
型面网格在汽车覆盖件拉伸模中的应用研究
2020-03-18 08:36:34蒋松,喻航,祝云
模具制造 2020年1期
蒋 松,喻 航,祝 云
四川成飞集成科技股份有限公司(四川成都 610091)
1 引言
外观件的表面品质是整车喷漆的外观质量的重要影响因素,制件的表面缺陷会引起光影的严重扭曲,造成整车外观品质的下降。同时,冲压件的表面缺陷会造成返工、返修等,增加生产成本[1~5]。汽车覆盖件的生产通常经过多道工序生产完成,其中拉伸工序是决定外板表面品质的重要环节。在覆盖件的生产过程中,经常由于板料镀锌脱落、灰尘、油污、排气等问题造成面品缺陷。为了解决批量生产过程中的上述问题,除了传统的生产环境洁净度控制、优化通气孔排布等技术手段外,从提高模具对生产环境洁净度的耐受程度角度产生了一种新的技术手段,即在外板件适当位置的凸模型面区域加工横竖交叉的网格,如图1所示。
2 型面网格技术应用现状
目前部分国内、外主机厂对型面网格技术有所应用,但对网格参数的研究方面资料较少。同时,对网格可以应用的型面特征(可以应用的制件类型、应用部位)等处于探索应用阶段。因此,对网格参数的优化研究对型面网格技术成功应用及推广显得尤为重要。
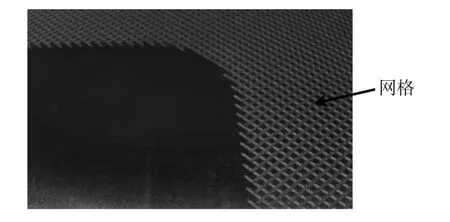
图1 型面网格
3 参数研究
3.1 实验设计
根据拉伸模成形的生产特点,将型面网格的几何参数归纳为网格宽度W,网格间距D,网格方向θ,网格深度H,参数含义如图2所示。其中,网格宽度W、网格间距D及网格方向θ等影响拉伸成形后制件表面品质。

图2 网格参数示意图
模具型面加工网格后对制件表面品质的影响可以用成形有限元分析结果的型面与板料的接触压强的变化来衡量。综合考虑研究效率及因素水平变化的覆盖情况,采用正交试验方法研究网格参数对接触压强的变化影响情况,设计正交试验:正交试验因素及水平如表1所示,正交试验L4(2,3)如表2所示。

表1 正交试验因素与水平
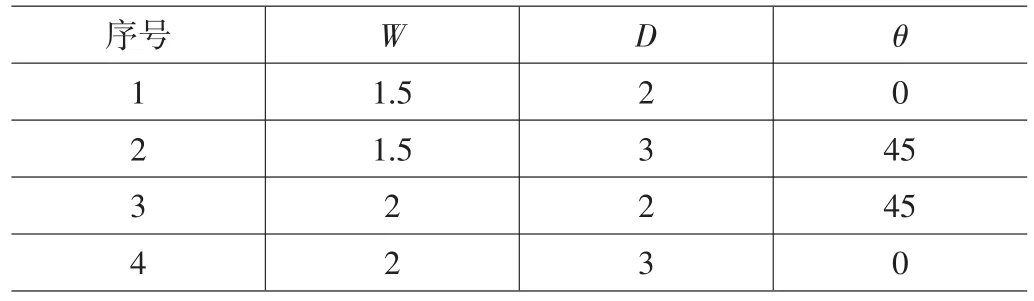
表2 正交试验设计
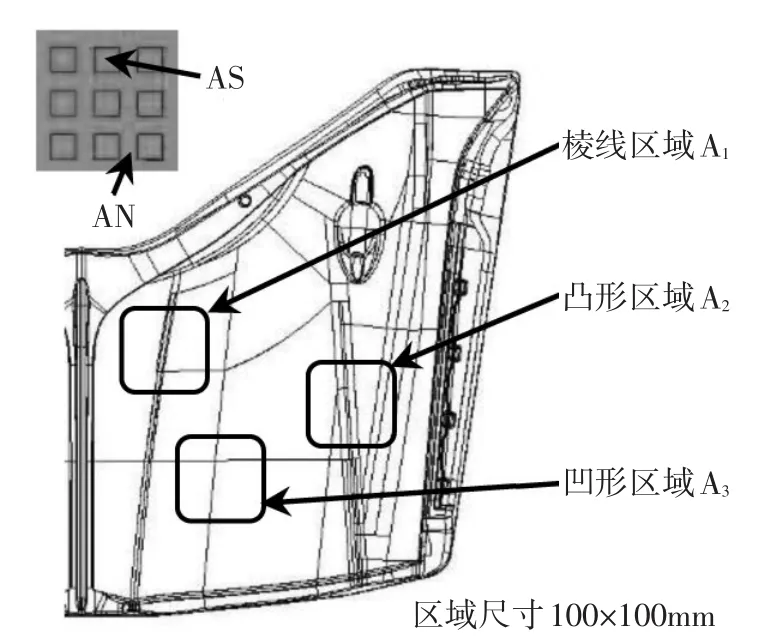
图3 研究对象及区域
以某车型的后门外板拉伸成形过程为研究对象,为了减小建模及计算规模确定研究区域如图3所示。其中在凸模型面不设置网格的情况下区域A1、A2、A3的接触压强绝对值分别在5MPa、1MPa、0.1MPa级别;网格范围覆盖凸模型面的棱线、凹形、凸形区域。制件材料H220BD,料0.65mm,压边力1,800kN,工具设置如图4所示。
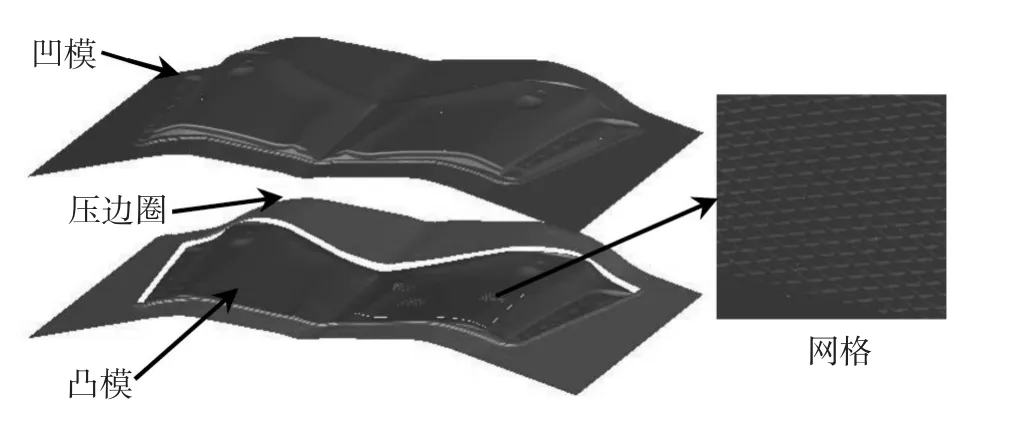
图4 工具设置
3.2 结果分析
接触压强分析结果如图5所示,在网格凸台区域取点AS,网格凹槽区域取点AN,接触压强变化曲线如图6所示,试验区域内接触压强在全型面情况下接触压强大的部位变化较为明显,接触压强小的部位变化不明显;对AS、AN取点的结果进行直观分析如图7、图8所示,对于制件不同位置接触压强的值的影响,网格宽度、网格间距、网格方向体现了不同的影响顺序,没有明显的影响程度显著性顺序。
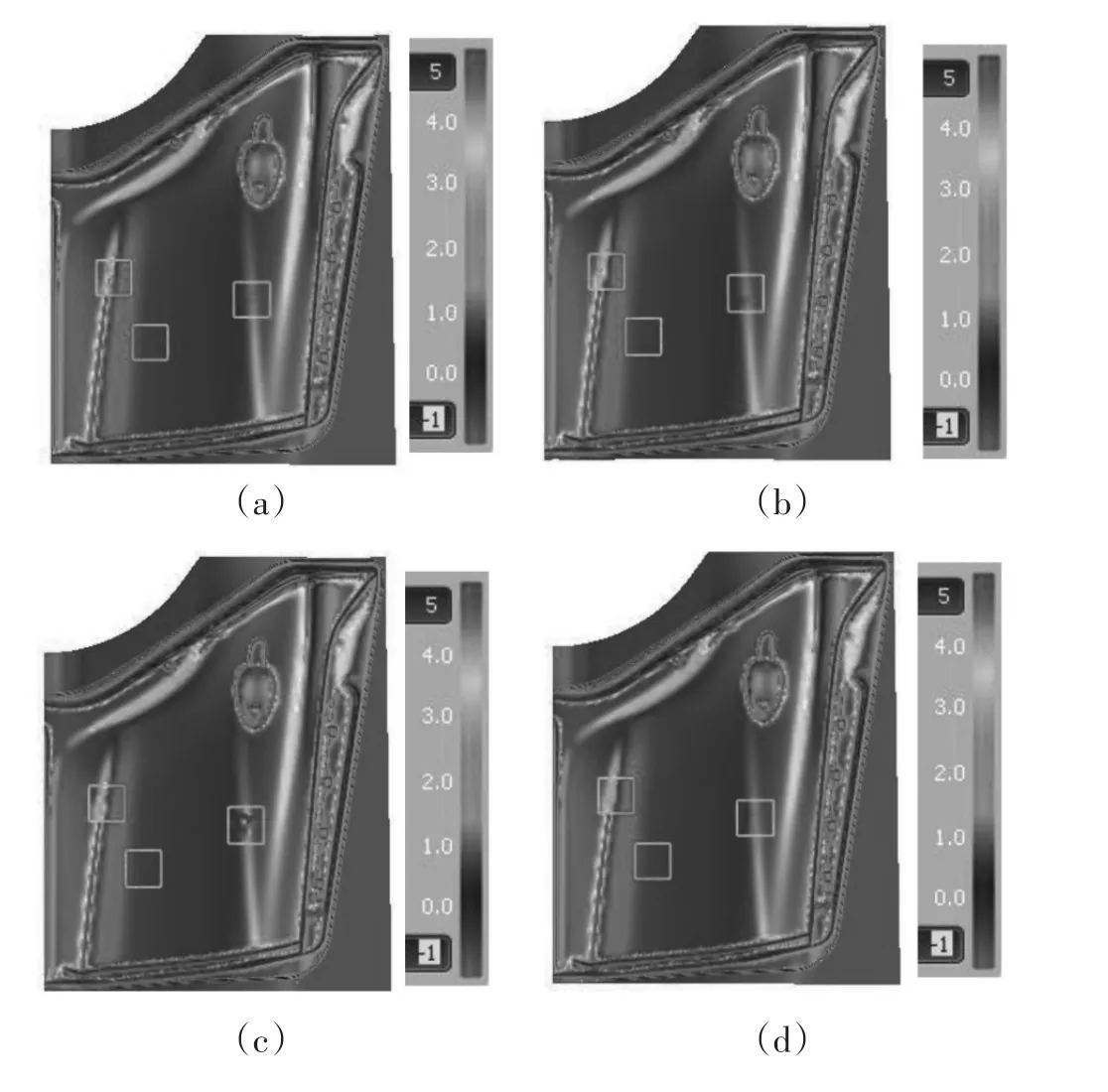
图5 接触压强分析结果

图6 接触压强变化曲线
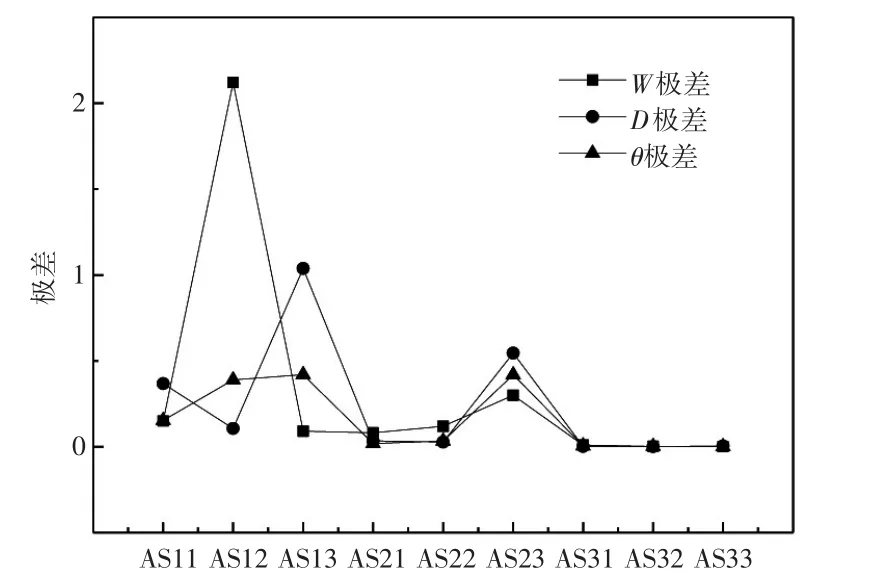
图7 AS区域极差分布
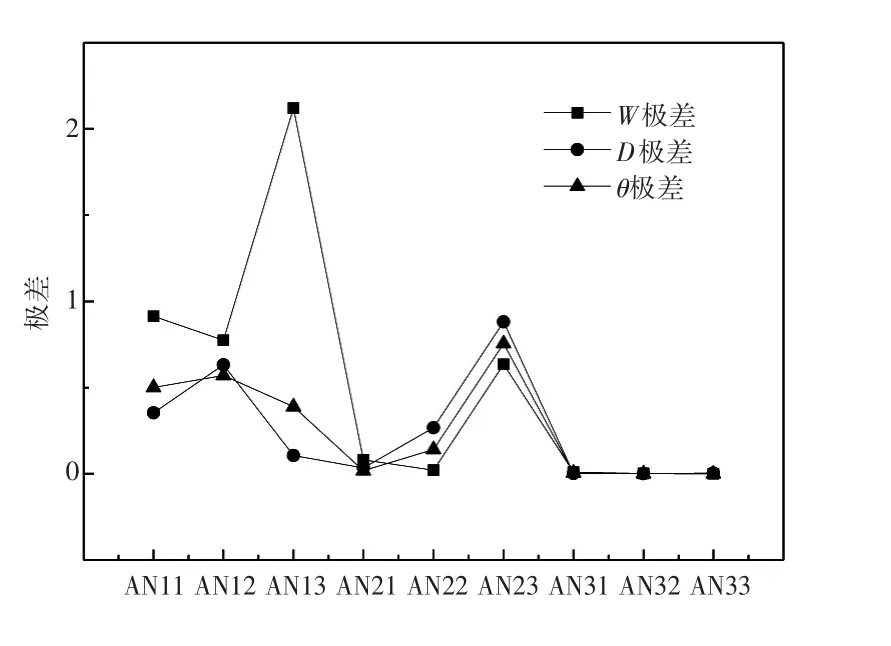
图8 AN区域极差分布
3.3 网格宽度对接触压强影响
为实现试验目的,固定以下参数:网格间距D=4mm,θ=0°;网格宽度W分别为:1.3mm、2.6mm、3.9mm、5.2mm。接触压强分析结果如图9所示,在网格凸台区域取点AS,网格凹槽区域取点AN,接触压强变化曲线如图10、图11所示。试验区域内接触压强在全型面情况下接触压强大的部位变化较为明显,接触压强小的部位变化不明显;接触压强的变化与网格宽度的变化无明显规律,但随着全型面情况下接触压强的变大变化的幅度逐渐增大。
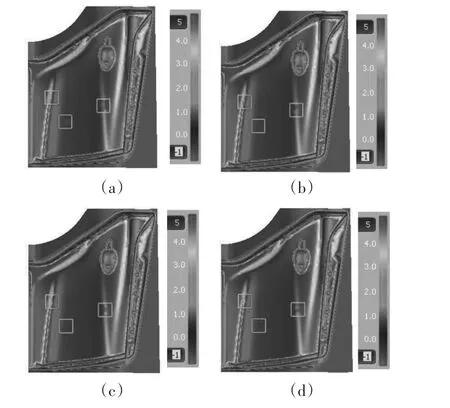
图9 接触压强分析结果

图10 AS区域接触压强变化曲线

图11 AN区域接触压强变化曲线
4 结论
(1)对于制件不同位置接触压强的影响:网格宽度、网格间距、网格方向体现了不同的影响顺序,没有明显的影响程度显著性顺序。
(2)接触压强的变化与网格宽度的变化无明显规律,但随着全型面情况下接触压强的变大变化的幅度逐渐增大。
为了研究网格对提高模具型面灰尘、脱辛、油污等的容忍程度及对制件成形后型面面品的影响,需要进一步研究不同料厚、不同材质、不同网格参数情况下网格对接触压强的影响情况,确定不影响制件型面质量的网格参数值域及网格适用的型面范围。
猜你喜欢
模具制造(2019年7期)2019-09-25 07:29:56
制造技术与机床(2019年9期)2019-09-10 07:36:18
制造技术与机床(2019年4期)2019-04-04 12:22:12
制造技术与机床(2018年12期)2018-12-23 02:41:16
少儿科学周刊·少年版(2017年1期)2017-03-29 17:50:36
制造技术与机床(2017年12期)2017-02-02 07:04:38
山东工业技术(2016年15期)2016-12-01 05:30:53
医学研究杂志(2015年5期)2015-06-10 06:43:26
人生十六七(2015年5期)2015-02-28 13:08:24
中国塑料(2014年8期)2014-10-17 03:05:16
