
100t BOF-LF-RH-CC 流程生产弹性挡圈用钢C67S的工艺实践
2020-03-27 07:20马兆红
中国金属通报 2020年20期
马兆红
(南京钢铁股份有限公司特钢事业部技术研发处,江苏 南京 210000)
弹性挡圈用钢要求具有稳定的化学成分、较高的纯净度,细晶粒、良好的力学性能。2014 年以前弹性挡圈用钢大部分依赖进口。为了实现国产化,2014 年11 月南钢采用二火材工艺,即电炉连铸320*480mm 大方坯-大棒厂开坯-带钢热轧,成功开发出弹性挡圈用钢C67S。并于2015 年6 月优化工艺改为一火材工艺,即电炉连铸150*150mm、150*220mm 小方坯-带钢热轧,生产C67S。为进一步提高产品市场竞争力,南钢于2018 年5 月开发出转炉150*150mm、150*220mm 小方坯-带钢热轧C67S。目前南钢已具有批量生产转炉C67S 的能力,实物质量达到国内先进水平,该品种市场占有率达80%。
1 C67S挡圈用钢生产工艺
转炉生产C67S 工艺流程为:100 吨氧气顶底复合吹炼转炉冶炼→LF 炉精炼→RH 炉精炼→150*150mm、150*220mm 方坯连铸→铸坯检验→钢坯切割→验收→加热→轧制→卷取→检验→喷字→入库。
1.1 转炉冶炼
转炉入炉铁水要求P ≤0.15%、S ≤0.15%。采用高拉碳工艺,防止钢水过氧化,终点[O]≤400ppm,C ≥0.08%,P ≤0.015%。冶炼过程中底吹Ar 搅拌,促进钢渣平衡。采用滑板挡渣出钢,出钢至1/3 加入脱氧剂和合金脱氧合金化。C、Si、Mn、Cr 含量按判定下限调整。按吨钢1.0kg 加入铝块沉淀脱氧,每炉加入改性精炼渣300kg 造渣。
1.2 LF 工艺
转炉出钢吹Ar 搅拌3min 后,吊包到LF 精炼工位开始炉外精炼处理。按吨钢0.2kg 喂入铝线沉淀脱氧,精炼过程中少量多批次加入高纯碳化硅扩散脱氧,每炉总加入量120kg 左右。为保证脱氧充分,钢中Als 含量按0.015%~0.040%控制,渣系采用CaO-SiO2-Al2O3,二元碱度控制在2.0~3.0 水平(见表1)。精炼过程中根据炉渣碱度和流动性适当补加石灰和萤石,并按目标成分调整合金成分。成分温度合格后,吊包到真空位处理。

表1 LF 精炼终渣成分和碱度
1.3 RH 真空处理
钢水经RH 真空处理,能够有效的去除钢中的氢、氧、氮气体,提高产品实物质量。真空处理真空度1mbar 以内,真空保持时间10min 以上。破真空后喂纯钙棒包心线100m,对夹杂物进行变形处理。喂纯钙棒包心线后软吹Ar 时间20min 以上,保证夹杂物充分上浮去除。
1.4 连铸工艺
连铸中间包采用整体水口、长水口Ar 封全保护浇铸,同时大包开浇前中间包吹Ar 处理,防止钢水二次氧化。使用高碳钢保护渣,保护渣少量多批次向结晶器内加入,保证结晶器保护渣渣面不见红。中包过热度10℃~30℃,150*150mm 连铸拉速2.0m/min~2.2m/min、150*220mm 连铸拉速1.3m/min~1.5m/min,采用恒拉速浇铸工艺。使用结晶器和末端电磁搅拌,浸入式水口插入深度120-150mm。结晶器液面自动控制,液面波动≤±6mm。
1.5 连铸坯质量分析
1.5.1 连铸坯化学成分分析
冶炼化学成分如表2 所示。由表可知,弹性挡圈用钢C67S冶炼化学成分控制波动小、有害元素含量低,有利于提高轧材加工热处理后的性能稳定性。

表2 C67S 冶炼化学成分/wt.%
1.5.2 铸坯低倍质量分析
(1)连铸坯低倍宏观检测:
C67S 连铸坯检测情况如表3 所示。

表3 连铸坯低倍检测结果
(2)铸坯低倍检验见图1。
图1 铸坯低倍
连铸坯低倍酸洗检验表明,铸坯质量良好,未发现角裂、皮下裂纹、皮下气泡、夹杂、缩孔等缺陷,中心疏松、一般疏松、锭型偏析等低倍缺陷级别在1.0 级以内,均满足GB/T699-2015 标准要求。
1.6 带钢轧制工艺
1.6.1 钢坯加热
加热炉内的气氛按弱还原性控制,烟气残氧量控制在3%以内。加热炉加热段控制在1060℃~1160℃,均热段控制在1060℃~1150℃,保证钢坯断面温差小于30℃。
1.6.2 轧制过程
铸坯轧制时,采用AGC 自动测量尺寸。初轧温度1020℃~1130℃,终轧温度890℃~960℃,终轧速度为6m/s。轧后钢带在平板链上空冷,卷取温度控制630℃~710℃。钢带卷取前检查表面质量和尺寸控制,并取样检验。
2 半成品及轧材检验
2.1 半成品检验
见图2。

图2 半成品水浸探伤
为了解内在质量,取初轧半成品厚度33mm试样,做水浸探伤检验,未见裂纹和大颗粒夹杂物缺陷,表明钢材内在纯净度较高。
2.2 轧材成品检验
(1)力学性能检测见表4。
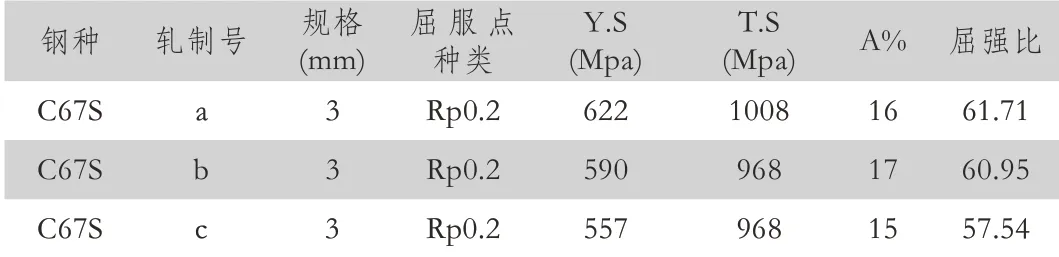
表4 力学性能检测结果
(2)硬度检验见表5。
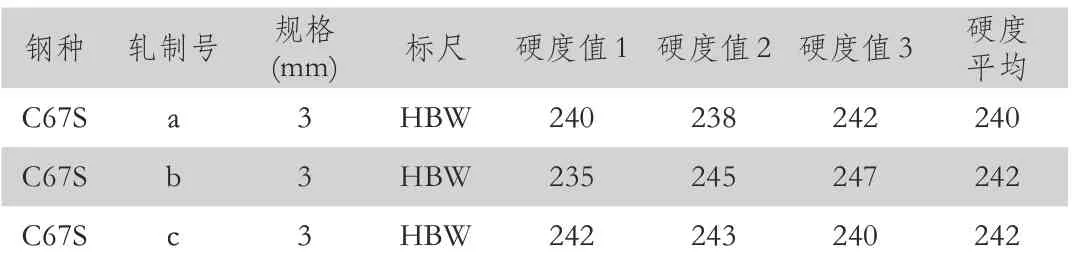
表5 硬度检验结果
(3)夹杂物级别检测。
检测结果夹杂物全部合格,如表6 所示。非金属夹杂物主要有:D 类细系0.5 级和D 类粗系0.5 级, B 类细系0~0.5 级,B 类粗系0 级;未发现A 类硫化物类、C 类硅酸盐类和DS 类单颗粒类。

表6 夹杂物检测结果
(4)脱碳层检验见表7。

表7 脱碳层检测结果
(5)气体含量。
气体含量检测结果如表8 所示。经RH 真空处理,弹性挡圈用钢C67S 成品材气体含量包括[H]在内全部控制很好。

表8 气体含量检测结果
3 结论
(1)100t 转炉-LF-RH-CC-热轧工艺生产的弹性挡圈用钢C67S,化学成分稳定,残余元素以及O、N、H 含量低,铸坯未见缩孔、裂纹、气泡和夹杂等缺陷。
(2)轧材组织细小均匀、内在纯净度较高、夹杂物含量低、脱碳层控制好,硬度、力学性能达标,表明转炉一火材轧制C67S产品完全满足加工弹性挡圈的技术要求。
猜你喜欢
安徽冶金科技职业学院学报(2022年2期)2022-08-09
安徽工业大学学报(自然科学版)(2022年3期)2022-07-14
铸造设备与工艺(2022年2期)2022-05-27
天津冶金(2022年1期)2022-03-02
铝加工(2021年1期)2021-12-02
天津冶金(2021年4期)2021-08-18
装备维修技术(2020年6期)2020-11-20
装备维修技术(2020年6期)2020-11-20
数学大王·中高年级(2020年9期)2020-09-21
科学与财富(2017年4期)2017-03-18
