
PLC机械手自动搬运控制系统的硬件设计
2020-04-02 07:09马延东
科学与财富 2020年3期

一、设计背景及发展前景
随着科技日益进步,以前需要人工加工制造的行业开始向自动化技术转变。作为近几十年发展起来的一种高科技自动化生产设备,工业机器人、机械手在现代制造技术领域中扮演了极其重要的角色,在现阶段,机械手被广泛应用于机械制造、冶金、电子、轻工和原子能等存在着各种各样的生产环境。
专用机械手经过几十年的发展,如今已进入以通用机械手为标志的时代,由于通用机械手的应用和发展,进而促进了智能机器人的研制。智能机器人涉及的知识内容,不仅包括一般的机械、液压、气动等基础知识,而且还应用一些电子技术、电视技术、通讯技术、计算技术、无线电控制、仿生学和假肢工艺等,因此它是一项综合性较强的新技术。目前国内外对发展这一新技术都很重视,几十年来,这项技术的研究和发展一直比较活跃,设计在不断地修改,品种在不断地增加,应用领域也在不断地扩大。
PLC控制机械手可按使用要求选购相应的产品完成复杂的逻辑控制,其以逻辑控制为主,也可以组成模拟量控制系统,软硬件开发工作量较少,输出带负载能力和抗干扰能力强,可靠性好,环境适应能力强。在我国,近几年来也有较快的发展,并取得一定的效果。随着科学与技术的发展,机械手在工业生产和装备制造领域中充当着非常重要的角色,尤其是它能代替人工在有害环境中进行操作以保护人工的生命安全,在各个领域都有机械手的影子,特别是在自动化车床、组合机床上使用较为普通。
二、机械手臂的构造及工作方式
机械手是能够模仿人手动作,并按设定程序、轨迹和要求代替人手抓(吸)取、搬运工件或工具或进行操作的自动化装置,它能部分的代替人的手工劳动。
机械手的执行机构主要由手部、手腕、手臂和立柱等部件组成。
(1)手部即与物件接触的部件。由于与物件接触的形式不同,可分为夹持式和吸附式手部。
(2)手腕是联接手部和手臂的部件,其调整或改变工件方位的作用。
(3)手臂是支承手腕和手部的部件,用以改变工件的空间位置。
(4)立柱是支承手臂的部件,立柱也可以是手臂的一部分,手臂的回转运动和升降(或俯仰)运动均与立柱有密切的联系。
(5)机座是机械手的基础部分,机械手执行机构的各部件和驱动系统均安装于基座上,故起支承和联接的作用。
本次设计共4种运行方式供选择,但4种运行方式的工作流程都是相同的,当我们按下启动按钮时,机械手臂会进行下降,到达下降极限时,机械手臂进行抓紧动作,在延时抓紧后机械手会保持抓紧动作并做上升动作,当到达上升极限时,手臂将进行右移动作,达到右移极限时,下步进行下降动作,再次达到下降极限时,手臂结束抓紧动作,随后上升并左移回到初始位置。
1)调整工作方式:可按相应按钮实现左移、右移、上移、下移、加紧、放松的单独调整工作方式。
2)连续工作方式:按下启动按钮,机械手将进行下降→加紧→上升→右移→下降→放松→上升→左移的工作循环;按下停止按钮时,机械手将自动结束本循环的工作,回到原位后停止。工作周期内按下急停按钮,系统立即停止。
3)单周工作方式:按下启动按钮后,机械手进行下降→加紧→上升→右移→下降→放松→上升→左移的自动工作周期一次并最终停止。如果要再工作一个周期,则需再次按下启动按钮。当按下停止按钮时,机械手自动结束本周期的工作,回到原位后停止。工作周期内按下急停按钮,系统立即停止。
4)步进工作方式:每按一次启动按钮,机械手完成一步动作后停止。再次按下启动按钮,完成下一步动作后再次停止,直到工作周期结束,每步需按下一次启动按钮,工作周期内按下急停按钮时,系统立即停止。
三、控制系統的PLC选型及I/O分配
西门子PLC在中国市场的占有率很大且广泛的应用在多种领域里,同时也是技术比较成熟、最具有特色和最具有代表性的微型PLC,除基本的指令表编程外,还可以用采用梯形图及对应机械动作流程进行顺序功能图编程,而且这些程序可以互相转换。综上,西门子PLC更加符合我们经济和要求,因此我们选择PLC作为本次的控制中心。
西门子系列PLC具有的最大特点是:
1)结构采用基板和背板总线方式,基板上有一个串行通信总线和一个并行I/O总线,PLC分解为模块,可按积木式结构自由配置系统,不同功能模块可灵活组合、扩展十分方便。
2)PLC的核心--中央处理器可升级为INTEL80486乃至Pentium处理器。
3)在编程手段上是开放的,可用WINDOWS平台下的STEP 7编制PLC程序,或作为网络节点运行联网软件。
S7-200 CPU外部结构
西门子PLC有S7-200,S7-300,S7-400等不同的几种型号,各种型号的用途也有所不同,其中S7-200小型的电气系统中应用更加广泛,更注重逻辑控制,而S7-300用于稍大的控制系统,可实现复杂的工艺控制,s7-400用于大型控制系统,主要实现冗余控制等,由于我们本次实验是对模型的机械手进行控制,其属于小型的控制系统,而且逻辑控制要求也比较高,因此我们选择西门子PLCS7-200 CPU224作为本次控制中心的型号。根据前述的机械手工作方式,估算I/O口数量,选择CPU 224作为本次控制中心的C型号。
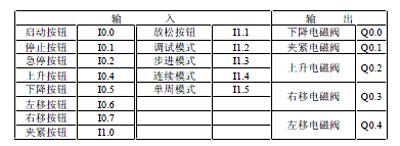
I/O分配表
如表所示,从I0.0至I1.4对模式选择及不同模式启动、中断和停止分配了输入口,总共需13个输入口和5个输出口。
其输入端口I0.0连接启动按钮,输入端口I0.1连接停止按钮,输入端口I0.2连接急停按钮,输入端口I0.4连接上升按钮,输入端口I0.5连接下降按钮,输入端口I0.6连接左移按钮,输入端口I0.7连接右移按钮,输入端口I1.0连接加紧按钮,输入端口I1.1连接放松按钮,输入端口I1.2连接调试模式按钮,输入端口I1.3连接步进模式按钮,输入端口I1.4连接连续模式按钮,输入端口I1.5连接单周模式按钮;输出口Q0.0连接下降电磁阀,表示机械手下降动作,输出口Q0.1连接加紧电磁阀,表示机械手夹紧动作,输出口Q0.2连接上升电磁阀,表示机械手上升动作,输出口Q0.3连接右移电磁阀,表示机械手右移动作,输出口Q0.4连接左电移磁阀,表示机械手左移动作。输入口和输出口数量都可以满足控制要求,故不需要加扩展模块。
四、总结
本文采用西门子S7-200作为编程器对机械手臂进行控制,实现了多种控制运行方式,真正做到针对不同工作环境与情况可选择不同的工作方式,完成以节约环保为出发目的的设计,与此同时也不缺安全与高效的可靠性,在实践中可基本脱离现场环境,事先编制出符合要求的控制软件,以达到提高实际调试的成功率,运行在不同的方式下,实现诸多操纵方式的模拟,克服了仿真软件功能单一。
作者简介:
马延东、男、汉族、江苏徐州、大学本科、徐州三新供电服务有限公司、 研究方向:电气工程、
猜你喜欢
学苑创造·B版(2022年3期)2022-04-02
锻压装备与制造技术(2021年3期)2021-08-13
少林与太极(2018年8期)2018-08-26
能源(2017年7期)2018-01-19
软件工程(2014年5期)2014-09-24
计算机工程(2014年3期)2014-06-02
自动化博览(2014年12期)2014-02-28
自动化博览(2014年7期)2014-02-28
青年文摘·上半月(2000年8期)2000-11-23
