
建筑模板用聚乙烯基木塑复合材料的制备及其性能
2020-03-27 14:14:18张燕燕
合成树脂及塑料 2020年1期
张燕燕
(郑州商学院 建筑工程学院,河南省巩义市 451200)
木材在建筑工程和室内装修设计领域应用广泛,然而由于木材日渐加剧的供需矛盾,寻求新型的木材替代材料成为木材相关行业亟待解决的问题。在这样的行业背景下,木塑复合材料的出现则有效缓解了木材供不应求的压力,而且木塑复合材料的迅速兴起也在一定程度上缓解了不可降解高分子材料对环境造成的污染。因此,木塑复合材料在科学研究和工业生产中都引起了较为广泛的关注[1-5]。聚乙烯是全球范围内年产量最大的热塑性高分子材料,而且在废弃塑料中占比也相当大。若将聚乙烯作为基体材料,与木材生产中产生的边角料进行复合,制备相应的木塑复合材料,将会有巨大的应用前景。聚乙烯是一种非极性的高分子材料,而木材以纤维素为主,表面含有大量极性基团,二者之间的相容性会在一定程度上降低木塑复合材料的应用性能[6-8]。因此,若要制备性能优异的聚乙烯基木塑复合材料,解决二者之间的共混相容性则是研究中的重点。聚乙烯与木材之间的相容性提高,相应的木塑复合材料的拉伸性能、胶合性能等力学性能也会得到相应的提升[9-11]。
本工作采用了不同的方法对木材表面进行了预处理,以高密度聚乙烯(HDPE)为基体材料,然后通过热压方法制备木材质量分数为30%的HDPE基木塑复合材料,并对相应木塑复合材料的拉伸强度和胶合强度进行了考察,进一步探究最佳的木塑复合材料制备方法。
1 实验部分
1.1 主要原料
桐木木片,尺寸为50 mm×40 mm×5 mm,含水率为5%(w);木质纤维粉:均为自制。木质纤维,含水率为5%(w),长度6 mm,长径比为2 000,大城县宇恒胶业有限公司。HDPE 5000S,中国石油化工股份有限公司北京燕山分公司。液体石蜡,甲基丙烯酸甲酯,H2O2,邻苯二甲酸酐,NaOH,无水乙醇:均为分析纯,市售。
1.2 主要仪器
1L型密炼机,广东利拿实业有限公司;L0003型平板硫化剂,北京蓝瑞泰克科技有限公司;UTM6102型电子万能试验机,深圳三思纵横科技股份有限公司;MWD-50型木材万能试验机,济南中仪仪器有限公司。
1.3 木片的预处理
将H2O2,NaOH和邻苯二甲酸酐分别配制成质量分数为5%的乙醇溶液。液体石蜡和甲基丙烯酸甲酯不做预处理,直接使用。木片的预处理采用涂刷方式进行。首先,将桐木木片于80 ℃干燥24 h以上;然后,利用毛刷分别将液体石蜡、甲基丙烯酸甲酯、H2O2乙醇溶液、NaOH乙醇溶液和邻苯二甲酸酐乙醇溶液涂抹到不同的木片上。涂抹方式为正交十字涂抹,涂抹层数为3层;涂抹结束后,将木片置于室温条件下自然风干5 min,使其表面挥发性物质挥发;再进行第二次涂抹,工序与第一次相同,重复上述涂抹工艺6次;最后,将预处理后的木片于110 ℃干燥6 h,保证其含水率在5%(w)左右。
1.4 木质纤维粉和木质纤维的预处理
木质纤维的预处理:准确称取50 g木质纤维,将其分别浸泡在500 mL的液体石蜡、甲基丙烯酸甲酯、H2O2乙醇溶液、NaOH乙醇溶液和邻苯二甲酸酐乙醇溶液中,30 min后过滤收集木质纤维,将其平铺并于110 ℃条件下干燥6 h,保证含水率为5%(w)。
木质纤维粉的预处理:将预处理后的木质纤维粉碎成粒径为43 μm的木质纤维粉备用。按木质纤维的预处理方式进行木质纤维粉的预处理。
1.5 HDPE基木塑复合材料的制备
HDPE/木片复合材料:HDPE与木片按层压板方式进行复合,层压板为5层,其中,2层为木片,3层为HDPE。选取2块木片(每块质量约3 g),称取3 phr(4.5 g/phr)HDPE粉末。按HDPE—木片—HDPE—木片—HDPE的次序将原料进行组坯,在160 ℃,3.50 ΜPa条件下热压10 min,最终制备了HDPE/木片复合材料。用液体石蜡、甲基丙烯酸甲酯、NaOH乙醇溶液、邻苯二甲酸酐乙醇溶液、H2O2乙醇溶液处理的木片,所制HDPE/木片复合材料分别记作1A,1B,1C,1D,1E,对比试样(木片未处理)记作1F。
HDPE/木质纤维复合材料:料筒温度为180 ℃时,将质量比为70∶30的HDPE粉末与木质纤维混合并挤出造粒,所制粒料于80 ℃干燥10 h至恒重,然后称取20 g HDPE/木质纤维复合材料粒料进行组坯,在160 ℃,3.50 ΜPa条件下热压10 min,最终制备HDPE/木质纤维复合材料。用液体石蜡、甲基丙烯酸甲酯、NaOH乙醇溶液、邻苯二甲酸酐乙醇溶液、H2O2乙醇溶液处理的木质纤维,所制HDPE/木质纤维复合材料分别记作2A,2B,2C,2D,2E,对比试样(木质纤维未处理)记作2F。
HDPE/木质纤维粉复合材料:制备方法与HDPE/木质纤维复合材料相同,用液体石蜡、甲基丙烯酸甲酯、NaOH乙醇溶液、邻苯二甲酸酐乙醇溶液、H2O2乙醇溶液处理的木质纤维粉,所制HDPE/木质纤维粉复合材料分别记作3A,3B,3C,3D,3E,对比试样(木质纤维粉未处理)记作3F。
1.6 性能测试
拉伸强度按GB/T 4897—2015测试;胶合强度按GB/T 9846.12—1988测试。
2 结果与讨论
2.1 HDPE/木片复合材料的力学性能
从表1可以看出:与对比试样相比,木片经过处理后,HDPE/木片复合材料的拉伸强度和胶合强度都有所提高。采用5%(w)的邻苯二酸酐乙醇溶液和5%(w)H2O2乙醇溶液分别对木片处理后,木塑复合材料的力学性能改善最为明显,试样1D的拉伸强度为21.0 MPa,胶合强度为5.21 MPa,与试样1F相比,拉伸强度提高了19.3%,胶合强度提高了59.8%;试样1E的拉伸强度为21.7 MPa,胶合强度为5.01 MPa,与试样1F相比,拉伸强度提高了23.3%,胶合强度提高了53.7%。

表1 HDPE/木片复合材料的拉伸强度和胶合强度Tab.1 Tensile strength and adhesive strength of HDPE/wood chip composites
木片经过预处理后使HDPE/木片复合材料力学性能得到改善,是由于HDPE与木片之间的相容性得到改善所导致的。其中,液体石蜡改善HDPE与木材之间相容性的原理是减小HDPE与木片之间的极性差距。液体石蜡为非极性物质,涂覆于木片表面后,可降低木片表面的极性,使HDPE与木片之间的相容性提升。但由于液体石蜡本身与木片之间的相容性有限,因此对二者相容性的改善也并不明显,试样1A的力学性能改善也不明显。甲基丙烯酸甲酯进行共混增容的基本原理与液体石蜡类似,因此,试样1B的力学性能改善也不尽理想。NaOH和邻苯二甲酸酐对木片表面进行预处理,其目的是改变木片表面的酸碱性,通过提高HDPE与木片界面的酸碱匹配度,实现二者界面电子排斥和吸引作用的匹配度。结果表明,酸性界面更有利于提高二者界面之间的吸引力,因此,试样1D的力学性能改善明显。H2O2乙醇溶液对木片表面进行处理的主要机理是利用化学反应改变木片表面的化学基团类型,如将强极性的羟基氧化为极性较弱的羰基。这种通过化学反应改变木片表面极性的方法更有效和持久,因此,经过H2O2乙醇溶液处理的木片与HDPE的相容性更好。另外,在木塑复合材料制备过程中,高温条件下浸入木片的H2O2乙醇溶液也会进入到HDPE基体中,HDPE中含有的少量双键与木片表面的基团发生反应,使HDPE与木片之间通过共价键连接,因此,试样1E的力学性能改善也较为明显。
2.2 HDPE/木质纤维复合材料的力学性能
从表2可以看出:与试样2F相比,试样2A~2E的拉伸强度和胶合强度都有所提高,采用5%(w)邻苯二酸酐乙醇溶液和5%(w)H2O2乙醇溶液分别对木质纤维处理后,试样2D和试样2E的力学性能改善也最为明显。与试样2F相比,试样2D的拉伸强度(26.7 MPa)和胶合强度(7.92 MPa)分别提高了29.6%,70.0%;试样2E的拉伸强度(28.2 MPa)和胶合强度(8.68 MPa)分别提高了36.9%,86.3%。与试样1A~1F相比,试样2A~2F的拉伸强度和胶合强度都大幅提高。这是由于,与木片相比,木质纤维的比表面积更大,与HDPE的界面结合强度更高。另外,木质纤维均匀地分散在HDPE基体中,形成一个连续的承受外界载荷的网络结构,也有利于木塑复合材料性能的提升。

表2 HDPE/木质纤维复合材料的拉伸强度和胶合强度Tab.2 Tensile strength and adhesive strength of HDPE/wood fiber composites
2.3 HDPE/木质纤维粉复合材料的力学性能
从表3可以看出:与试样3F相比,试样3A~3E的拉伸强度和胶合强度都有所提高,采用5%(w)的邻苯二酸酐乙醇溶液和5%(w)H2O2乙醇溶液分别对木质纤维处理后,试样3D和试样3E的力学性能改善也最为明显。试样3D的拉伸强度为23.7 MPa,胶合强度为6.62 MPa,与试样3F相比,拉伸强度提高了25.4%,胶合强度提高了64.7%;试样3E的拉伸强度为24.2 MPa,胶合强度为6.88 MPa,与试样3F相比,拉伸强度提高了28.0%,胶合强度提高了71.1%。由于木质纤维粉的比表面积高于木片,因此与试样1A~1F相比,试样3A~3F的拉伸强度和胶合强度也都大幅提高。不过,由于木质纤维粉比表面积过大,分散在HDPE基体中可能会出现团聚现象,而且木质纤维粉本身承受载荷的能力不如木质纤维,因此,试样2A~2F的力学性能优于试样3A~3F。

表3 HDPE/木质纤维粉复合材料的拉伸强度和胶合强度Tab.3 Tensile strength and adhesive strength of HDPE/wood fiber powder
2.4 木质纤维含量对木塑复合材料力学性能的影响
采用H2O2乙醇溶液对木材进行表面预处理后,木材与HDPE的相容性及界面结合强度改善更为明显;与木片和木质纤维粉相比,木质纤维对木塑复合材料的力学性能改善更为明显。从图1可以看出:当木质纤维质量分数由5%增加到30%时,木塑复合材料的拉伸强度呈持续上升的趋势,由23.6 MPa提高到28.2 MPa。
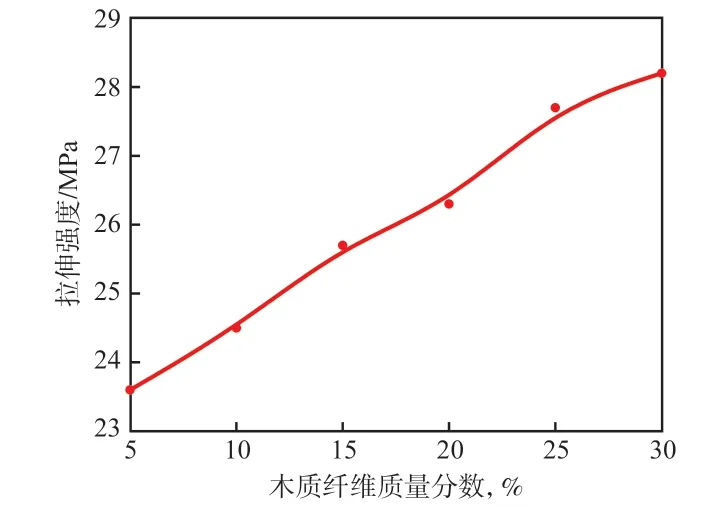
图1 木质纤维含量对木塑复合材料拉伸强度的影响Fig.1 Fiber content as a function of tensile strength of WPC
从图2可以看出:当木质纤维质量分数为5%时,HDPE基木塑复合材料的胶合强度为6.25 MPa;当木质纤维质量分数提高到30%时,HDPE基木塑复合材料的胶合强度达8.68 MPa。由于木质纤维在HDPE基体中的含量过高,也容易发生团聚现象,因此,未对木质纤维质量分数高于30%的HDPE基木塑复合材料的性能进行研究。
3 结论
a)采用5%(w)邻苯二酸酐乙醇溶液和5%(w)H2O2乙醇溶液对木材处理后,木塑复合材料的力学性能改善最为明显。
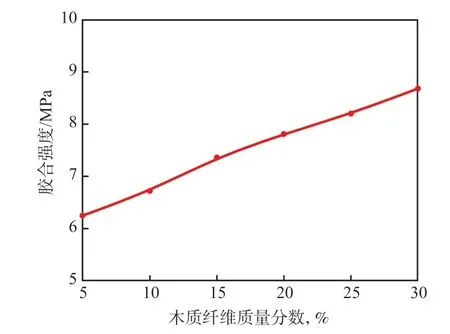
图2 木质纤维含量对木塑复合材料胶合强度的影响Fig.2 Fiber content as a function of bonding strength of WPC
b)与木片和木质纤维粉相比,HDPE/木质纤维复合材料的性能更为优异。
c)用5%(w)邻苯二酸酐乙醇溶液对木质纤维进行预处理后,木塑复合材料的拉伸强度为26.7 MPa,胶合强度为7.92 MPa;用5%(w)H2O2乙醇溶液对木质纤维进行预处理后,木塑复合材料的拉伸强度为28.2 MPa,胶合强度为8.68 MPa。
猜你喜欢
生物化工(2020年6期)2021-01-07 10:23:36
南方农业·上旬(2018年7期)2018-05-14 11:32:24
中国塑料(2017年2期)2017-05-17 06:13:14
材料科学与工程学报(2016年1期)2017-01-15 13:34:13
国际木业(2016年3期)2016-12-01 05:04:42
中国塑料(2016年3期)2016-06-15 20:30:00
童话世界(2016年17期)2016-06-13 02:27:10
中国造纸(2014年1期)2014-03-01 02:10:11
中国造纸(2014年1期)2014-03-01 02:10:06
山地农业生物学报(2013年1期)2013-10-23 11:58:48
