
锚具夹片自动切割装置的结构设计与控制研究
2020-03-26 15:14阮学云
机电工程技术 2020年2期
王 军,阮学云
(安徽理工大学,安徽淮南 232000)
0 引言
随着我国工业水平的不断提升,科学技术水平的不断提高,在预应力工程中锚具扮演的角色越来越重要,例如煤矿中的井下支护设备的安装,桥梁建筑的安装等都离不开锚具[1]。而在夹片锚的使用过程中,夹片是最重要也是最常用的部分。同时对于夹片的加工方法也进一步提出了要求,面对庞大的需求量,其加工的工作效率以及精度需要进一步提高。本文为提高加工工作效率和精度做了一些研究,并设计了锚具夹片的加工装置[2]。
1 结构组成及工作原理
1.1 结构组成
装置整体结构如图1所示。
(1)支撑机构
由一个四角支撑底座平台以及4个直角立柱通过焊接在底座平台上,其中底座用来安装下液压缸、电机机架、下料槽等构件。
(2)夹紧机构
夹紧机构包括2个液压缸、工件固定芯轴、液压推杆杆头固定块,以及上液压缸十字固定板。液压缸十字固定板通过直角连接板固定于四周立柱上,进而固定上液压缸缸体。
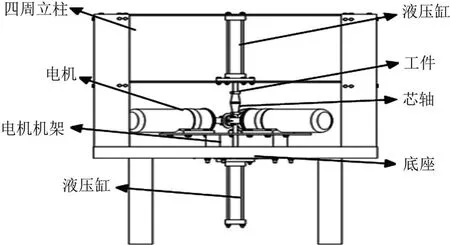
图1 锚具夹片3等分自动切割装置三维图
(3)切割机构
主要由交流电机、电机套、电机机架、专用锯片、接触开关和继电器组成[3-4]。电机机架通过底座上的孔进行定位,3个电机所配的锯片呈120°夹角布置,电机套安装于电机机架上用于固定电机。
(4)液压系统
由2个规格相同的液压缸、电磁换向阀,节流阀,单向阀等组成。通过液压系统与PLC系统的结合实现上液压缸快进给动作与慢进给动作与两个液压缸的同步进给的工作。
(5)PLC控制系统
主要是将电机、电磁换向阀、继电器、电源开关、限位开关与PLC相连,进而通过编程对整个切割工作进行控制,实现锚具夹片切割工作的自动化[5]。
1.2 工作原理
该装置完成切割,是靠电机的运转带动锯片旋转实现切割的主运动,同时依靠双液压缸对工件进行夹紧,且提供工件切削的进给运动。整个切割过程由PLC控制,能够实现从装夹工件到加工后工件脱落整个过程的自动化,不需要人工操作。
2 锚具夹片自动切割机工作过程
该装置的切割过程主要分为以下几个部分:工作开始前、工件的装夹工作、工件切割过程、工件脱落过程,4个过程为1个工作循环。
(1)工作开始前
工作开始前上液压缸与下液压缸均处于未推出状态,其状态图如图2所示。
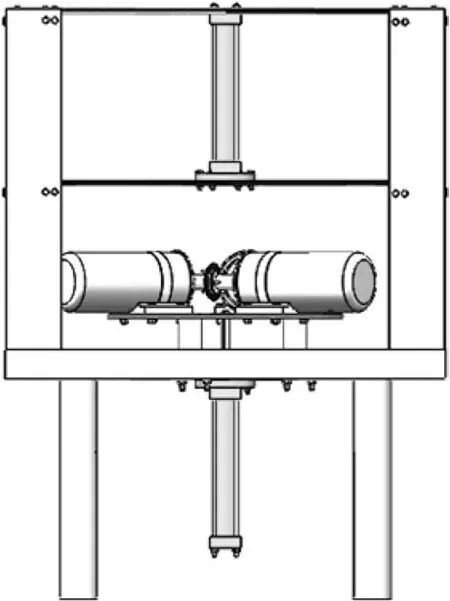
图2 工作开始前状态
(2)工件的装夹过程
首先由PLC控制上液压缸推杆推出,同时焊接在推杆上的芯轴也一并推出,当芯轴到达工件安装处时,触碰接触开关,此时开关信号传递给PLC系统,上液压缸停止运动。等待安装工件,待工件安装完成后,由PLC控制的下液压缸推杆推出对工件进行夹紧工作。各步骤状态图如图3所示。
(3)工件切割过程
等待装夹工作完成后,PLC控制的电机开关使电机运转,PLC同时给控制上液压缸与下液压缸进给的电磁信号,上液压缸伸出,下液压缸缩回,速度相同,工件在上液压缸与下液压缸共同作用下,在保持相对夹紧的状态下,一一通过锯片完成切割[6-7]。图4所示为切割过程图。

图3 工件装夹过程图

图4 工件切割过程
(4)工件脱落过程
当切割完成时,此时下液压缸完全缩回,如图5所示。同时切割完成后的夹片脱落至下料槽,随后沿下料槽滑至下料口,脱离工作区以外,落入工件收集箱。

图5 工件脱落过程
3 控制系统设计
3.1 控制系统方案
为了实现锚具夹片自动切割加工,经分析,确定锚具夹片自动切割的工作循环如图6所示。设计的控制系统主要由PLC控制器、工业触摸屏、交流电机、电磁换向阀、继电器、电源开关,限位开关组成[8],控制系统结构示意图如图7所示,其运行原理:操作人员通过工业触摸屏设置所需的交流电机旋转速度和进给速度等参数,电机启动,上料,通过电磁换向阀控制液压缸夹紧工件,通过两个液压缸同步运动实现工件进给,切割完成,电磁换向阀控制液压缸回程松开工件,工件掉落。

图6 锚具夹片自动切割机工作循环图

图7 控制系统结构示意图
3.2 PLC控制程序设计
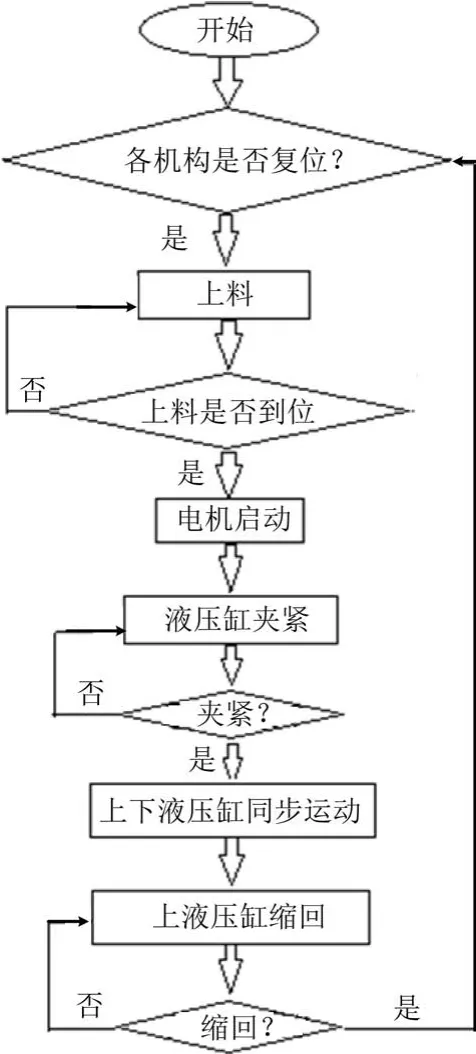
图8 PLC控制程序流程图

表1 I/O分配表
为实现锚具夹片自动切割机的工作循环,制定了PLC控制程序流程图与I/O分配表,如图8和表1所示。在启动锚具夹片自动切割机后,上液压缸与下液压缸、3个交流电机、芯轴及上液压缸行程间的限位开关是否复位,若未复位则需复位后再次检测,若复位完毕,则上料,检测工件上料到位后,电机启动,PLC给电磁换向阀发送信号,液压缸夹紧工件,限位开关触发,检测到工件是否夹紧,若夹紧,PLC给电磁换向阀发送信号,上下液压缸同步运动进给工件,直到工件切割完成,上PLC给上液压缸电磁换向阀发出信号,上液压缸缩回,检测是否缩回,若上液压缸缩回完毕,等待下一批工件上料,完成一个工作循环。
4 结束语
本文采用新的设计思路,设计新型切割装置,3个电机驱动散片刀具,使刀具具有自动切割工件的功能,且速度可调;运用PLC与液压系统相结合实现双同步液压缸夹持输送锚具夹片功能,且进给速度、夹持力可调;工作时自动保证工件夹紧功能,且刀具切割等分数量、切割速度和压力均可调[2];切割结束时液压缸受PLC控制自动结束对工件施加的夹持力,锚具夹片由于重力自动向下运动,保证切割成品自动离开工作面,自动化程度高,生产效率高,解决了现有的锚具夹片切割作业的精度不高,生产效率低的问题,降低了操作人员的劳动强度和生产成本。该机还具有结构紧凑、操作简单、维护便捷等诸多优点,可克服锚具夹片切割现有技术的缺陷。
猜你喜欢
科学技术与工程(2022年36期)2022-02-13
科学技术与工程(2022年33期)2022-02-03
天津建设科技(2021年4期)2021-09-13
建材发展导向(2019年10期)2019-08-24
现代制造技术与装备(2018年6期)2018-07-27
电子制作(2016年19期)2016-08-24
建筑工程技术与设计(2015年8期)2015-10-21
——钢绞线的断束断丝的防治及发生时采取的措施
山东工业技术(2015年3期)2015-07-26
液压与气动(2015年6期)2015-04-16
筑路机械与施工机械化(2014年2期)2014-03-01
