
一种自动化分装投料系统设计
2020-03-20 07:18:36王鹏
中国新技术新产品 2020年2期
王 鹏
(沈阳新松机器人自动化股份有限公司,辽宁 沈阳 110168)
1 生产工艺流程
该分装投料系统能够自动完成物料的拆叠盘、定量投料、信息绑定与追溯等工作,其主要由横移举升工位、拆叠盘工位、移载工位、定量投料工位、摊匀工位和料车移载工位组成,系统的每个循环都以人工将台车就位工序作为开始工序,以人工将满料台车取出工序作为结束工序,其工作流程如图1 所示。
2 系统布局
整个系统总体呈“U”形布置,如图2 所示,各个工位之间的料筐的传输由积放式滚筒输送线完成,滚轮直径为50 mm,由减速电机通过链轮链条驱动,通过变频器控制可以调节传输速度[1]。每个工位末端设计一组气动可伸缩挡停单元,与对射传感器配合实现料筐的挡停与放行。在工作站外侧使用围栏进行安全防护,在合适的位置设计安全门,方便人员进入整个系统内进行维修与故障处理。输送线下方根据生产线走向搭设线缆桥架,规格为200 mm×100 mm,动力线缆和控制线缆分开铺设在桥架内。
3 系统技术参数
该分装投料系统需要与供料系统和车间物流系统相互协调工作,系统应用的料筐和台车需要按照要求设计加工制造,投料系统相关技术参数如下。
设备尺寸(L×W×H):9 000 mm×3 800 mm×3 000 mm。
节拍要求:每1 料筐在12 s 内完成投料,投料重量2 kg。
输送速度:最大可达到20 m/min,速度可通过变频器调节。
投料精度:投料量可人工设定,系统保证物料计量的精度,误差值控制在-5%~+5%,计量的物料量可实时上传到系统中。

图1 系统工作流程图
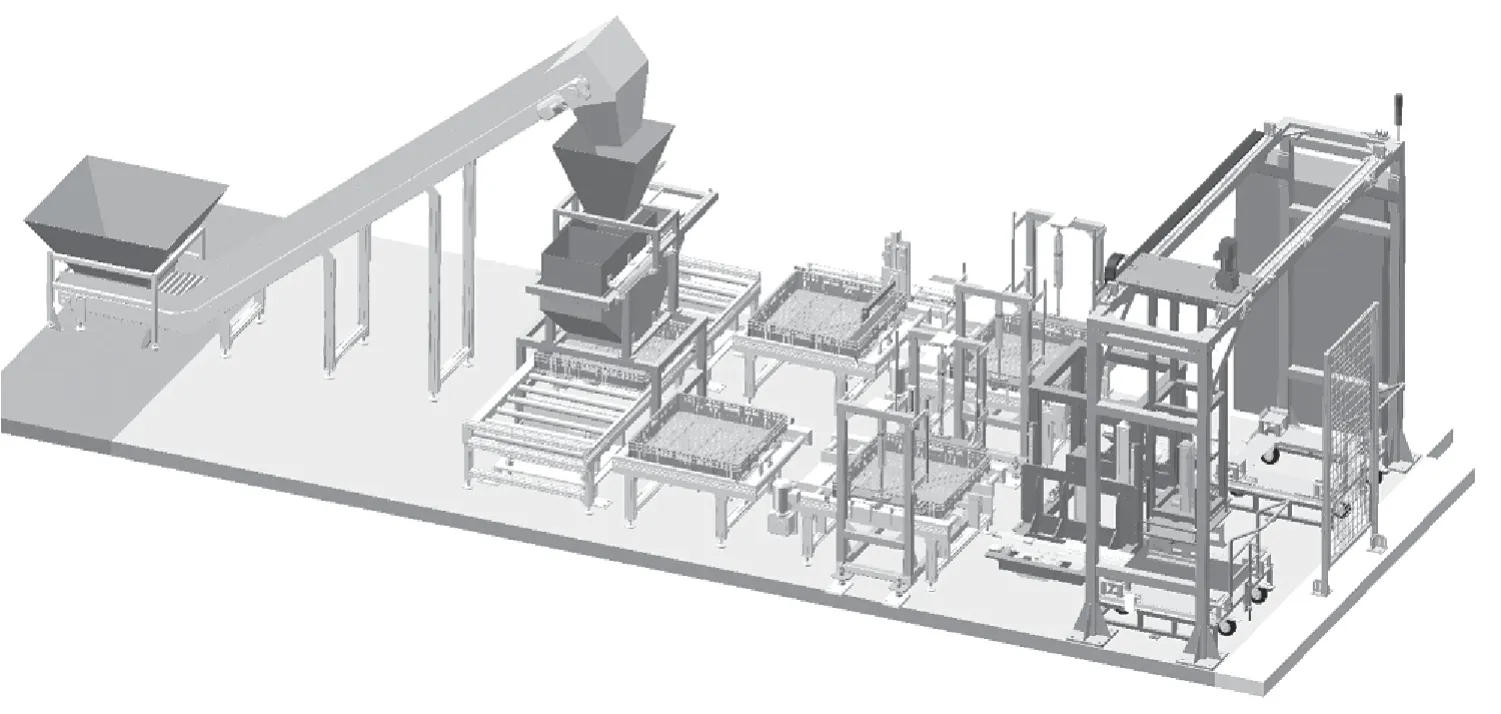
图2 系统三维布局图
料筐尺寸(L×W×H):900 mm×900 mm×150 mm,在指定位置粘贴条码,供RFID Reader 读取。
台车尺寸(L×W×H):1 100 mm×1000 mm×850 mm,在指定位置粘贴条码,供RFID Reader 读取。
4 系统组成及功能介绍
4.1 上下料横移举升工位
上下料横移举升工位设备主要由焊接钢架、气动举升单元、伸缩货叉等组成。举升气缸缸径为125 mm,竖向安装,气缸杆采用浮动接头方式与移动部件相连,配备单向节流阀,通过节流阀可以调节气缸升降速度。伸缩货叉为三段式,2 个方向都可运动,叉面尺寸900 mm×500 mm,满载移动速度30 m/min,可通过变频器调节,最大承重200 kg。举升单元与伸缩货叉相互配合,完成堆叠料筐在台车与拆叠盘工位之间的移位[2]。
4.2 拆盘工位
拆盘工位设备主要由抬升单元、可伸缩插脚和导向装置组成,对称分布在传输线左右两侧。抬升单元由2 个缸径为32 mm的气缸背对背串联组成,安装中需要增加气缸防转挡块,2 个气缸行程不同,通过逻辑控制能实现3 个不同的插脚达到不同的高度位置。插脚由气缸通过导向装置带动,完成伸出和缩回动作,导向装置由标准的双导轨双滑块结构组成。左右对称结构中的2 个相同动作气缸由一路压缩空气驱动,这样能够确保两侧机构动作一致同步。工作原理为抬升单元配合可伸缩插脚,将下面倒数第二层及以上料筐抬起,最下层料筐经输送线传递到一下工位,抬升机构下降,重复以上动作,从而实现将堆叠在一起12 层料筐依次拆成单层料筐。
4.2.1 移载工位
移载工位设备由滚筒输送机、气动举升单元、挡停机构组成。该工位的滚筒高度比上一工位低20 mm,工作流程是当接收到该工位有料筐流入的信号时,举升气缸伸出,2 根输送带运转,将料筐从上一工位移动到挡停位,气缸缩回,料筐落到滚筒输送线上,滚筒滚动将料筐移动到下一工位,完成料筐的90°转角自动输送。
4.2.2 定量投料工位
定量投料工位设备由不锈钢料仓、皮带提升机、自动开闭收集槽、自动称重系统和往复落料机构组成。不锈钢料仓为喇叭口形状,作为人工投料缓存使用,容积为1.5 m3。皮带提升机长度为5 m,与地面倾斜60°安装,皮带面宽度为600 mm,每隔200 mm 均布隔板,驱动电机在顶部,通过变频器可自动控制皮带提升机的运转速度。收集槽口下部有一个可旋转挡板,可旋转挡板的旋转中心轴由一个在90°范围内往复旋转的摆动气缸来驱动,可控制收集槽口的开闭。智能秤体安装在收集槽下面,秤面尺寸为500 mm×500 mm,可精确称量掉落下来的物料重量,称重精确度为0.1%,并可以与PLC 通信,实时传输数据。往复落料机构的2 个口字形腔体经由气缸带动做往复运动,运动行程为500 mm。工作原理为人工将物料投入料仓中,皮带提升机带动物料提升到物料收集槽内,料仓底部称重模块自动计量落料重量,当达到设定值时,系统自动控制槽口处的阀门关闭,往复落料机构动作将秤面上的物料推落到料筐中,RFID Reader 将相关信息写入料筐标签中[3]。
4.2.3 摊匀工位
摊匀工位设备由导向机构、电机丝杠驱动单元、电机同步带驱动单元、旋转机构和刮板组成,工作原理为电机丝杠驱动移动组件沿X 和Z 方向运动,电机同步带驱动刮板沿Y 方向运动,旋转机构驱动刮板90°旋转,刮板移动行程覆盖整个料筐,刮板高度可自动调节,从而实现将成堆物料均匀摊平。
4.2.4 叠盘工位
叠盘工位与拆盘工位的设备组成相同,功能相反,能够将单层料筐依次堆叠成12 层,工作原理为插脚先将该工位最下边一层的料筐抬起,然后下一个料筐自动传入该工位,插脚下降,料筐堆叠在一起后,重复插取料筐动作,从而实现自动叠盘功能。
4.2.5 料车移载工位
料车移载工位设备主要由钢结构框架、驱动单元、抓取机构、升降机构、RFID 读取器等组成。钢结构框架呈门字形,两侧支腿通过化学螺栓固定在地面上,横梁上方为双导轨三滑块结构。驱动单元为减速电机通过齿轮齿条结构驱动滑台板移动,移动有效距离为2 m,横梁两端有限位开关控制滑台到位停止。通过抓取机构、升降机构、驱动单元相互配合,实现台车由上料区域自动移载至下料区域,安装在上下料区域的RFID读取器能够自动读取台车的条码信息,并实时上传至PLC 与料筐绑定。
5 电控系统
分装投料控制系统的核心选用可编程控制器(PLC)控制,选用触摸屏作为人机界面(HMI),利用变频器调节输送线速度和生产节拍,使用RFID 技术绑定物料信息。并具有空料筐信息判定、空料筐与台车信息绑定等功能。控制系统通过光电传感器、接近传感器及RFID 标签获取信息反馈,经由PLC 程序驱动相应机构完成自动化分装投料工作,电气控制系统与其他系统的上位机通过以太网通信。控制系统具有手动与自动2 种工作模式,手动/自动模式通过选择开关完成模式切换[4]。正常生产时使用自动工作模式,分装投料设备自动完成称重、拆叠盘、信息绑定、报警提示等功能。当分装投料设备出现故障或需要调试时,使用手动工作模式,手动工作模式可分别驱动各个独立动作单元。
6 结语
在该自动化分装投料系统中,综合应用了自动化传输、自动称量、传感器识别、信息读写、数据采集、气动控制、PLC控制等相关技术,提高了物料分装作业的生产效率和计量精确度,通过实际的生产应用,达到了预想的设计要求。
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
当代化工研究(2023年16期)2023-09-11 04:24:45
山东冶金(2022年2期)2022-08-08 01:51:54
中国烟草学报(2021年4期)2021-09-26 07:30:38
水泵技术(2021年4期)2021-01-22 03:31:13
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
昆钢科技(2020年6期)2020-03-29 06:39:32
山东煤炭科技(2018年1期)2018-12-05 08:22:22
工业炉(2016年1期)2016-02-27 12:34:13
