区域以及柱腿周围检测点的应力值相较其他部位略大一些,但残余应力检测点中最大应力值并未超过200 MPa,处于高强度低合金钢的弹性范围内。
经过近半年的现场检验检测,于2017 年12 月底完成了10 台丙烯球罐的全部开罐检验工作,检验情况汇总及需要处理的缺陷汇总情况可见表3、表4,典型裂纹形貌可见图5。

表3 检验情况汇总表
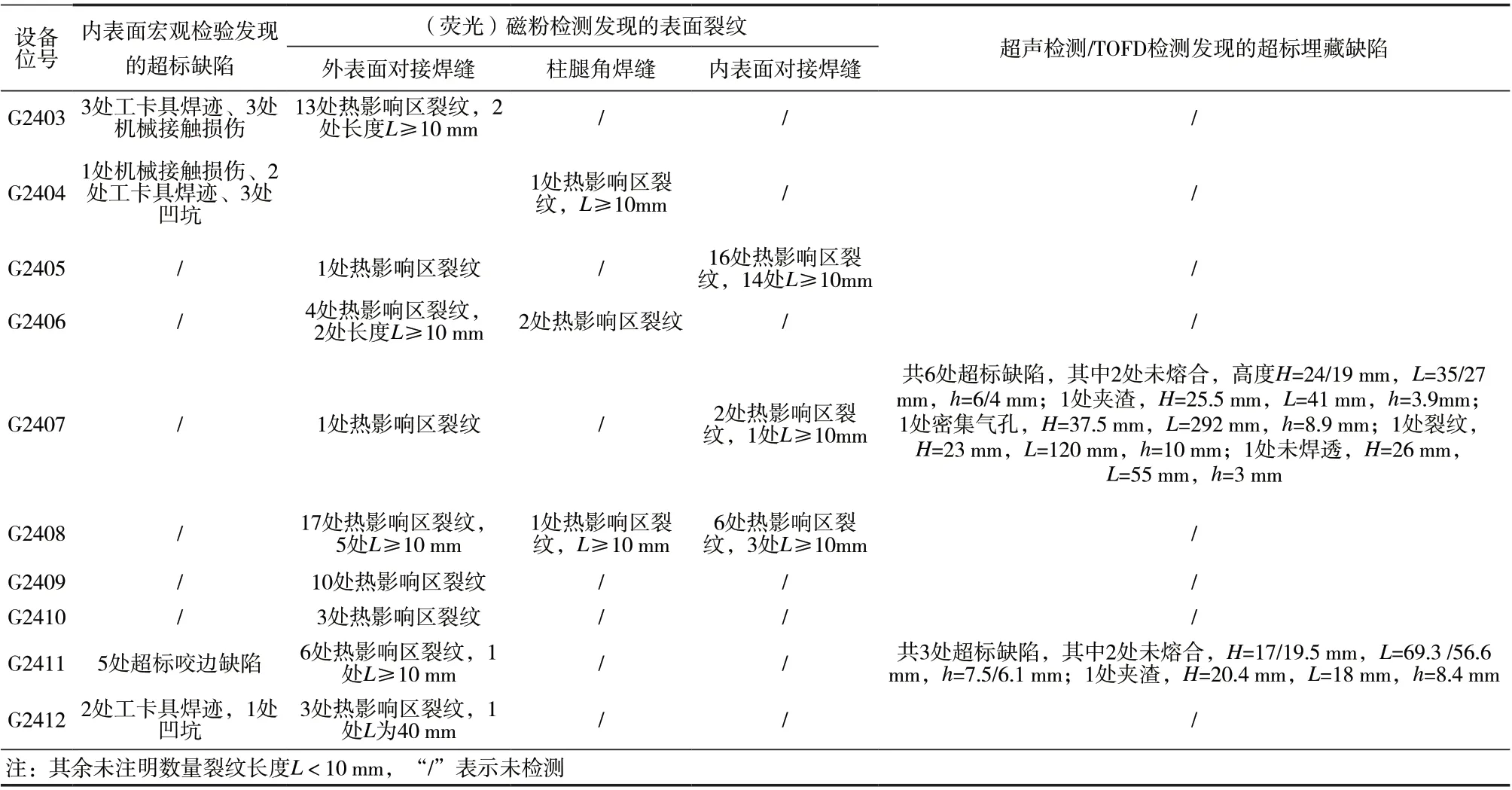
表4 需要处理的缺陷汇总表
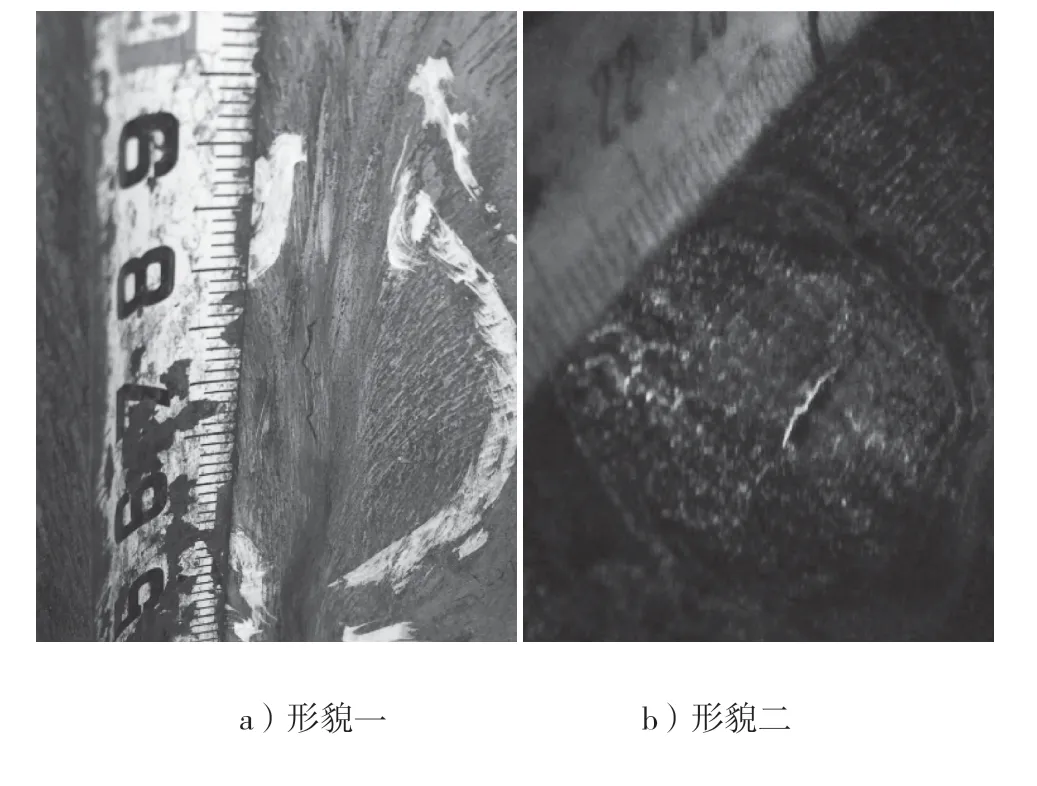

图5 典型裂纹形貌
2 原因分析
经宏观检验共发现20 处需要处理的缺陷,主要包括内表面工卡具焊迹、机械接触损伤、凹坑以及咬边,除凹坑外其余缺陷大多是焊工作业不规范或者工艺规范执行不严格导致的,介质中的水会使罐体薄弱部位形成腐蚀凹坑。
经磁粉检测后共发现86 条表面裂纹缺陷(大多为垂直于焊缝的热影响区横向裂纹),其中荧光磁粉检测发现的内表面裂纹共24 条。经分析,该球罐球壳板和柱腿材质均为07MnNiMoDR,为典型的高强度低温球罐用钢(-50 ℃低温冲击、抗拉强度Rm下限达到610 MPa)。球壳板厚度为48 mm,按符合规定的钢板化学成分计算其冷裂纹敏感指数Pcm最高可达0.19%,冷裂纹敏感性Pw最高可达0.295,当Pw>0 时,即表示材料有产生裂纹的可能性[6]。冷裂纹(延迟裂纹)的产生主要与焊缝含扩散氢、接头所承受的拉应力以及由材料淬硬倾向决定的金属塑性储备有关。制造工艺要求焊前预热(推荐预热温度T ≥150 ℃)和焊后消氢处理(温度为200~250 ℃,保温时间为1 h),焊前未预热、预热温度不够以及焊后消氢处理不当都可能导致设备产生冷裂纹。由于焊缝含碳量少,缺口敏感性低,而近缝区晶粒粗大,过饱和空位浓度高,应力集中程度高,因此近缝区(热影响区)更易产生冷裂纹,其中外表面相较于内表面更容易产生冷裂纹。
经超声检测/ TOFD 检测共发现9 处超标缺陷,主要类型包括未熔合、未焊透、条渣、裂纹以及密集气孔等,产生原因为焊工作业不规范或者工艺规范执行不严格。
3 处理方法
宏观检验发现需要处理的20 处内表面缺陷均经打磨至与母材齐平或边缘圆滑过渡,修磨深度均未超过1 mm,缺陷若圆滑过渡则无需补焊,修磨部位需经荧光磁粉检测合格。
磁粉检测发现的86 条表面裂纹缺陷均经打磨消除采用经原检测方法复验后合格,修磨深度均未超过1 mm,打磨消除圆滑过渡后无需补焊。
超声检测/TOFD 检测中发现的2 台球罐上的9处超标缺陷均由原现场组焊单位按原制造工艺进行补焊返修。考虑到现场天气因素对焊接质量的影响,修理单位选择从内表面进行补焊返修。其中1 处缺陷返修深度(11.5mm)并未达到1/3 壁厚,且未超过13 mm,其余缺陷返修深度均超过1/2 壁厚。这2 台球罐的所有补焊返修工作均由原现场持证焊工用原牌号焊材按原焊接工艺完成,严格执行焊前预热,焊接完毕后立即进行消氢处理,补焊部位均经过局部热处理(推荐焊后热处理温度为580±15 ℃,保温时间为2.25 h,加热温度升至400 ℃以上时控制升温速度为50~80 ℃/h,降温速度为30~50 ℃/ h)等要求。
返修检查检测控制方法如下:缺陷清除后进行100%荧光磁粉检测确认缺陷已清除干净,焊接完成36 h 后进行100%荧光磁粉+100%超声+100%TOFD检测,热处理后再次进行100%荧光磁粉检测,耐压试验后再次进行100%荧光磁粉检测,目视检查补焊焊接接头表面不得有裂纹、咬边、气孔、弧坑和夹渣等缺陷,并不得保留有熔渣或飞溅物,不应有急剧的形状变化,补焊焊接接头表面应打磨至与母材平齐,返修无损检测的合格级别应与制造时相同。由于这2个球罐返修后需要重新进行热处理和耐压试验,因此需要进行返修监检。
4 预防措施及建议
本次球罐检验总体状况良好,分析原因主要包括以下几方面:
(1)采用分析设计可使罐体结构合理、安全性高,焊接接头余高磨平的同时一并打磨消除了焊缝上的微裂纹。
(2)为了保证焊接质量,在使用国产板材的同时仍然采用日本进口焊材。
(3)宝山钢铁股份有限公司生产的07MnNiMoDR低温高强钢板化学成分(熔炼分析)、力学性能以及弯曲性能等各项参数指标均达到了国际领先水平。
(4)宁波鞍容压力容器有限公司很好地解决了单片面积大于30 m2的球壳板压制回弹率较大等难点。
(5)采用的三带混合式结构相比较四带结构减少了中间大环缝的焊接工作量,有利于提高焊接质量。
(6)接管与球壳板连接采用对接接头,受力状况较好,可以大大降低开孔后的应力集中程度,且便于进行埋藏缺陷检测,使接管焊缝质量得到了保证。
(7)基本能做到焊前预热均匀和焊后消氢处理,焊接时在焊缝部位局部预热(T 为150~157 ℃),适当降低焊件的刚度,可以使焊缝比较自由地收缩,预热处理是减小残余应力和避免产生淬硬性组织的有效方法,焊后消氢处理(T 为200~250 ℃,保温时间为1 h)可使氢充分溢出,降低了焊接接头和热影响区中扩散氢的含量和延迟裂纹的产生几率。
(8)根据球罐排版和焊缝位置分布图,合理安排焊接顺序,对称布置焊工,先焊赤道带,再焊上、下极带,先焊纵缝,后焊环缝,同一焊缝先焊大坡口(外)一侧,再焊小坡口(内)一侧,可以减少焊接变形和焊接残余应力,有效保证了焊缝质量。
(9)安装(制造)时需进行100%TOFD+20%射线检测,确保不会遗漏焊接埋藏缺陷。
(10)使用介质纯度高,硫含量低,设备湿硫化氢损伤倾向不明显。
通过对07MnNiMoDR 钢焊接工艺和冷裂纹(延迟裂纹)产生原因进行分析可知,如果严格按照焊接工艺规程和焊接质保体系规范操作,包括按要求进行焊前预热和焊后消氢处理,并控制焊接焊接线能量不大于35 kJ/cm,可以降低氢在焊缝中的聚集程度,有效控制冷裂纹(延迟裂纹),根据以上原因提出了几条预防措施:
(1)焊条中的水分是焊缝中氢的主要来源,因此焊条一定要采用高温烘干,烘干温度一般为350~400 ℃,焊条取出时一定要用保温筒,并且保温筒内的焊条必须在4 h 内用完,另外,施焊环境要特别注意,潮湿天气尽量避免施焊。
(2)多道焊接时,上层焊道焊接完成后如要清除夹渣,焊接时,层间温度应保持在250 ℃左右。
(3)避免强力组焊,错边量或者间隙比较大的部位不能直接施焊,以免造成残余应力偏高和产生焊接缺陷。
5 结论
钢制球形储罐目前向着高参数、大容积的方向发展,因此对设备的组焊和使用要求也越来越高。通过开罐检验发现的问题,可以得出如下结论:
(1)在检验07MnNiMoDR 钢或者其他高强钢制球罐时,要特别注意热影响区等部位,因为冷裂纹通常出现在这些区域,且外表面磁粉检测比例可以适当提高,因为外表面相较于内表面更容易产生冷裂纹;
(2)当介质中硫化氢质量分数超过50×10-6时,需重点关注球罐内表面湿硫化氢损伤。
(3)首次开罐检验时,一定要将所有制造(安装)遗留的宏观缺陷检出并处理合格,因为机械接触损伤、工卡具焊迹等缺陷部位非常容易成为表面裂纹的发展源。
(4)埋藏缺陷检测很重要,因为气孔、夹渣、未熔合、未焊透等体积型缺陷的检出与处理可以避免氢气在缺陷部位聚集,甚至发展成为裂纹。
(5)应重点对硬度超过220HB 的部位进行表面无损检测,因为材料淬硬倾向是其产生冷裂纹的主要因素之一。
(6)尽量选用黑磁粉检测来进行外表面无损检测,选用磁粉检测来进行内表面无损检测,选用超声波检测与TOFD 检测组合来进行埋藏缺陷检测。
猜你喜欢
磷肥与复肥(2022年2期)2022-11-25
中国应急管理科学(2022年2期)2022-05-23
矿冶(2022年2期)2022-04-19
重庆理工大学学报(自然科学)(2022年2期)2022-03-23
化工设备与管道(2021年3期)2021-11-17
课程教育研究(2021年23期)2021-04-13
商品与质量(2020年43期)2020-11-27
石油和化工设备(2020年8期)2020-09-02
天津大学学报(自然科学与工程技术版)(2020年5期)2020-04-27
电子制作(2018年18期)2018-11-14
