
创新创业背景下三维打印技术的应用*
2020-03-24 03:27:48武志鹏
机械制造 2020年3期
□ 武志鹏
武汉技师学院 机电工程系 武汉 430051
1 三维打印技术对产品开发的影响
一个产品从创意到实物,需要经历概念构思、设计制图、制造安装和调试优化等阶段,不同阶段需要不同的知识结构与硬件设施来支撑。即便是拥有相关知识结构的专业人员,也很少具备整套工艺装备,而多方协作会增加产品开发的成本,延长产品开发的周期,最终会消磨人们对于产品创新的激情。如今,借助三维打印技术,人们能够简单快捷地将大脑中的设计思想转换为现实中具有特定功能的产品原型或零件,这是一种高效、低成本的实现手段。如将三维打印技术与计算机辅助设计技术、蓝牙通信技术和单片机技术相结合,开发出智能家居产品,则可以极大提升人们创新创业的热情与效率,并改善人们的生活质量[1-2]。
1.1 设计阶段
设计软件功能强大,可以绘图、建模、装配,甚至可以根据材料参数进行运动仿真分析结构特性,但是需要设计人员具有专业的背景知识,并不利于“万众创新”。而且,在计算机中进行操作,始终没有现实物体能让人产生感性认识。
图1所示为某智能家居系列产品中的无线遥控开关,这一装置通过蓝牙通信,内置5 V锂电池供电,采用罩扣式安装,能够在不破坏原有墙面、不改动原有布线的前提下,将传统家用开关面板与移动智能终端联网,进而扩展功能,如无线遥控、定时开关等。蓝牙通信模块、电池均为成熟技术,直接采购使用。应用三维设计软件完成曲柄滑块机构、外壳及基座的设计与建模,然后采用三维打印技术完成装置的原型制作及功能验证。
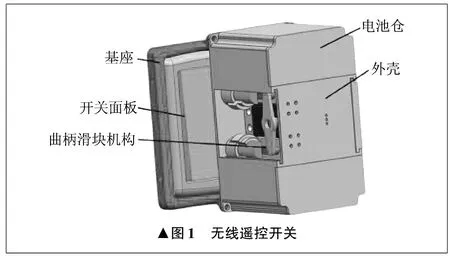
▲图1 无线遥控开关
设计零件时,必须要考虑零件的可制造性。装置的外壳采用塑料材质,若通过三维打印技术制造,则外壳可以为整体零件。相比之下,传统机械切削制造方法需要将外壳设计为镶拼结构,零件数将是三维打印的5~10倍;若采用模具制作,则原型制作成本更高。采用三维打印外壳,可以将曲柄滑块机构的机架、电池仓等集成在外壳壳体上,而不需要考虑深径比和最小圆角,从而有效提高装置的可靠性,减轻装置的整体质量,这是传统机械制造背景下开展零件设计无法达到的。
1.2 制造阶段
无线遥控开关的外壳及内部结构零件需要定制加工,传统上,根据零件结构和材质的不同,可以选择机械切削加工或者模具成形加工。传统机械切削加工技术属于减材制造,制订加工工艺时需要着重考虑零件的材质和结构,还要考虑所用的刀具及其装夹方式、刚性、排屑等因素。传统的机械制造根据不同的被加工零件结构特征,往往需要不同的专业人员操作不同的专用设备,产品改型、工艺流程改变对生产活动的影响较大。模具成形工艺需要先制作模具,还需要配套的压力机或注塑机,当产品改变后,模具也要修改,生产成本高。
三维打印技术属于增材制造,按成形工艺不同,有激光烧结法、熔融堆积法、光聚合法等。低成本的家用型三维打印机多采用熔融堆积法,原料一般为现状卷料,材质是丙烯腈-丁二烯-苯乙烯(ABS)塑料或聚乳酸(PLA)塑料。三维打印从底面层层堆积而成,对产品的结构特征并无太多要求,一套工艺装备可以生产出形状各异的零部件,极大提高设备的通用性。即使某些部位存在倒锥,也可以通过添加支撑,待打印完成后再去除支撑的工艺方法来解决。笔者设计的外壳零件采用PLA塑料熔融堆积法低成本家用型三维打印机制作,支撑工艺如图2所示。
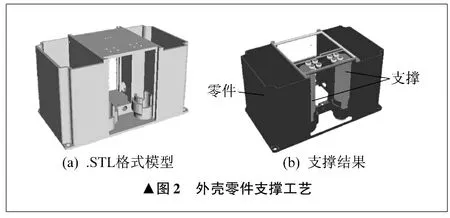
▲图2 外壳零件支撑工艺
值得注意的是,虽然相对于传统机械切削加工,三维打印产品精度不高,打印速度慢,表面质量差,但是对于整体结构复杂程度高的零件,可以简化打印过程。此外,家用型三维打印机单机价格逐步降低,设备自动化程度高,操作简单,打印工艺受产品结构影响不大,无论是圆孔、方孔、锥孔,还是圆柱、方台、棱台、锥台、曲面,都可以用一台打印机完成,而且不需要专人看护,可以白天工作时完成产品的设计优化,晚上睡眠时完成打印制造。
2 三维打印工艺流程
三维打印工艺流程如下:采用Cura切片软件,根据设定的层高参数将三维数模沿Z轴方向层层切割,得到一系列不同层高上的零件二维截面轮廓图;根据设定的填充密度、壁厚等参数计算填充截面所需的轨迹长度,进而得出打印时间和耗材用量;基于以上数据生成G代码,传输至三维打印机中运行;打印完成后需要对打印件的外观进行处理,如除支撑、除毛刺、抛光、喷漆、上色等。三维打印工艺流程如图3所示。
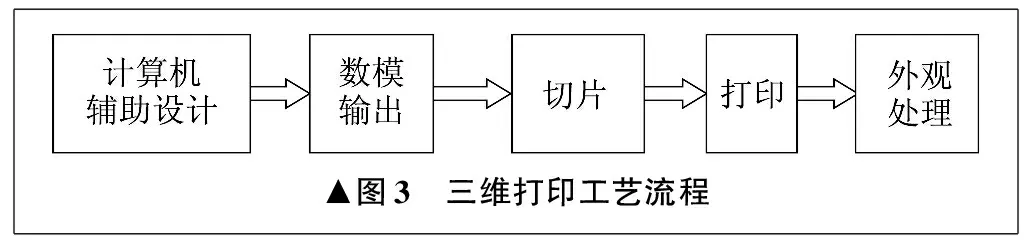
▲图3 三维打印工艺流程
2.1 数模输出
采用熔融堆积法三维打印工艺时,为了保证打印过程的稳定性与产品的平整度,零件与工作台应紧密粘附,这会导致打印完成后零件难以剥离,而且零件飞边、毛刺难以处理。一个可行的方法是在零件底边四周添加半径为1~2 mm的圆角特征,这样有助于零件打印完成后进行剥离,也更容易去除飞边、毛刺。
确定三维打印能够满足零件制造工艺要求后,需要进行数模输出。通常情况下,可以采用CATIA、SolidWorks、NX等计算机辅助设计与制造软件将数模转换为三维打印所需要的.STL格式文件,然后应用Cura等软件进行切片处理。
需要注意的是,应用计算机辅助设计软件进行.STL格式转换时,所设置的误差值会对三维打印工艺产生影响。以笔者设计的外壳零件为例,采用NX软件设定六组不同的三角误差和邻接误差输出.STL格式文件,在Cura软件中设定相同的打印参数,相关数据见表1[3-4]。
由表1可知,不同的误差值决定了.SIL格式文件大小、打印时间与耗材用量,较小误差值时,需要较长的打印时间。同时也能看出,误差值处于0.1~0.001 mm时才会对.STL格式文件大小、打印时间与耗材用量产生影响。

表1 外壳零件三维打印数据
2.2 切片
切片时主要考虑两个方面的问题,分别是设备的硬件配置及性能参数、零件的外部形状及内部结构[3]。
常见的三维打印机,机械结构有并联臂结构和正交轴结构两种,行程范围和运动特性各有不同,应根据实际情况在Cura软件中进行相应预设置。移动物体的质量越大,移动时所产生的运动惯量也越大,为了确保设备的稳定性及打印精度,需要确定设备是近程出丝还是远程出丝,零件移动还是挤出头移动。由于远程出丝的送丝机是固定不动的,喷嘴质量轻,运动惯量相比近程出丝小,因此笔者采用正交轴结构近程出丝三维打印机,如图4所示。

▲图4 正交轴结构近程出丝三维打印机
喷嘴的直径对打印工艺也有较大影响,大直径喷嘴打印效率高,但不适用于结构复杂的小型零件。需要注意的是,切片的层高应小于喷嘴直径,一般取喷嘴直径的50%作为层高。切片层高小时,零件表面质量好,层间接合性好,但是打印时间长。切片层高大时,零件打印时间短,但是打印质量差。还应考虑打印设备是否配备加热台,因为经喷嘴喷出的塑料直接冷却至室温时会产生较大的内应力,可能导致零件翘曲变形,尤其是在采用ABS塑料材质的原料时。使用加热板作为工作台,可以有效避免或减轻上述问题。在工作台上贴一层美纹纸,也能增大打印零件与工作台之间的附着力。打印完成后,美纹纸还有助于从工作台上剥离打印零件[5]。
由于挤出机构的工作效率远低于直线轴的移动速度,因此设置较快的打印速度会使零件表面质量急剧降低,合理的打印速度是坐标轴移动速度和喷嘴出丝速度的线性组合。
温度是熔融堆积法三维打印工艺中的一个重要指标,不同材质的线材需要不同的熔融温度。为了提升打印效率及质量,挤出并堆积的零件需要快速冷却定形。同时,零件的整体结构又需要保持一定的温度,以避免快速冷却造成的翘曲变形等缺陷。温度参数由三个分量组成:加热温度、散热效率和热台温度。
零件外形决定了数模的切片姿态,以大面或零件工作面作为基面开始切片,能保证打印过程的稳定性和零件工作面的平面度。由于支撑工艺会对零件表面质量造成不利影响,因此对于需要添加支撑的打印场合,支撑应布置在零件内部结构面上。对于孔轴类零件,应尽量使轴线垂直于工作台面,以避免层层堆积所产生的误差积累对圆柱度的影响[6]。
对于大型零件,尤其是由体素特征组合而成的零件,直接整体打印会超出设备行程范围,层层堆叠时悬空处需要添加支撑,而且低成本家用型三维打印机一般不具备断点继续功能,平均无故障时间指标低,设备故障或电源故障会导致前功尽弃。一个解决方法是先将数模拆分为多个零件打印,然后通过粘接、过盈、卡扣或螺钉等方法拼装起来[7]。
2.3 外观处理
目前,低成本家用型三维打印机使用的打印材料主要有ABS塑料和PLA塑料,这两种耗材具有价格低、对设备要求低、工程性能好等优点,能够以较低成本显著提高设计、制造效率,但是打印零件的结构性缺陷、表面粗糙和塑料感是难以避免的缺点,需要外观处理形成零件成品。
按不同工艺装备,打印零件外观处理工艺可以分为三个阶段。第一阶段是打印完成后使用美工刀、什锦锉或砂纸等工具对打印零件进行去支撑、去毛刺处理,优点是工具简单、操作方便,缺点是劳动强度较大、细节角落不好处理、表面质量提升不大。第二阶段是采用热风机软化打印零件,然后用手工或工具平整外观,或采用丙酮蒸汽腐蚀塑料件表面,进而达到提高表面质量的目的,优点是劳动强度小、可以处理细节部位,缺点是热风机的温度过高会导致零件熔融变形,而且丙酮蒸汽易燃易爆,具有危险性。第三阶段是表面喷漆处理,采用金属漆可以使塑料件具有金属质感,若条件允许还可以采用塑料电镀工艺,但是这类工艺对环境污染较大[8-10]。图5所示为经过第一、第二阶段处理后的打印零件。
3 技术展望
需要注意的是,三维打印技术适用于单件小批量生产,尤其适用于改革创新阶段的产品制造。由于低成本家用型三维打印机精度低,打印零件难以与标准件配合,因此不能替代模具量产。另一方面,受材质的限制,三维打印可以生产的产品种类也较少,一摔就碎是三维打印产品的一个重大缺点。对此,三维打印技术经济化的一个重要途径是研发耗材。目前,家用型三维打印机的耗材除ABS塑料和PLA塑料外,还有木质耗材、柔性橡胶、导电材质耗材等。
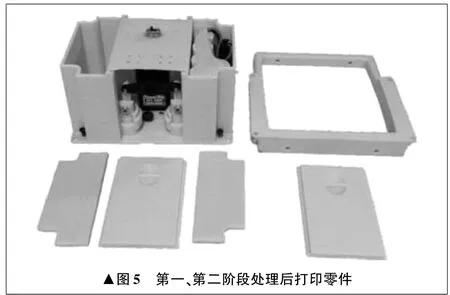
▲图5 第一、第二阶段处理后打印零件
随着耗材种类的增加,三维打印机需要在不同耗材之间进行切换,因而设备附件标准化是三维打印机发展的一个重要趋势。可以将不同材质、不同颜色的耗材配合不同喷嘴直径,集成为一个工艺包。设备系统柔性化程度的要求也进一步提高,如耗材任务包能由程序控制自动切换,控制系统应具备断点继续功能,这样可以有效避免因为停电等原因而造成的零件报废。同时,三维打印技术也不应仅限于从无到有的生产模式,在已有的基体上进行添加性打印也是一种降低创新成本的方式。
当然,成本再低的创新创业活动也会不可避免地产生污染、浪费,耗材加热过程中会向外界释放有毒气体,悬浮在空气中的塑料粉尘颗粒会对人体造成伤害,导电材质耗材可能会对设备造成损坏,密闭的设备空间同样不利于打印零件的散热。对此,三维打印机可以配备空气过滤、静电除尘功能。另一方面,产品原型制作应首先选择可降解材料及热塑性材料,进而提高创新创业过程中的环境友好性。
4 结束语
三维打印技术可以快速、低成本地将设计方案转化为现实物品,使设计理念和原型制作有机结合,对产品开发过程中的模型设计、制造工艺具有较大影响。这项技术大大缩短了新产品的研制周期,降低了新产品的研发成本,能够实现产品订制,满足人们对个性化产品的需求。三维打印技术能够充分发挥人们的想象力和创造力,也可以帮助人们结合实物模型进行优化设计,快速制作出实物产品,加速设计构思的迭代,有助于激发大众的创新意识与创业热情[10-15]。
笔者基于三维打印技术设计并制作了无线遥控开关,采用过盈配合安装至开关面板。装置整体质量轻,具有一定弹性,拆装过程中不会划伤原有面板。这一无线遥控开关作为笔者学院机电系作品参加第一届湖北省技工院校创业创新大赛,获得第一名。
猜你喜欢
华人时刊(2022年7期)2022-06-05 07:34:00
华人时刊(2022年5期)2022-06-05 07:32:46
华人时刊(2022年1期)2022-04-26 13:39:54
装备制造技术(2019年12期)2019-12-25 03:07:36
模具制造(2019年7期)2019-09-25 07:30:00
中国医院院长(2017年9期)2017-06-15 12:59:23
山东工业技术(2016年15期)2016-12-01 05:30:54
发明与创新(2016年34期)2016-08-22 03:00:46
中国塑料(2016年7期)2016-04-16 05:25:55
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27 06:31:43
