
基础不均匀沉降下球罐支柱角焊缝的ACFM检测
2020-03-30 06:44吴泽民周国强
化工机械 2020年1期
吴泽民 戴 光 周国强
(东北石油大学机械科学与工程学院)
球罐常用于存储液化石油气(LPG)、液化天然气等物料, 是石化行业常用的压力容器之一。球罐主要由球壳、支撑和附件组成,其中支撑形式分为柱式支撑和裙式支撑,目前绝大多数球罐采用的是赤道正切支柱式支撑。 对于柱式支撑球罐来说,支柱与球壳的连接焊缝支撑着整个球体和存储物料的重量,因此保证焊缝的焊接质量至关重要。
对于敷设在滑坡、地震等地质灾害易发地区或软土地基上的球罐,在长期使用过程中地基常常产生不均匀沉降,而沉降会使球罐各支柱受力不均匀, 并在支柱与球壳连接部位产生附加应力,最终导致支柱角焊缝开裂,从而严重影响球罐的使用安全[1]。为此,国内外学者对基础不均匀沉降下球罐的应力分析、无损检测及安全评定等方面进行了大量研究,高红利等采用有限元方法分析了基础不均匀沉降对球罐应力的影响[1],并对支柱与球壳连接接头部位进行了应力测试[2];Zhang B Y 等数值模拟了球罐在外爆载荷下的动态响应与失效情况,得到了球罐内流体对响应的影响规律[3];李志海等通过建立弹塑性球罐模型来探讨非线性对支柱应力的影响,进而对球罐是否可以继续使用进行了评定[4]。 无损检测在保证球罐焊缝质量方面具有重要作用,王金勇等在分析各种检测方法优缺点的基础上制定了在役球罐的无损检测方案[5],也尝试将超声衍射时差法和相控阵超声检测技术应用于球罐裂纹缺陷的定量检测[6]。
考虑到支柱连接部位的空间位置和结构形式,常规的磁粉和渗透检测首先需要对待测表面进行除漆打磨,导致对角焊缝实施检测有诸多不便且费时费力。 为此, 笔者将交流电磁场检测(Alternating Current Field Measurement,ACFM)方法引入到空间狭小的球罐支柱角焊缝检测中,以期获得良好的检测效果。
1 ACFM 检测方法
1.1检测原理
ACFM 技术是以交流电位差技术为基础,融合涡流检测特点而发展形成的一种新兴电磁无损检测技术[7,8]。 其检测原理如图1 所示,带有激励系统的感应探头产生均匀的电流场,在工件表面产生交变磁场,当存在裂纹缺陷时,会使交变磁场发生畸变,通过检测磁场强度的变化判断工件表面是否存在裂纹。 检测时,探头的扫描方向与裂纹方向平行即沿x 轴方向,y 轴与裂纹面垂直, 则水平分量Bx信号反映缺陷的深度信息,垂直分量Bz信号的正、 负峰值表征缺陷的长度信息。 基于建立的磁场模型算法,通过两个相互正交的磁场变化量可以实现缺陷大小的定量检测。

图1 ACFM 检测原理示意图
可见,ACFM 检测方法具有非接触测量、检测速度快、准确率高、定性定量一次性完成及检测结果可由计算机图形显示等诸多优点。
1.2检测系统
ACFM 检测系统(图2)主要包括扫描探头、ACFM 主机和检测软件[9],其中用于角焊缝检测的探头选用小型笔型探头,ACFM 主机为AMIGO金属裂纹检测仪, 软件为ASSISTant ACFM 检测分析软件。

图2 ACFM 检测系统框图
检测时,扫描探头在被检对象表面激励出均匀交变电流,并获取其表面所引起的磁场信号变化, 系统软件将实时显示磁信号的连续变化曲线,并对检测信号曲线进行分析处理,实现被检工件表面裂纹缺陷的智能分析与识别。
2 支柱角焊缝ACFM 检测
某石化处理终端LPG 球罐容积为2 500m3,结构为赤道正切柱式支撑,支柱数为10 个,2016年定检时发现其基础发生不均匀沉降,相邻支柱沉降差值较大,严重超出GB 12337—2014《钢制球形储罐》中对沉降量的规定要求。 为保证球罐能够继续安全运行,利用ACFM 检测技术对支柱角焊缝进行无损检测。
2.1检测方法
为方便记录并出具报告, 将球罐的10 个支柱按逆时针编号排序,如图3 所示。

图3 球罐支柱编号
由于支柱角焊缝区操作空间有限,且焊缝长度较长,将检测区分成 4 段(图4),对 a 段、b 段、c 段和d 段分别进行检测。

图4 支柱角焊缝分段检测示意图
根据支柱角焊缝区的结构需要,选用体积较小的笔型探头进行检测, 将探头连接到主机后,先使用标准试板对仪器和探头进行校核,以确保ACFM 整套系统运行正常,满足检测精度要求,测试信号曲线如图5 所示。
基于 ASTM E2261/E2261M—2012《Standard Practice for Examination of Welds Using the Alternating Current Field Measurement Technique》,检测时,探头扫描方向一般与支柱角焊缝的方向平行,扫描速度会对检测信号产生直接影响,应尽量控制速度平稳,探头与待检测焊缝焊趾处于贴合状态。考虑到支柱角焊缝宽度约为40mm,探头在平行焊缝方向分3 次进行扫描,以保证覆盖整个焊缝宽度,如图4 所示。 在对焊缝进行分段扫描时, 为防止边缘效应和提离效应所导致的漏检,各段至少保证50mm 长度的重叠扫描;对于焊缝中的横向裂纹采用“Z”形扫描[10],记录每次Bx曲线峰值时焊缝中对应的标记位置,最后将标记点连接起来确定裂纹的走向。

图5 ACFM 标准试板测试信号曲线
检测过程中,软件系统将自动存储探头扫描的信号曲线,并具有重放功能,便于后续查看与分析。
2.2检测结果及分析
对基础不均匀沉降球罐的10 个支柱角焊缝全部进行ACFM 检测。在检测过程中于5#支柱的d 段部位发现了一处可疑裂纹缺陷指示, 经重复扫描该区域, 确认可疑裂纹的具体位置, 如图6所示。
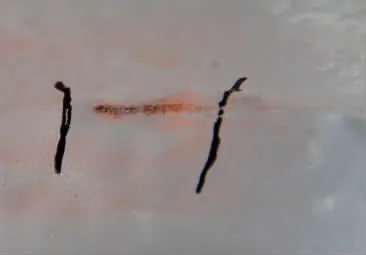
图6 可疑裂纹位置
为了给下一步的安全评定提供参考依据,需要对可疑裂纹缺陷的尺寸参数进行定量评估。 根据原始曲线Bz信号中波谷与波峰所对应的焊缝标记点,得到裂纹的长度估计值;系统软件根据理论模型对裂纹长度进行补偿,最终计算得出裂纹长13mm、深2.2mm,如图7 所示。
为进一步验证检测结果的可靠性,对可疑裂纹区表面进行打磨处理,使用磁粉检测(Magnetic particle Testing,MT) 方法对焊缝裂纹进行校验,检测结果为线性缺陷显示,线性缺陷磁痕长度约12~13mm,焊缝接头质量等级为Ⅱ级。 对裂纹部位进行打磨并圆滑过渡处理, 测量裂纹深度在2.0~2.5mm 之间, 从而验证了 ACFM 方法的准确性,复验时未再出现缺陷显示。
根据GB 12337—2014 的要求, 需要对该缺陷部位进行必要的补焊, 之后再次进行检测,直至合格后方可继续使用。
3 基于基础沉降的球罐有限元应力分析
经调研, 该球罐建造在沿海回填土基上,长期运行后基础不可避免地发生沉降。2016 年定检时,球罐各支柱沉降差量见表1。 以1#支柱为测量基准, 可见相邻支柱沉降最大差值达到12.6mm。

图7 裂纹缺陷尺寸计算

表1 基础不均匀沉降差量
利用ABAQUS 软件建立球罐的有限元模型,如图8 所示。

图8 球罐有限元模型
根据球罐的实际工作状况,所施加的载荷包括重力载荷,球壳、支柱、拉杆及附件的重力、气压载荷,液化石油气上方的油气压、液压载荷,以及液化石油气的重力对球罐内表面的作用。 有限元模型的边界条件基于支柱基础不均匀沉降量来控制,通过对球罐支柱的底面设定沿轴向下的位移来实现支柱间不同沉降量的设定。 经计算,球罐支柱、球壳的应力分布云图如图9、10 所示。可以看出,在基础发生不均匀沉降后,球罐各支柱的应力分布很不均匀,1#、3#、5#、9#支柱产生了较大的压应力,尤其是5#支柱与球壳连接的角焊缝区应力值已达到110.7MPa。在此情况下,当风、雪等环境载荷与工作压力叠加作用时,有可能超过材料的许用应力,造成局部结构破坏。

图9 支柱应力分布云图

图10 球壳应力分布云图
4 支柱角焊缝裂纹形成的原因分析
4.1焊材方面
查阅球罐建造资料得知,该球罐现场安装时除了打底焊使用φ3.2mm 的焊条之外, 其余均使用φ4.0mm 焊条且扩散氢含量均为6.46mL/100g,超出 GB 12337—2014 中不大于 6mL/100g 的要求。 扩散氢过多会在焊缝中引起氢脆、延迟裂纹等缺陷,容易导致结构产生低应力裂纹。
4.2焊接工艺质量
球罐支柱与球壳的连接采用角焊接结构,受结构的影响,只能在支柱侧开V 形坡口,采用单面焊接双面成型的焊接工艺。 这种焊接工艺容易在背面形成未熔合缺陷, 焊缝内部形成气孔、夹渣等缺陷。 这些缺陷在球罐长期使用过程中,受交变载荷作用容易形成支柱角焊缝裂纹。
5 结论
5.1将ACFM 检测技术成功应用于基础不均匀沉降下球罐支柱角焊缝的裂纹缺陷检测, 经MT定性定量验证, 证实了该方法的有效性和可靠性。
5.2通过现场检测及应用结果表明, 所提出的ACFM 检测方法可满足免除漆工序、 提高检测效率、对缺陷定量化、受外因干扰影响小等现场使用要求,为空间狭小的角焊缝无损检测提供了一种新的有效、便捷方法。
5.3基础不均匀沉降使支柱与球壳连接处角焊缝产生较大的附加应力,当角焊缝质量难以保证时,在外部因素、工况载荷等作用下容易产生裂纹等缺陷,应作为无损检测的重点检查部位。
猜你喜欢
重庆理工大学学报(自然科学)(2022年2期)2022-03-23
化工设备与管道(2021年3期)2021-11-17
食品与机械(2020年10期)2020-11-06
科学技术创新(2020年27期)2020-09-05
石油和化工设备(2020年8期)2020-09-02
物理通报(2020年5期)2020-05-18
物理与工程(2019年5期)2019-10-23
劳动保护(2018年8期)2018-09-12
少儿科学周刊·儿童版(2015年7期)2015-11-24
船海工程(2014年2期)2014-06-27
