基于自动焊45JPH 提速的焊装生产线设备节拍规划
2020-03-24 13:12肖勇
设备管理与维修 2020年2期
肖 勇
(上汽通用五菱汽车股份有限公司,广西柳州 545007)
0 引言
生产线平衡率是保证生产效率的主要指标,影响生产成本的高低[1],生产线的节拍依靠人和设备,按照规划的动作时序图有序实现。其中设备动作时序包括各单体设备的联动时序和设备自身的节拍,而设备的节拍需要靠设备自身的选型设计实现,选型设计的优劣决定了设备的运行稳定性和节拍能力是否满足生产线按节拍正常运转的需求。
某汽车制造厂焊装生产线在爬坡过程中3 轴自动焊频繁出现电机过载报警,无法达到节拍,本文以自动焊45JPH 提速为例,阐述生产线设备的节拍规划方法。
1 自动焊节拍规划
自动焊的组成部分主要有机械系统、电气系统、辅助系统(润滑、防尘等装置)。其中电气系统决定设备动作的实现,辅助系统作为设备的后勤保障,但真正决定系统稳定性和性能的主要还是机械系统。自动焊面临的频繁过载的主要报警原因属于典型的机械系统问题,与元器件的选型和装调质量息息相关。
1.1 电机节拍规划
自动焊机械系统通用的设计流程见图1。针对当前自动焊的过载报警问题,主要体现为电机性能达不到节拍提升的要求,这里以电机选型阐述其与节拍匹配的关系,通过45JPH 对自动焊的时间限定来优化电机选型,提升节拍。
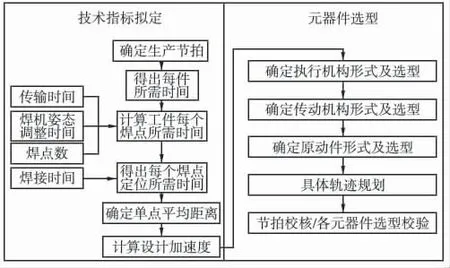
图1 自动焊机械系统通用设计流程
1.2 设计加速度规划
加速度值不仅关系着自动焊系统的运动稳定性,更是与自动焊的节拍直接相关。
首先设自动焊的生产节拍为XJPH,则每件生产时间为T0=s,效率为η,则有效时间为。
在该工位上,工件的传输时间为T1,焊机从初始位置到焊接平面、从焊接平面返回初始位置以及焊机姿态调整的总时间为T2,共有Z 个焊点。由此可以算出每个焊点所需时间T=。每个焊点的焊接时间为T3,则焊点定位时间为T定位=T-T3=(-T3)s。按照匀加减速运动控制模式,相同时间值下,焊点之间距离越大,加速度要求越大。设最大焊点跨距为S,由公式2得最大加速度为[2]:
自动焊实际工作时主要参数:焊接16 点,45JPH 下给定运动时间为38 s,共行走21 步,单步平均距离S=52 mm,T2(起止时刻进出枪+程序处理+误差)=5 s,T3(焊接42 周波+开关枪0.6)=1.44 s,计算得定位最大允许时间T定位=0.474 3 s,进一步计算得出45JPH 下自动焊的最小加速度a=0.924 7 m/s2。
因整个焊接循环过程中,点与点之间的轨迹不可能完全相同,其运动时间、加速度值、最大速度会存在差异,需要在后期所有机械元器件选型结束后,根据具体的轨迹再次进行节拍校核。
1.3 伺服电机选型
如图2 所示,展示伺服电机选型过程中主要校核的几个性能指标。以自动焊X 轴为例,计算当前AB MPL-B220T 0.62 kW伺服电机的各主要选型参数(表1)。可以看出除了最高转速满足要求外,惯量比、有效转矩和最大实际转矩均超过了额定值,当前电机不满足45JPH 提升需求。

图2 伺服电机选型基本流程
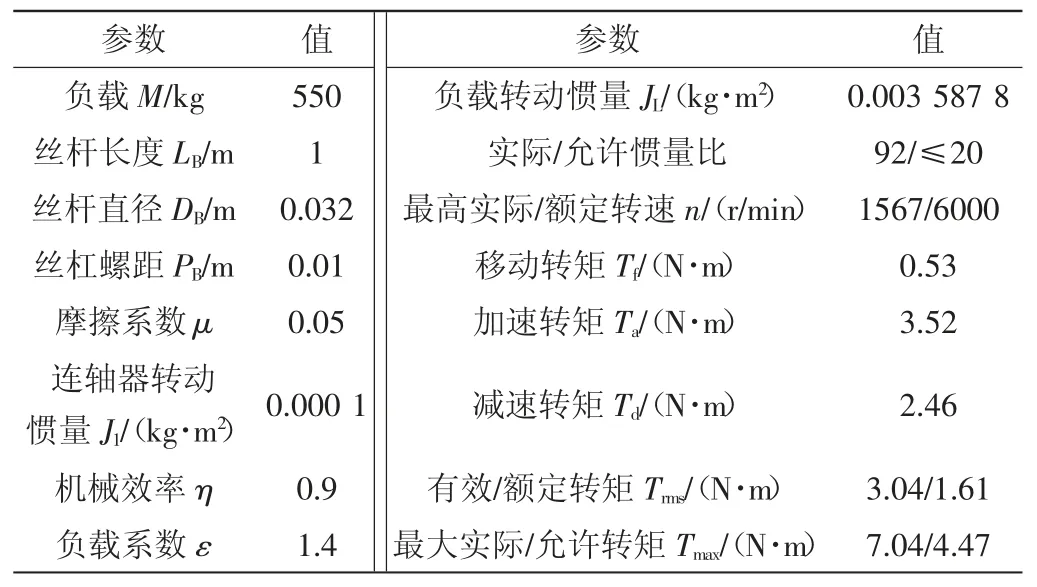
表1 AB MPL-B220T 0.62 kW 伺服电机主要参数值计算
1.4 节拍规划
受采购周期影响,能够满足生产爬坡要求的时间节点只有AB MPL-A320P 1kW,以自动焊X 轴为例进行45JPH 节拍规划,有2 个方案:只使用1 kW 电机,使用1 kW 电机+速比为4 的减速机。结合前文论述的计算方法,计算结果见表2,分析如下。
(1)组数1。运动距离一定、1 kW 电机驱动负载时,惯量比远远超标,对于电机启停时的加减速冲击很大,电机响应慢,工作很不稳定,故此方案直接淘汰。
(2)组数2。运动距离一定,基于表2 的许可时间、最小加速度,电机的最大速度在超标情况下才可以完成在0.474 3 s 内走完0.052 m 的行程。从组数2 的数据可以看出,电机转矩还有一定的利用空间,这与加速度有关,而加速度又影响着运动时间,即节拍的提升。
基于既定的机械结构和电机,下面具体探讨45JPH 节拍提升的可能性,以及电机的性能极限,作为整个设备组成的一个关键部分,这对于整个系统的性能衡量尤为重要。
(3)组数7。运动距离、最大运动时间、加速度如表2 取值,电机的最大转矩达到许可极限值。对比组数2、3、4、5 的数据,可知加速度值越大电机实际转矩越大,故此电机配合速比4 的减速机后最大加速度值不允许超过5.035 2 m/s2。
(4)组数3、4、5、6。运动距离、最大运动时间、加速度如表2 取值,电机的最短允许时间为0.386 s,否则最大速度将超标。运动距离一定时,电机在不同加速度情况下有着对应的最小允许运动时间。由组数5、6 得知,对既定电机,加速度提升到一定值后对于节拍的影响提升较小,但对电机性能影响较大,所以在许可范围内,不是加速度越大速度提升越明显。综合系统性能和节拍,推荐使用组数3、4 的数据值,建议不要超过组数5 的数据值。
总结:基于单步序的最大允许动作时间,AB MPL-A320P 1kW+速比4 的减速机,可以满足45JPH 节拍要求(基于平均跨距0.052 m),实际上还需要用同样的方法对于表1 中各步序进行最终的节拍校验,这里不再详述。
1.5 主要机械组件节拍规划概述
上文阐述的电机仅仅是整个自动焊机械系统的重要元器件之一,此外还有丝杆、导轨滑块、轴承、焊钳等,均需要按照相关设计方法和进行匹配性节拍规划,限于篇幅不再详述。
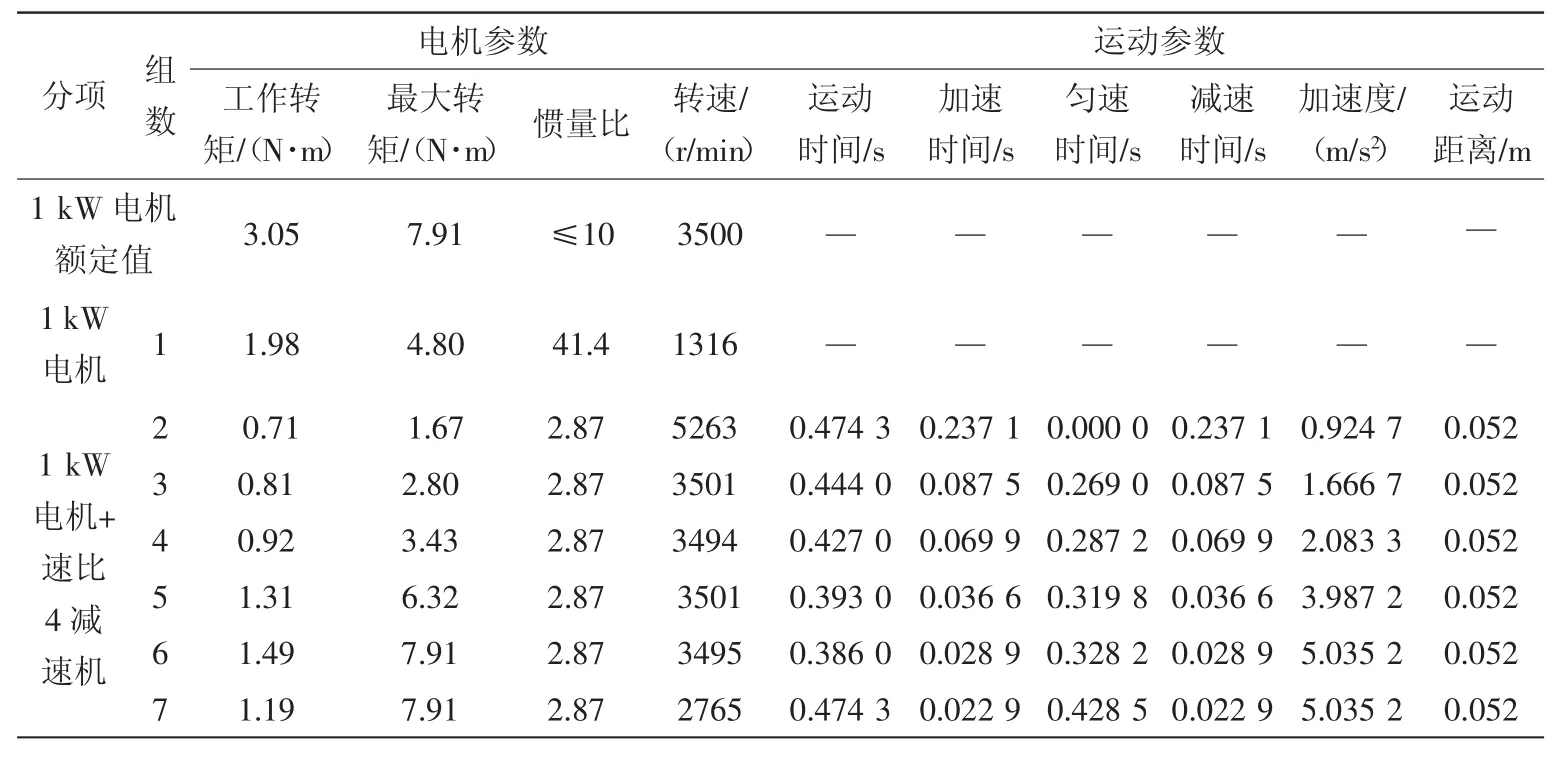
表2 45JPH 各方案节拍规划计算结果
2 结论
以伺服电机的节拍规划为例,探讨以下内容。
(1)自动焊的节拍规划和伺服电机的性能评估方法,可用于指导其他相关元器件的匹配性设计,对于组成生产线并实现生产线节拍的各设备的节拍规划有较大参考意义。
(2)基于以上分析,通过更换伺服电机及减速机后,生产线已实现按照45JPH 稳定运行。
猜你喜欢
北京工业大学学报(2021年9期)2021-09-14
微特电机(2020年11期)2020-12-30
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
汽车工程(2019年2期)2019-03-11
中国机械工程(2018年19期)2018-10-22
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
中学数学研究(广东)(2018年23期)2018-03-05
电子制作(2016年1期)2016-11-07
中国诗歌(2013年4期)2013-08-15