
AFIS纤维测试仪分析生条棉结CV值高的原因
2020-03-23 07:16马彩红
纺织器材 2020年1期
马彩红
(西安纺织集团有限责任公司,西安 710025)
1 USTER AFIS PRO 2测试仪及原理
1.1 USTER AFIS PRO 2纤维测试仪
USTER AFIS POR 2纤维测试仪是一种高级纤维信息测试系统,可自动对棉结(籽皮棉结、纤维棉结)数量及大小、短纤长度和含量、纤维的成熟度、杂质、灰尘及异物等含量进行测试。测试报表可帮助使用者对前纺工序进行过程控制,对设备的运行状态、优化设置和保养进行提升。
USTER AFIS PRO 2纤维测试仪的模块配置:① 棉结模块,测量原棉、筵棉和棉条中的纤维棉结和籽皮棉结的数量及大小;② 长度和成熟度模块,测量原棉、筵棉和棉条中纤维的长度和成熟度;③ 杂质模块,测量棉纤维中灰尘和杂质的数量和大小[1]。
1.2 测试原理
纤维试样通过喂入罗拉进入纤维分离器,纤维分离器将纤维和杂质进行分离,分离后的纤维通过加速喷嘴加速,通过光学测量区,若测量信号不满足棉纤维标准信号则被划分为纤维棉结、籽皮棉结、灰尘或杂质[2]。
2 AFIS测试生条棉结CVw值的试验及分析
2.1 AFIS生条棉结CVw值
棉花作为一种天然纤维,在采摘、轧棉过程中,不同品种的内在差异会引起测试结果的不同。涉及以下两个概念。
a) 准确性:一组天然纤维试样中棉花的某些性能的标准值是未知的,因此,测试结果的准确性通常由所谓的循环对比测试来描述,通常用一组棉样多组测试结果对比其一致性程度。
b) 精确性:定义为测试结果的一致性程度,描述同一棉样测得的一系列结果中,测试结果的再现程度。这种测试结果会因棉花产地的不同得出不同的变异水平[3]。另外,当测试棉条时,这些变异会改变,因为在纺纱过程中纤维的排列顺序会发生大的改变。这种测试结果变异(CVw)值是基于对相同试样重复测试5次得出的。这种变异系数水平还取决于被测棉样中的棉结数。且棉包和筵棉与棉条相比,变异之间也存在着不同,随着棉结数的减少,变异会增加。在棉包、筵棉和棉条中,USTER AFIS POR 2测得棉结数的5次测试结果的最大变异CVw值对比,如图1所示。
美的以赊销或分期收款方式进行结算,纳税义务时间就是合同约定的收款日期。公司可以对短时间内无法收回的货款采取这样的结算方式,从而延期确认收入,减少当期应缴纳的所得税。以美的2017年7月发生的销售业务为例,当期销售了价值600万元的商品,假如合同约定付款期限为一年,每季度初支付150万元,则该笔业务在2017年应确认的收入为300万元,相应的应纳税额为75万元。与直接收款的方式相比,采取赊销或分期收款方式,美的可以递延缴纳的税额为75万元,可以利用这笔资金为企业创造更多的收益。

图1 5次测试结果的最大变异CVw值对比
结合概念,本文将探讨生条棉结变异系数(CVw),即测试结果的“精确性”。
2.2 影响AFIS测试生条棉结CVw值的因素
2.2.1 抓棉不匀与梳棉棉结的关系
a) 原料中棉纤维的长度、线密度和成熟度对棉结的生成有影响。在纤维长度和其他物理指标相近的情况下,成熟度和线密度是影响棉结的重要因素。成熟度系数增加,纤维变粗,梳理过程中不易产生棉结,这是由于纤维变粗,梳理区单位截面内纤维根数变少,纤维分散度好,伸直平行度好,抗弯、抗摩擦纠缠能力强,不易产生棉结。
b) 配棉时,回花和下脚料的使用也是导致棉结上升的因素之一。因为回花和下脚料中的短绒、不成熟纤维多,加上反复加工,纤维强度降低,更易产生棉结。
试验一。因为清梳工序工艺流程较长,故我们选用单批棉花代表生产过程中抓棉异常,正常生产抓棉至1/2包时作为抓棉正常,通过2种试验条件验证抓棉不匀对生条棉结的影响。
选用纺纱一致性好的一批棉花,对比抓包1/2处时同台梳棉机纺生条AFIS质量指标(注:生条定量不匀正常,开台过程中无异常),结果见表1。

表1 原料HVI相关参数
108批原料和混合原料分别在梳棉机2号~6号取样测试AFIS对比,测试结果见表2;同一行棉花分别取高包(高低不平)和中包测试AFIS,测试结果见表3。
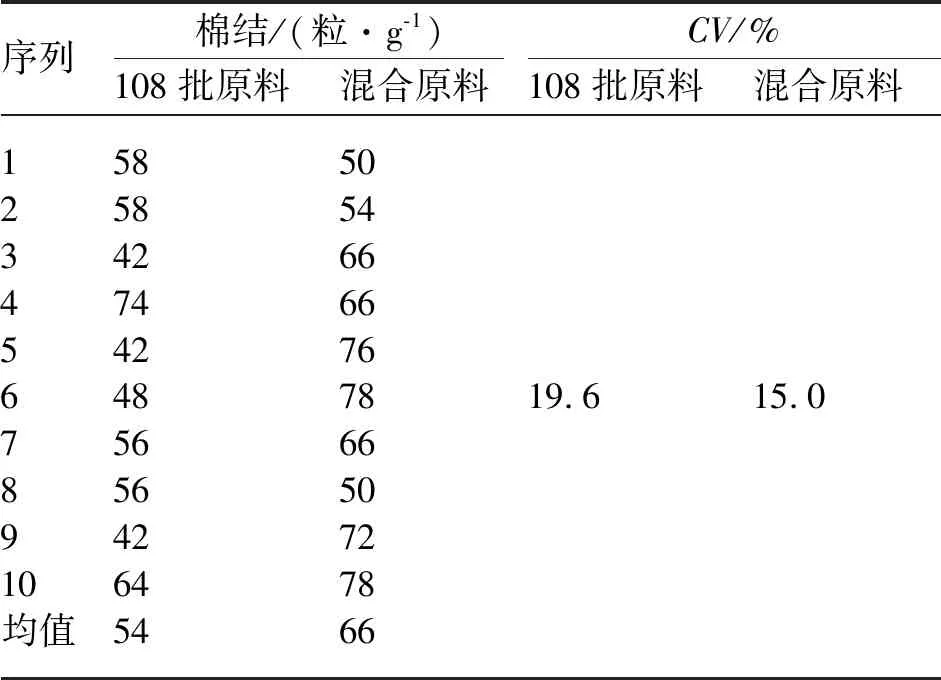
表2 108批原料和混合原料分别在梳棉机2号~6号取样测试AFIS对比
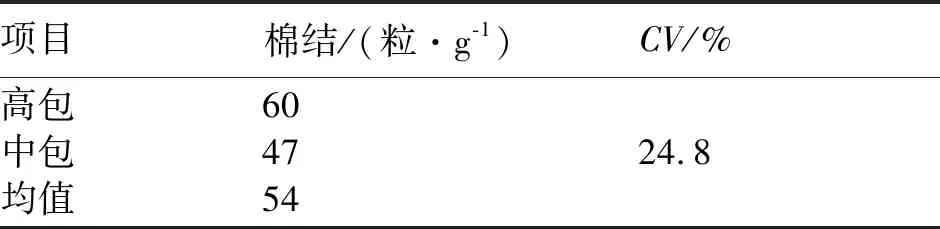
表3 108批原料和混合原料分别在梳棉机2号~6号取样测试AFIS对比
从表2可以看出,当选用纺纱一致性指数(SCI)高时,生条AFIS 棉结(54/66)差异比较大;从表3对比同一台梳棉机在高包(高低不平)和中包时所测得的生条AFIS 棉结(60/47)差异比较大。由此可见,生条棉结CV值受抓棉均匀度的影响较大。
a) 减轻生条定量或降低道夫输出速度,可使单位时间内梳理区的纤维量减少,使锡林、盖板、刺辊针面负荷减轻,作用于每根纤维的针齿数增多,纤维梳理充分(纤维分梳度增加)、短绒、杂质排除量增多,同时,由于纤维量减少,纤维经盖板、锡林的重复梳理后更加平直,棉结降低明显。
b) 棉条的定量内不匀会严重影响同台车一段条子内部纤维的分梳度,从而导致其AFIS棉结CV值高。
纤维分梳度的理论计算公式:
分梳度=n×l×Z/v×1000/Tt×W
式中:
n——梳理器材的速度/(r·min-1);
l——纤维的平均长度/mm;
Z——梳理器材单位梳理面积/mm2;
v——给棉速度/(m·min-1);
Tt——纤维的线密度/tex;
W——喂入棉层的厚度/mm。
其中:Z=π×D×b/P×R。以梳理器材刺辊为例,则:
D——刺辊直径/mm;
b——刺辊长度/mm;
P——锯条纵向齿距/mm;
R——锯条宽度/mm。
试验二。选用正常生产抓棉在中包时,改变生条定量,取样结果见表4,测试对应生条棉结,结果见表5。108批单唛改变生条定量,取样结果见表6,测试对应生条棉结,结果见表7。棉箱压力不同,会影响给棉量从而改变生条定量,测试对应生条棉结结果见表8。
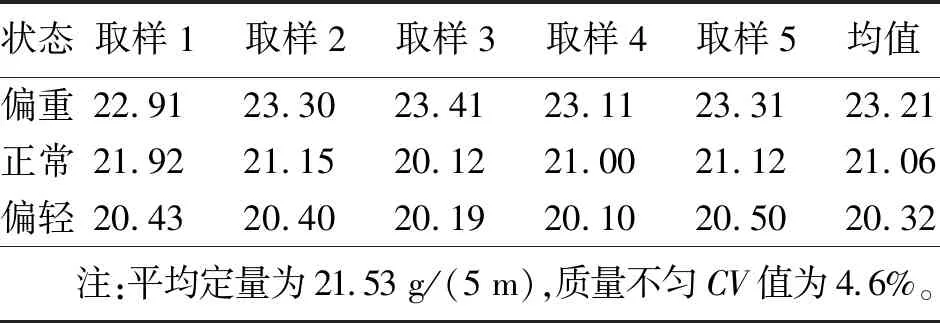
表4 混棉正常情况下生条定量取样 单位:g/(5 m)
从表4~表8的5组数据可得出:当棉条定量不匀时,对应的生条AFIS棉结的不匀率CV值相应受到影响,即同段生条定量内不匀达到一定程度对生条棉结影响很大。
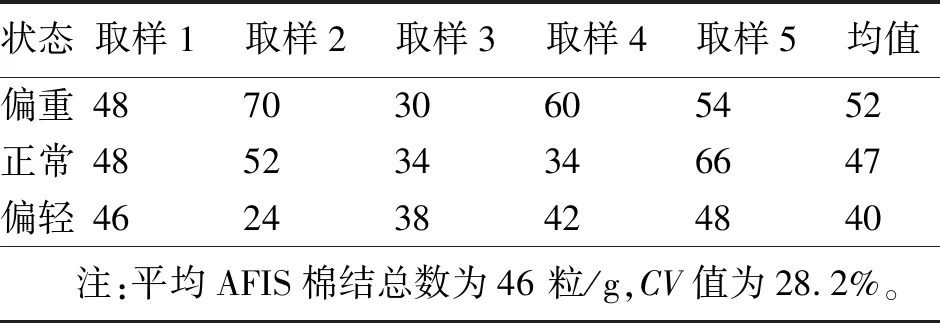
表5 混棉正常情况下生条定量取样对应生条棉结 单位:粒/g
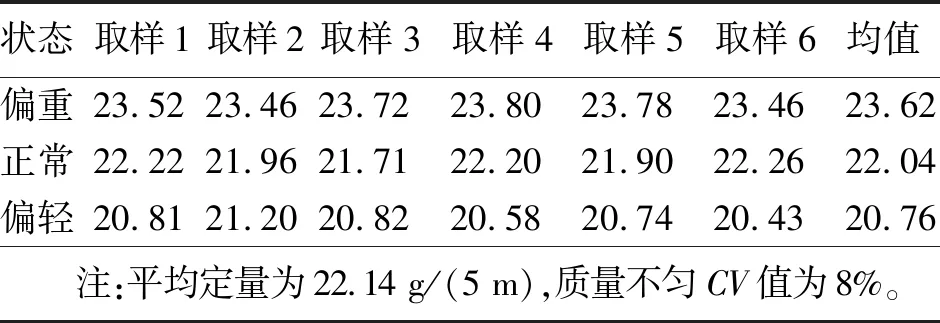
表6 108批单唛生条定量取样 单位:g/(5 m)
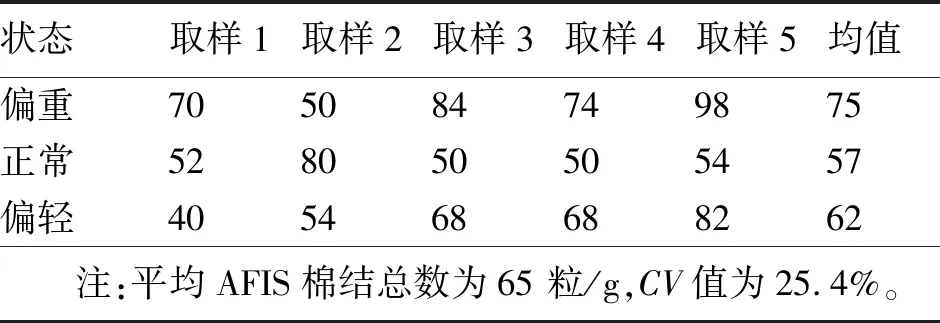
表7 108批单唛生条定量取样对应生条棉结 单位:粒/g
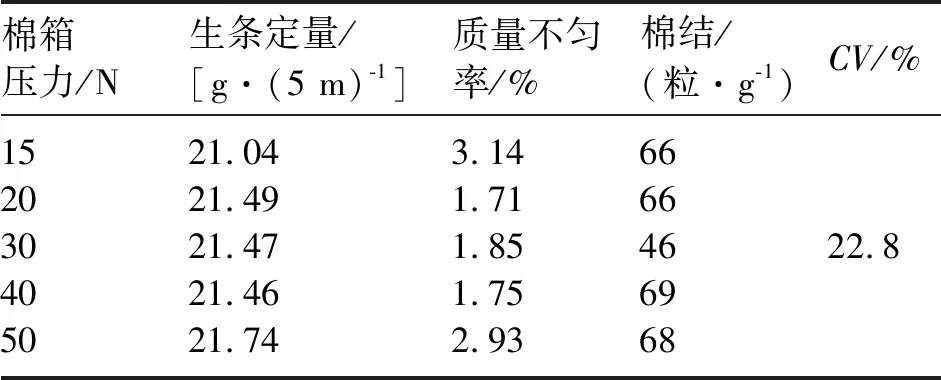
表8 不同棉箱压力对应生条棉结
3 结语
3.1通过USTER AFIS PRO 2的检测,可帮助纺织企业更加精确地了解半成品中的棉结、短绒、杂质等数据(棉结、杂质的多少及大小等);帮助制定各工序棉结控制指标。
3.2用USTER AFIS PRO 2可以及时分析找出半制品生产过程中的异常,可有效地监控设备生产过程中半制品的质量变化。
猜你喜欢
中学生数理化·高一版(2022年4期)2022-05-09
食品安全导刊(2021年21期)2021-08-30
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年7期)2021-08-14
艺术品鉴(2020年6期)2020-12-06
中国外汇(2019年22期)2019-05-21
领导文萃(2017年6期)2017-03-24
中学生数理化·高一版(2016年7期)2016-12-07
爱你(2016年4期)2016-12-06
中学生数理化·中考版(2015年12期)2015-09-10
