锌浸出渣侧吹熔化炉的设计
2020-04-02 01:53冯双杰
有色设备 2020年1期
冯双杰
(中国恩菲工程技术有限公司, 北京 100038)
0 概述
目前,锌冶炼厂80%以上采用湿法炼锌工艺,我国现在每年都产生几百万吨属于危害固体废渣的锌浸出渣,只有少数锌冶炼企业对其进行了回收处理利用,而多数只是建库堆存。锌浸出渣的堆存,既造成了大量有价金属的损失,又带来了巨大的环境污染风险。目前处理锌浸出渣的主要方式有回转窑挥发法、奥斯麦特炉还原熔炼挥发法、烟化炉挥发法等。回转窑处理锌浸出渣,其工艺操作简单,技术比较成熟,但是存在占地面积大、加工成本高、操作环境差、银回收率低等缺点。奥斯麦特炉处理锌浸出渣引进该技术费用过高,建设投资大。而烟化炉处理锌浸出渣冷料存在床能率低等问题[1-4]。
针对以上工艺存在的问题,中国恩菲开发了侧吹浸没燃烧熔池熔炼处理锌浸出渣工艺,采用侧吹炉熔化+烟化炉烟化的工艺路线。锌浸出渣和熔剂等物料经配料后先进入侧吹熔化炉熔化,部分铅锌银铟等有价金属挥发进入烟尘加以回收。侧吹熔化炉产出的熔化渣间断排入烟化炉进一步回收铅锌银铟等有价金属,最后产出的炉渣为无害渣,水碎后可外售。
1 侧吹浸没燃烧熔池熔炼技术原理
侧吹浸没燃烧熔池熔炼技术是由中国恩菲工程技术有限公司开发的具有自主知识产权的一种强化熔池熔炼技术,其原理是通过侧吹喷枪将富氧空气和燃料以接近音速喷入熔池,富氧空气和燃料在熔池内进行燃烧,直接提供熔池反应所需的能量,燃烧产生的气体同时能够搅动熔池,加快与周围熔体的传热、传质,完成炉料的加热、熔化、反应等过程,特别适用于不发热物料的处理[5]。其技术优势如下:
(1)喷枪可直接向熔体内部输送燃料,富氧浓度高,热利用率高。侧吹浸没燃烧熔池熔炼工艺一般采用富氧熔炼,燃料及助燃富氧空气喷人熔池内,在熔池内燃烧,传质传热快,热利用率高。
(2)喷枪寿命长,自动化水平高。经过精心设计的喷枪,气体喷出速度快,对喷枪本身的冷却效果好,同时燃烧燃料能够远离喷枪头部,喷枪使用寿命达6个月以上,省去了传统侧吹炉频繁的人工风口封堵操作,生产自动化水平高,改善了职工的生产劳动环境。
(3)烟尘率低。炉子烟气出口直接与余热锅炉连接,尺寸大,烟气流速低,有利于烟尘的沉降,大大降低了烟尘率。
(4)侧吹熔化炉采用了合理的、先进的水冷技术,可保证炉子长期稳定、安全的运行,炉寿很长。
(5)侧吹熔化炉炉体、喷枪都是固定的,没有传动部件,炉型简单,维修工作量小,操作方便,相比其他方法,占地小投资低。
侧吹浸没燃烧熔池熔炼技术在处理锌浸出渣方面的核心是侧吹熔化炉。
2 侧吹熔化炉的设计
为适应侧吹熔化工艺,选用了长圆形炉床,喷枪以上炉膛逐渐扩大,并具有较高的炉膛高度,这样的炉型有利于侧墙喷吹,熔体搅拌均匀,气流上升通畅,可减少喷溅粘结,炉膛内烟气中可燃成分得以充分燃烧。侧吹熔化炉的结构如图1所示。主要部件有:底梁、炉壳、骨架、出烟口、水套冷却系统、砖体、喷枪、水冷系统的检测装置等。
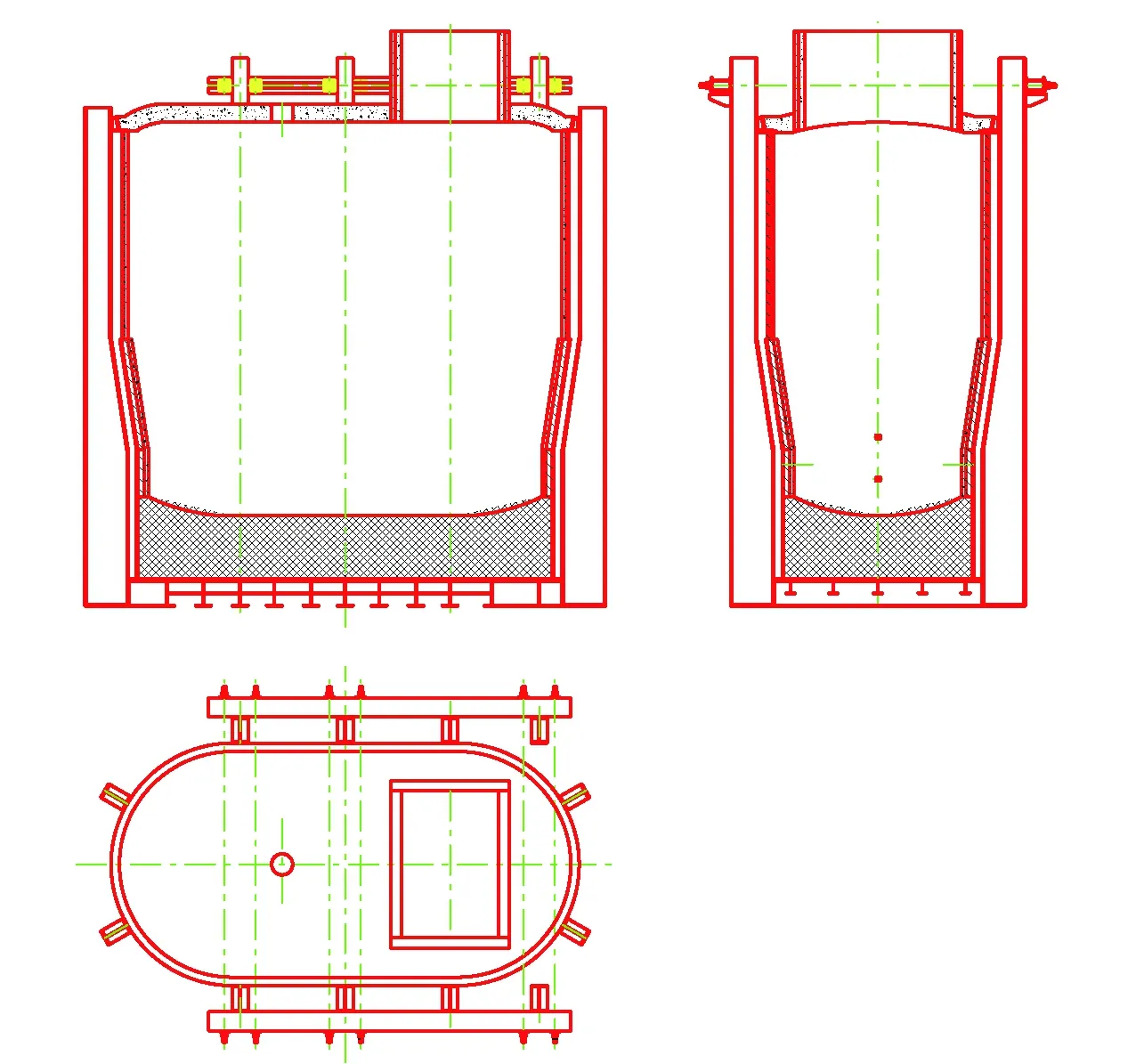
图1 侧吹熔化炉
2.1 底梁
侧吹熔化炉采用架空炉底的方式,底梁采用型钢焊接成“井”字的架空结构,如图2所示。安装时可采用炉底基础二次灌浆的方式控制、保证底梁上表面的水平度,以此可保证炉体正确安装和稳定性;此外,底梁是架空结构,炉底可以自然通风冷却,必要时也可强制通风冷却。
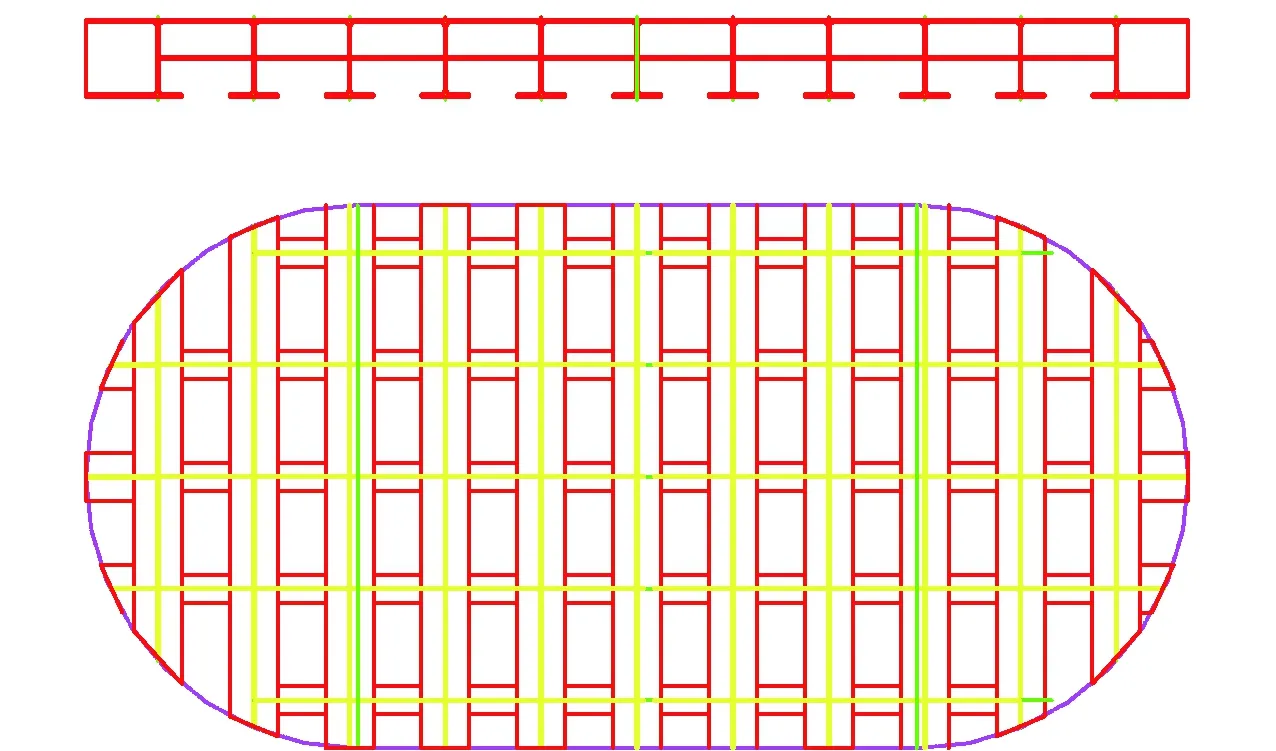
图2 侧吹熔化炉底梁
2.2 炉壳
侧吹熔化炉需要有稳定的热强度,需要炉子有比较稳固的钢结构;侧吹浸没燃烧时在气体流速太低时会发生反冲现象,如果是非密闭炉型,燃料和富氧空气会泄露,达到一定的温度就会着火,从而造成生产现场到处冒火,存在安全隐患,燃料在炉外燃烧没有把热量送到炉内造成能源浪费,为了避免此种事情发生,在熔池区及鼓泡区设计了整体密闭性炉壳,如图3所示。将炉内充满熔体以及熔体喷溅区形成一个密闭的空间,同时控制好喷枪的操作压力,将燃料的燃烧控制在炉内熔体区,最大限度的利用能源,从而达到节能的目的。

图3 侧吹熔化炉整体密闭炉壳
2.3 骨架
侧吹熔化炉在高度上比较高,属于竖式炉,炉体本身有各种类型的水冷元件、耐材等需要支撑,单靠炉壳本身不足以支撑这些重量;另外生产中炉内还有高温熔体的剧烈翻腾,会对设备本体产生强烈的冲击,对炉子外围骨架要求更高。在设计中外围骨架采用立柱、圈梁、横梁和拉杆的组合形式,立柱下端用地脚螺栓固定在土建基础上,上部采用横梁约束后用拉杆拉紧,在立柱和炉壳之间设计了多层圈梁,有效的分散了来自炉体的膨胀力,同时将来自炉体的膨胀力均匀的传递到立柱上进而传递到土建基础上,如图4所示。骨架是支撑炉体、防止炉体变形、保证炉体稳定性的部件,其结构的合理性、强度、刚度,都有充分的考虑。

图4 侧吹炉骨架
2.4 出烟口
出烟口较大,上部与余热锅炉对接,为保证出烟口寿命和安全,出烟口为铜板钻孔水套内衬浇注料结构;出烟口装置是独立支撑于骨架上,不会对炉顶造成影响。
2.5 水套冷却系统
用于处理锌浸出渣的侧吹熔化炉,通过喷枪向炉内输送的气体量比较大,炉内熔体的搅动比较剧烈,还加入大量的煤,炉子热强度比较高,为保证炉子的使用寿命,单靠耐材衬里是不行的,为此根据炉内的不同部位工作条件,对耐材衬里设计了不同的冷却装置。整个熔体搅拌区及熔体喷溅区采用铜水套冷却砖体;炉体上部烟气中含有较多的CO,需在上部炉膛燃烧,炉内温度很高,但不存在熔体冲刷的情况,因此采用了钢板焊接水套冷却砖体。合理配置水冷部件,既可以保证炉寿,也可以控制炉体的造价。
2.6 砖体
耐火材料的选型和砖体设计对于炉子的寿命至关重要,需要根据不同的处理原料和炉内状况进行全面的分析和设计。炉底下层用高铝砖垫底,然后用镁铬质捣打料起弧,上面再砌两层抗侵蚀的优质镁铬砖;侧墙全部采用水套内部衬耐火浇注料的形式;炉顶要承受炉内的高温,还要保持炉子整体的密闭性,采用钢纤维浇注料整体浇筑成形。
2.7 喷枪
喷枪是侧吹浸没燃烧技术的核心装备,要通过喷枪向炉内输送燃料和助燃空气,燃料、富氧空气喷进熔池进行富氧燃烧,喷枪设计的是否合理直接关系到侧墙的使用寿命。燃料和富氧空气从喷枪喷出后,在炉内高温熔体中进行燃烧,由于采用富氧助燃,燃料的燃烧温度很高,如果喷枪的喷出速度过低,燃料燃烧离侧墙很近会直接烧炉墙,再加上高温熔体的冲刷,侧墙寿命受很大影响,因此要求喷枪具有较高的喷出速度,使燃料燃烧尽量远离侧墙,就要求气体有一定压力,根据计算要求气源压力≥0.4 MPa。喷枪为中国恩菲专利技术,能够根据不同的工况要求进行设计,燃料可以是粉煤、天然气、发生炉煤气、柴油等。
2.8 水套检测系统
实践已经证明“水是最好的耐火材料”的观点是有道理的。使用水套就存在水套被烧坏,漏水造成事故的隐患,所以安全使用水套必不可少。对制造好的水套进行相应的通球、气密性和水压试验以及超声波检测,确保水套的制造质量,达到设计要求;在进水总管设置水压和水温检测仪表,在各个水套的出水支管设置水温检测仪表,自动检测并配合经常性的人工巡检,严防事故发生,保证生产安全。
3 应用展望
侧吹浸没燃烧熔池熔炼技术已成功的应用于液态高铅渣直接还原熔炼、铅膏熔炼;目前已完成锌浸出渣无害化和固体废弃物无害化处理方面的设计;由于其浸没燃烧直接在熔体中进行补热的特点,该技术在处理二次铅杂料、二次锌杂料、锑精矿、锑氧尘、锡精矿及锡中矿、废旧印刷电子线路板等不发热物料方面具有广阔的应用前景。
猜你喜欢
空军军医大学学报(2022年7期)2022-11-29
世界有色金属(2022年14期)2022-10-21
汽车实用技术(2021年9期)2021-05-26
玻璃(2020年2期)2020-12-11
Plasma Science and Technology(2020年11期)2020-11-10
天然气与石油(2020年3期)2020-06-29
能源研究与信息(2017年2期)2017-07-14
汽车实用技术(2017年10期)2017-06-19
中国工程咨询(2017年8期)2017-01-31
中国工程咨询(2016年5期)2016-02-14