PCB微钻头刃粗磨加工效率的提升研究
2020-03-11 02:09:36谭芒飞陈汉泉
印制电路信息 2020年1期
陈 振 谭芒飞 陈汉泉
(南阳鼎泰高科有限公司,广东 东莞 523000)
0 前言
目前全球印制电路板(PCB)市场保持稳定增长,随着PCB产量不断的提升,PCB钻头的产量也在蓬勃发展,中国市场的PCB钻头使用量约8亿支/年。
PCB钻头行业内,加工工艺大多为钨钢+不锈钢焊接工艺,导致PCB钻头刃粗磨(同时加工钨钢刃部及不锈钢把柄脖子)时出现加工难题,砂轮磨削不锈钢部分容易变形,究其原因在于目前PCB钻针加工行业刃粗磨用的金刚石砂轮在加工刃部钨钢时存在优势,但其加工柄部脖子处不锈钢时表现较差,容易导致砂变,造成产品外观异常,PCB钻头刃粗磨工序受限于砂轮品质,无法提升制程加工效率。本文主要对PCB钻孔用钻头刃粗磨磨削工艺进行研究,从磨削砂轮、减速机两个方面入手,研究出最优搭配方式,提升刃粗磨磨削工艺效率、良率,为PCB钻头刃粗磨加工工艺提供参考。
1 磨削实验
1.1 材料及仪器
材料:磨削实验所用钻头为本公司自制样品,样品为待磨削钨钢刃部及不锈钢把柄脖子半成品;磨削用砂轮为金刚石砂轮、CBN砂轮、CBN+金刚石复合砂轮;磨削速度控制器为30 K减速机、50 K减速机、70 K减速机。
仪器:磨削设备为滚磨机、钨钢刃部尺寸检测设备为宏友立式激光机,不锈钢把柄脖子外观检测设备为立体显微镜。
1.2 实验步骤
1.2.1 磨削工艺设计方案
在磨削过程中,磨削砂轮的磨削力以及磨削速度对产品品质、效能起到至关重要的作用,其中砂轮的磨削力由选用砂轮种类来决定,磨削速度由一度盘减速器来控制。为了优化PCB钻头钨钢刃部及不锈钢柄部同时磨削加工工艺,提升产品品质及效能,本实验在前期多次实验的基础上,设计了如表1所示两因素三水平正交实验表, 另各方案砂轮与PCB钻头磨削状态如图1。
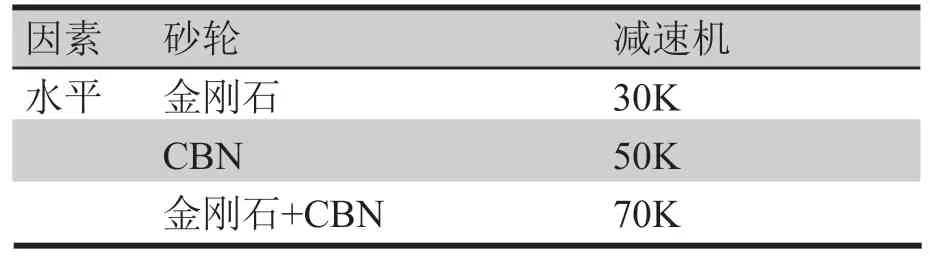
表1 实验因素及水平
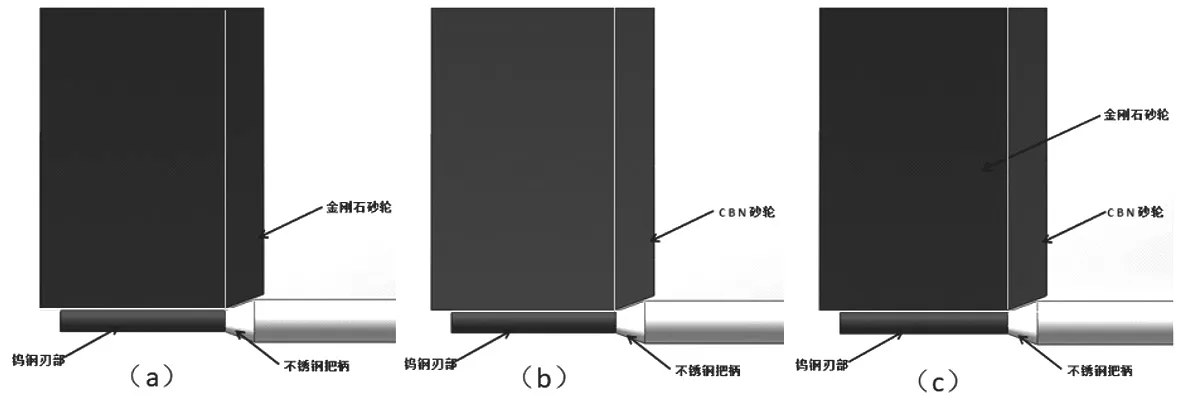
图1 钻头磨削用不同砂轮状态
1.3 测试数据
(1)PCB钻头头部直径Cpk;
(2)PCB钻头头部同心度Cpk;
(3)砂轮修整后单次可加工量;
(4)单班加工数量。
2 实验结果
(1)PCB钻头头部直径Cpk(见图2)。
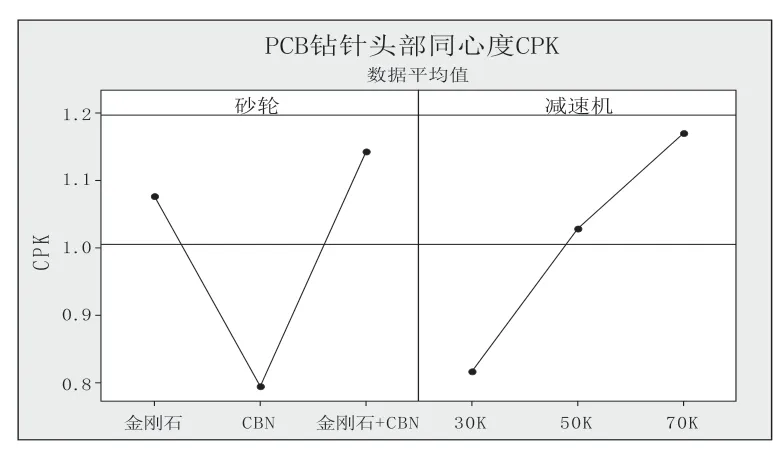
图2 PCB钻头头部直径CPK
(2)PCB钻头头部同心度Cpk(见图3)。
(3)砂轮修整后单次可加工量(见图4)
(4)单班产出数量(见图5)
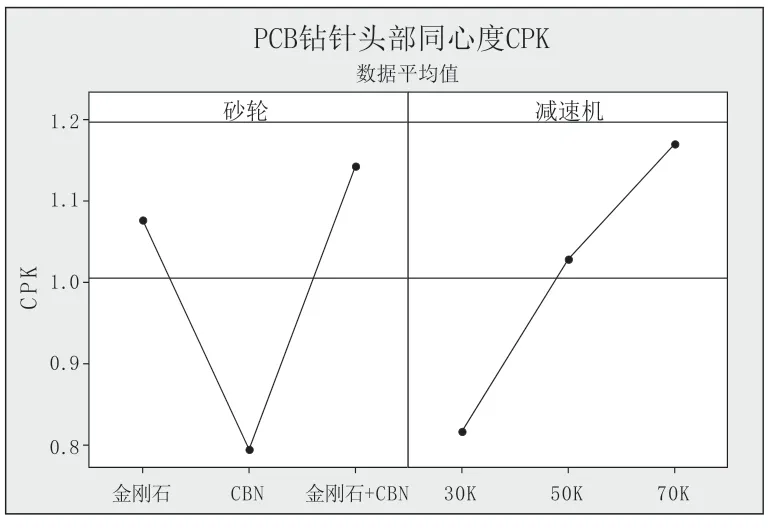
图3 PCB钻头头部同心度CPK
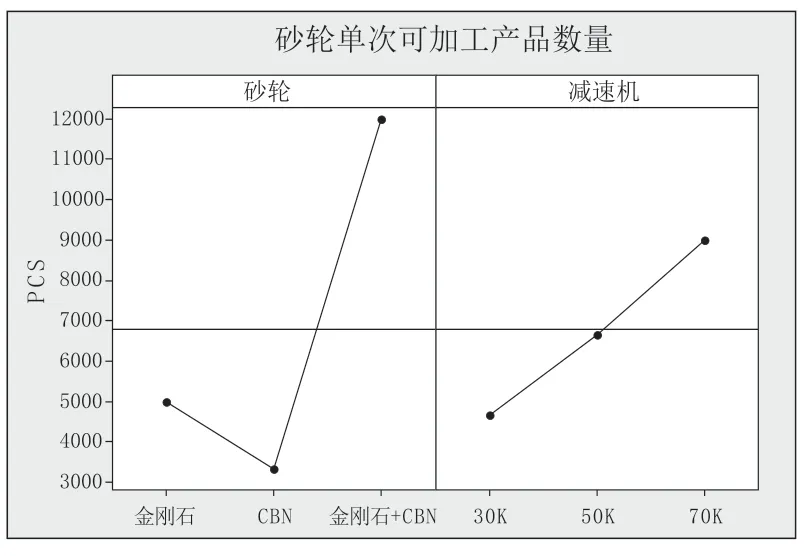
图4 砂轮单次修整后可加工数量
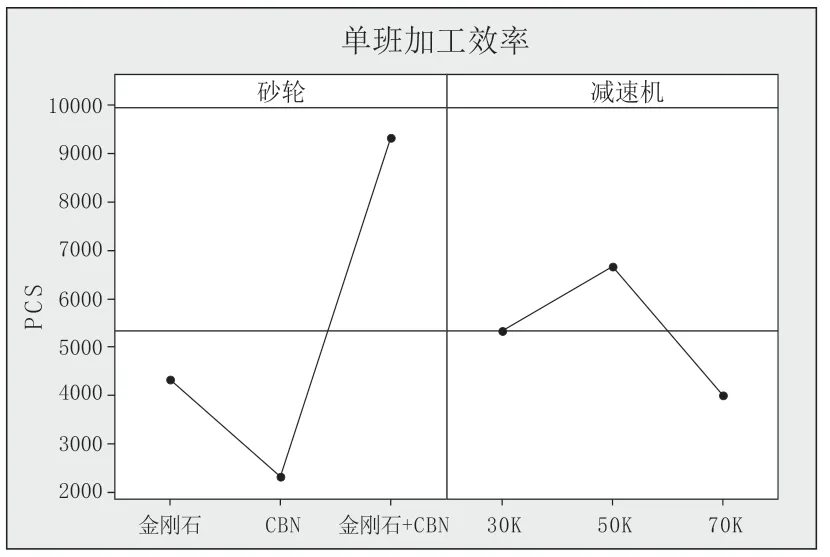
图5 单班产出数量
3 影响刃粗磨加工的因素
3.1 砂轮
砂轮会直接影响钻头磨削加工的品质及效率,砂轮由磨料和结合剂结合在一起的具有切削作用的刃具,它主要性能由内部磨料及填料配方来决定。砂轮磨钝的原因是砂轮表面被磨屑堵塞气孔或被磨屑粘崁和磨料脫落失去原有的几何形状,使刃口变钝。
目前PCB钻头行业磨削主要用的是金刚石砂轮,但被加工件包含钨钢和不锈钢两种材质,因此金刚石砂轮在磨削过程中因同时加工两种材质,导致砂轮磨损、砂变较快,从而导致砂轮修整频次提高,并且存在不锈钢把柄脖子变形的风险。金刚石砂轮主要应用在磨削钨钢棒料上,在加工钨钢刃部时,表现较稳定。CBN砂轮主要应用在磨削不锈钢上,在加工不锈钢把柄时表现较稳定,但将上述两种砂轮应用在我司粗磨磨削工序,同时磨削钨钢和不锈钢,表现较差。本次测试通过与志研磨具磨料公司合作,根据我司半成品规格,开发CBN+金刚石复合砂轮,应用于PCB钻针粗磨磨削工序,该砂轮的优点在于CBN磨料部分加工PCB钻头把柄脖子不锈钢部分,金刚石磨料用来加工PCB钻头刃径钨钢部分,可以将砂轮磨料的性能发挥到最优,减少砂轮修整频次,提升产品加工效率,同时保证了产品外观。
3.2 减速机
PCB钻头在粗磨磨削的过程中,减速机也起到了至关重要的作用。减速机主要通过控制物料旋转移动的速度来控制磨削加工速度。当使用30 K减速机时,物料加工速度快,砂轮磨损较快,产品不锈钢把柄脖子处容易出现碎平面,刃部尺寸表现不稳定,不满足制程要求。当使用50 K减速机时,物料加工速度适中,产品外观满足制程要求,无平面、无脖伤,尺寸表现稳定。当使用70 K减速机时,产品品质表现最优,但磨削效率低下,相对于50 K减速机,单班加工产品数量减少40%,不满足制程加工效率,未达到高效能的目标。
4 结论
通过PCB钻头刃粗磨磨削效率提升工艺实验与研究,得出如下结论:我司在PCB钻头粗磨工序采用CBN+金刚石复合砂轮配合50 K减速机加工工艺,在满足产品尺寸外观的前提下,砂轮修整频次由现有的5000 PCS/次降低为17000 PCS/次,单班加工产品由6000支提升为12000支,制程加工效率提升100%,大幅降低了PCB钻头的生产成本,为PCB钻头刃粗磨加工工艺指明了方向。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:50
辽河(2021年12期)2021-12-24 00:39:04
儿童时代(2020年11期)2020-12-14 04:12:31
材料科学与工程学报(2016年2期)2017-01-15 13:34:35
山东工业技术(2016年15期)2016-12-01 05:31:50
设备管理与维修(2016年7期)2016-04-09 03:17:19
恋爱婚姻家庭(2015年5期)2015-09-10 17:14:31
焊接(2015年5期)2015-07-18 11:03:40
筑路机械与施工机械化(2015年11期)2015-07-01 16:28:46
筑路机械与施工机械化(2014年7期)2014-03-01 03:00:49