基于EDEM的鱼苗分选机设计与工作参数优化
2020-03-11 04:00:16周明刚
农业机械学报 2020年1期
刘 虎 龚 宇 张 彪 陈 源 周明刚
(湖北工业大学湖北省农业机械工程研究设计院, 武汉 430068)
0 引言
伴随着我国水产养殖业转型升级以及智慧渔业战略的部署,水产养殖面积逐年增加,当前水产养殖总产量已经稳居世界首位。但是,我国水产养殖技术仍然落后,无法解决养殖过程中投喂无序、饲料浪费等问题,其重要原因之一是分选机械相对比较落后,无法实现高品质的分级作业[1-4]。目前,水产养殖分选作业主要依靠人工进行,专用机械比较少,难以根据鱼苗本身特性实现精准分级。针对当前的养殖状况,国内学者对鱼苗分选机械技术与方法进行了一系列研究。文献[5]设计了一种淡水鱼头尾与腹背定向装置,以鲢鱼为定向对象,通过理论分析和倾斜振动台面试验,获得了鱼体与机械间的摩擦特性。文献[6]研制的喷水滚筒式鱼苗大小分选装置,通过两台电机和换流器改变滚筒旋向,得出了旋向与筒速、喷水压力和分选鱼体宽之间的关系。文献[7]设计的分鱼机,采用胶带式辊轴分级方法,能依据不同鱼苗规格,实现分级间距调整。但上述研究鲜有关于鱼苗分选机分选性能方面的研究,且当前的分选机械大多根据天平与杠杆称量原理进行分级,不适合在有水环境下进行鱼苗的称量分选。因此按照鱼苗体型参数和三等级分选目标,以体宽作为判别条件对鱼苗分选。
本文设计一种辊道式鱼苗分选机,阐述其工作原理与整机结构,并依据试验鱼苗分选状态,运用离散元软件建立鱼苗-机械部件耦合仿真模型,经试验验证其仿真的准确性,最后对其工作参数进行单因素及多因素正交影响仿真分析,得到较优参数组合,为分级机械性能优化提供理论参考。
1 整机结构与工作原理
1.1 整机结构
鱼苗分选试验机整机结构如图1所示,主要由动力传输机构、水道装置、间距调节分选装置和倾角调节装置等组成。其中水道装置、间距调节分选装置和倾角调节装置是机具主要工作执行部件。通过水道装置在分选辊表面形成水膜,完成鱼苗快捷筛选且降低鱼皮损伤。通过间距调节分选装置,实现奇数分选辊与偶数分选辊分级间距的调整,进而满足不同规格鱼苗分级作业要求。通过倾角调节装置和机架共同配合,实现间距调节装置与水平地面夹角的调整,进而调节鱼苗沿辊道下落速度。
1.2 工作原理
工作原理如图2所示,该鱼苗分选机依靠电机提供动力,靠倾角调节装置和分选辊的转动实现倾角调节和分选作业。吸鱼泵首先将鱼苗传送至进鱼装置,通过该装置上的分离漏斗滤去水中部分杂质。然后在倾角调节装置作用下的鱼苗被输送到间距调节分选装置,该装置设计6根分选辊,每根分选辊主要由3段直径依次递减的空心轴组成,其旋转方向如图2所示。可以使鱼苗在沿辊道下落的过程中进行小中大依次分级,体宽稍小鱼苗落至适合辊道间距下的导鱼槽上,体宽较大则进下一级间距分级,从而完成鱼苗的整个分选过程。

图1 鱼苗分选机整机结构图Fig.1 Structure diagrams for whole machine of fry sorting1.动力传输机构 2.机架 3.进鱼装置 4.水道装置 5.分鱼罩壳 6.间距调节分选装置 7.传动链条 8.导鱼槽 9.倾角调节装置 10.行走脚轮

图2 鱼苗分选机工作原理图Fig.2 Working principle diagram1.导鱼槽 2.鱼苗 3.固定挡鱼板 4.移动挡鱼板 5.奇数分选辊 6.偶数分选辊
2 关键机构设计
2.1 倾角调节装置

图3 倾角调节装置结构图Fig.3 Structure diagram of tilt adjustment device1.下机架 2.上机架 3.前铰链 4.后上铰链 5.连杆 6.后下铰链 7.移动板 8.刻度盘手轮 9.固定侧轴承座 10.滚珠螺母 11.螺母座 12.滑块 13.垫管 14.驱动丝杆 15.导轨 16.支撑侧轴承座
该装置主要由上下机架、前后铰链、滚珠螺母、驱动丝杆等组成,其结构如图3所示。其中上下机架通过前后铰链铰接,并与连杆铰接于移动板,驱动丝杆带动滚珠螺母,使移动板下滑块在导轨上作直线移动,进而可调整安装于上机架的辊道与下机架水平面的夹角。
辊道角度直接影响鱼苗沿着辊道下落的速度,进而影响其分选性能。角度越大,鱼苗在辊道摩擦的时间越短,使先进入的鱼没来得及分选,被后来的鱼推入下一间距,导致分选性能严重降低。因此,为保证鱼苗在辊道上平稳分选,最终确定辊道倾角为0~20°。
2.2 分选装置
鱼苗分选装置主要由挡鱼板、轴承座及分选辊等组成,结构如图4所示。其中奇数分选辊通过移动轴承座固定在移动板上,而移动板与连接杆形成刚性连体。为适应不同规格鱼苗的分选,驱动丝杆带动连接杆左右移动,进而可调整与偶数分选辊间的分级间距。
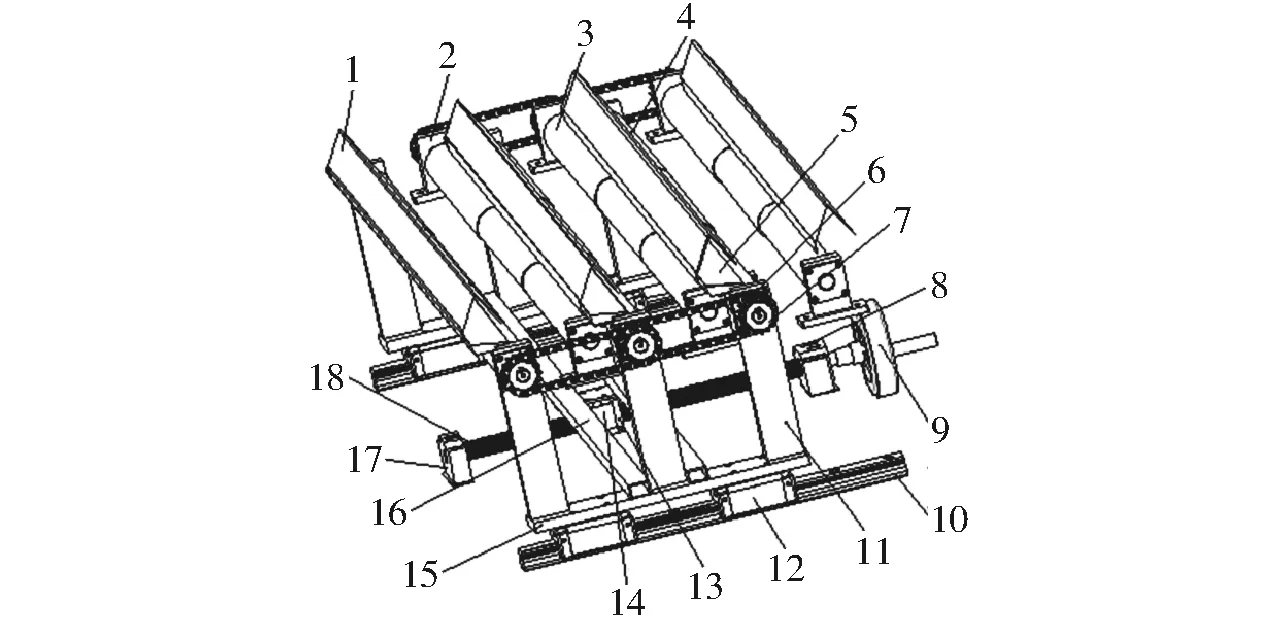
图4 分选装置结构图Fig.4 Structure diagram of sorting device1.固定挡鱼板 2.固定轴承座 3.固定分选辊 4.移动分选辊 5.移动挡鱼板 6.传动链条 7.链轮 8.固定侧轴承座 9.刻度盘手轮 10.导轨 11.移动轴承座 12.滑块 13.滚珠螺母 14.螺母座 15.移动板 16.连接杆 17.支撑侧轴承座 18.驱动丝杆
分选辊是鱼苗分选装置中的关键零部件,其结构尺寸特点对分选效果具有重要影响。本文的分选辊尺寸依据草鱼体宽-体质量数据确定,如图5所示,从图中可知,体宽y与体质量x的关系为y=3.69x0.415 6,根据前后两级鱼苗的体质量相差10%~20%的设计目标,确定相邻分选辊间距延轴向以2 mm逐级递增。同时考虑到辊轴的安装空间,确定分选辊延轴向逐级递减的3个不同直径分别为58、56、54 mm。为保证鱼苗在每段不同直径段辊道上有充足的分选时间,不同直径段辊道长度确定为400 mm,分选辊如图6所示。相邻分选辊的最大间距依据质量为500 g的鱼苗对应的体宽58 mm确定,其延轴向逐级递增,分别为56、58、60 mm,且该分级间距可按照鱼苗规格进行调节。

图5 体宽-体质量增长拟合曲线Fig.5 Body width-body mass growth fitting curve

图6 分选辊Fig.6 Sorting roller diagram
3 仿真模型建立与试验验证
为加快仿真速度和模型收敛性,对上述整机模型简化,并运用离散元软件EDEM建立鱼苗-机械部件耦合仿真模型,以分级作业的工作参数为试验因素,得出仿真结果,且结合试验验证仿真的准确性,为后续进行单因素及多因素正交影响仿真分析奠定基础。
3.1 仿真模型建立
3.1.1鱼苗模型
为真实还原鱼苗分选状态,保证仿真模拟可靠性,以鲫鱼鱼苗为研究对象,通过电子秤等仪器测得鱼苗的平均体宽、体高、体长之比为1∶1.5∶6,平均密度为1 800 kg/m3。考虑到鲫鱼体型近似纺锤体,躯干断面呈梭型,关于腹背轴线呈左右对称[8],故运用EDEM软件多球面组合方式按体宽分级规格建立3种体宽尺寸离散元鱼苗模型,如图7所示。

图7 鱼苗三维模型Fig.7 Fry model
3.1.2分选机模型
为了合理有效地仿真模拟与计算,结合鱼苗分选机相关的作业参数,对整机模型简化,将倾角调节装置简化为角度支座,分选机主体构件抽象为进鱼通道、分选辊道和矩形导鱼槽,简化结果如图8所示。分选机材料属性均为45号钢,泊松比为0.31,剪切模量为7×1010Pa,密度为7 800 kg/m3。

图8 分选机模型Fig.8 Sorting machine model diagram1.导鱼槽 2.进鱼通道 3.分选辊道 4.角度支座
3.1.3仿真模型参数确定
由于鱼苗表面的粘弹性, 采用Hertz-Mindlin(JKR)接触模型[9-10],以模拟鱼苗之间、鱼苗与机械间相互作用。并通过摩擦角试验(图9)、虚拟仿真标定和参照文献[5-11]等方法对45号钢-鱼苗、鱼苗-鱼苗的动静摩擦因数和恢复系数测定,测定的相关参数结果如表1所示。

图9 摩擦角试验Fig.9 Friction angle test1.角度支座 2.45号钢 3.水瓶 4.鱼苗
表1 仿真材料接触参数
Tab.1 Simulation material contact parameters
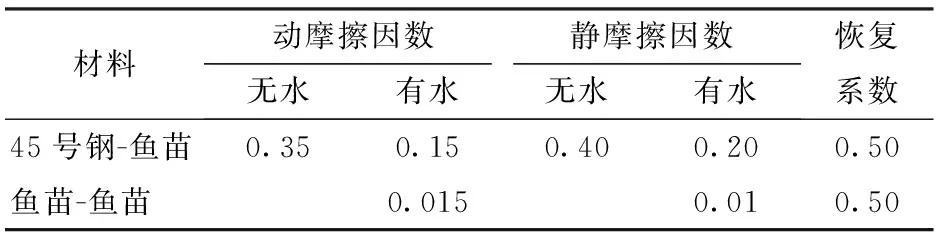
材料动摩擦因数静摩擦因数无水有水无水有水恢复系数45号钢-鱼苗0.350.150.400.200.50鱼苗-鱼苗0.0150.010.50
3.1.4仿真设置
依据机具实际分选过程,在虚拟分鱼仿真过程中,设置鱼苗位于进鱼一侧进行初始作业。以常规工况下的分选机进行仿真,分析其参数与分选性能。为保证仿真的可靠性,设置鱼苗初始速度为0.5 m/s,其固定时间步长为10%(Rayleigh时间步长10%),并根据文献[12]设置鱼苗的泊松比为0.45,剪切模量为1.64×106Pa,其网格尺寸为2Rmin,其中Rmin为组成鱼苗模型最小的颗粒半径(6 mm)。仿真开始时分选辊道反向旋转, 同时鱼苗开始生成,直至鱼苗全部生成后10 s仿真结束,仿真过程如图10所示。采用EDEM后处理模块统计分选过程结束后各导鱼槽内鱼苗的数量,以此计算分鱼准确率及分选效率。
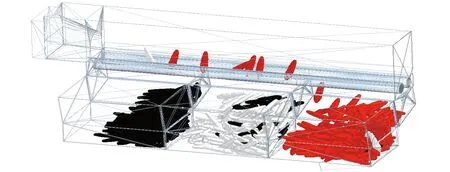
图10 仿真过程图Fig.10 Simulation process diagram
3.2 试验验证
3.2.1试验条件
为检验基于EDEM软件的鱼苗分选机虚拟仿真的准确性,在实际工况下进行整机验证试验,试验条件如图11所示。从图11a所示样本中选取多条鲫鱼鱼苗进行鱼宽测试,测试过程如图11b所示,进而得到图11c所示的鱼苗体宽与体质量散点图,以此选取小、中、大3等级鱼苗各40尾,并结合图11d所示的鱼苗分选机样机(试验样机采用三相380 V变频器改变辊道转速),进行试验验证。

图11 试验条件Fig.11 Test conditions
3.2.2评价指标
综合试验样机实际的工作情况,并查阅相关资料[13-21],以分鱼准确率y1、分选效率y2作为分选作业的评价指标, 其定义为
(1)
(2)
式中n1——在同样的分选作业时间下,被正确分选的鱼苗数量,尾
n2——在同样的分选作业时间下,落入导鱼槽里的鱼苗数量,尾
n3——在同样的分选作业时间下,投入分选机中的鱼苗总数量,尾
3.2.3试验结果及分析
分选试验如图12所示,结合试验条件,以各工作参数(辊道转速、辊道倾角、进鱼量)为试验因素,以分鱼准确率y1作为分选作业的评价指标,所得试验结果如图13所示。

图12 鱼苗分选试验Fig.12 Fry sorting test
图13a为分鱼准确率随辊道转速变化的试验和仿真结果,可以发现试验和仿真结果均呈现先急剧增大后缓慢减小的趋势,其整体相对误差为10.56%。
图13b为分鱼准确率随辊道倾角变化的试验和仿真结果,可以发现试验和仿真结果均呈现先缓慢增加后缓慢减小的趋势,其整体相对误差为24.73%。
图13c为分鱼准确率随进鱼量变化的试验和仿真结果,可以发现试验和仿真结果呈现线性递减的趋势,其整体相对误差为21.72%。
由于在虚拟仿真试验中,分选机鱼苗入口处生成的鱼苗离散性和均匀性较好,而实际试验中,分选机鱼苗投入的连续性和均匀性较差,且水道对鱼苗表面始终存在喷淋压力,试验得到的分鱼准确率低于仿真的分鱼准确率。但是从总体上看,试验结果和仿真结果具有较好的一致性。
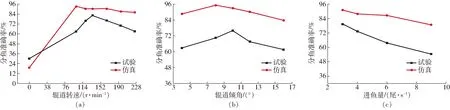
图13 分鱼准确率随分选机工作参数的变化曲线Fig.13 Variation trend of fish splitting accuracy with sorting machine working parameters
4 EDEM仿真试验与分析
4.1 单因素影响分析
4.1.1辊道转速对分鱼准确率的影响

图14 分鱼准确率随转速变化曲线Fig.14 Changing curves of split fish accuracy rate with speed
辊道转速是影响鱼苗分选效果的主要因素之一,当前分选机转速一般取值范围为0~400 r/min。本文主要是在辊道倾角θ为12°,进鱼量3尾/s时,通过建立的模型仿真分析两分选辊反向旋转时转速对分鱼准确率的影响,结果如图14所示。可以发现,随着转速的增加,分鱼准确率呈现先急剧增大后缓慢减小的趋势,且在转速为110 r/min左右时,3段间距分鱼准确率均达到最大值。
4.1.2辊道倾角对分鱼准确率的影响
辊道倾角指的是安装于上机架的辊道与水平地面所形成的夹角。本文在转速为150 r/min与进鱼量3尾/s时,通过建立的模型仿真分析辊道倾角对分鱼准确率的影响。仿真结果如图15所示。可以发现随着角度的增加,分鱼准确率呈现先急剧增大后减小的趋势,且在辊道倾角为8°左右时,3段间距分鱼准确率均达到最大值。

图15 分鱼准确率随辊道倾角变化曲线Fig.15 Changing curves of fish accuracy with roll inclination
4.1.3进鱼量对分鱼准确率的影响
进鱼量决定鱼苗在辊道上的离散程度,进而影响分鱼效果。如图16所示,本文在转速为150 r/min与辊道倾角θ为8°时,通过建立的模型仿真分析辊道上的进鱼量对分鱼准确率的影响。仿真结果如图16所示,可以发现,随着进鱼量的增加,分鱼准确率呈现线性递减的趋势,且在进鱼量等于3尾/s时,3段间距分鱼准确率达到最大值。

图16 分鱼准确率随进鱼量变化曲线Fig.16 Changing curves of accuracy of fish according to amount of fish entering
4.2 多因素正交影响分析
4.2.1仿真试验设计
综合考虑单因素影响分析结果,确定了如表2所示的各工作参数(辊道转速、辊道倾角、进鱼量)的试验因素水平,并以分鱼准确率y1及分选效率y2作为评价指标,根据L16(45)正交试验表安排仿真试验[22],以此确定最优工作参数组合。其仿真试验结果及方差分析如表3和表4所示,表中A、B、C为辊道转速、辊道倾角、进鱼量水平值。

表2 试验因素水平Tab.2 Test factors and levels
4.2.2试验结果分析与优化
在分级规格范围内,分鱼准确率和分选效率越高,表明综合作业分选性能越好。由表3仿真试验极差分析可知,影响分鱼准确率指标的3个主次因素顺序为:辊道倾角B、进鱼量C、辊道转速A,其较优参数水平组合为B3C1A2;影响分选效率的3个主次因素顺序为:辊道倾角B、进鱼量C、辊道转速A,其较优参数水平组合为B4C1A1。并综合实际作业分选要求,可确定影响机具分选性能的主次顺序为辊道倾角、进鱼量、辊道转速。

表3 试验方案与结果Tab.3 Test plan and results
通过Design-Expert 8.0.5软件对正交试验数据进行方差分析,以此判断各试验因素对评价指标的显著性,如表4所示。从表4可知,方差分析与表3极差分析结果一致,即进鱼量C对分鱼准确率影响显著(F>F0.05),辊道倾角B对分鱼准确率影响非常显著(F>F0.01),辊道转速A对分鱼准确率影响不显著(F 为得到最佳工作参数组合,结合试验结果和方差分析,采用多目标多变量优化方法,对正交试验进行优化设计。以提高分鱼准确率和分选效率为原则,建立数学模型 表4 分选性能指标方差分析Tab.4 Analysis of variance of sorting performance indicators 注:*表示显著;** 表示非常显著。F0.01(3,6)=27.91,F0.05(3,6)=8.94。 (3) 基于Design-Expert 8.0.5软件中的Optimization模块对式(3)求解分析,可得到多组优化后的参数组合。并对优化后参数进行结果分析,发现当参数组合为辊道转速138.40 r/min、辊道倾角10.47°、进鱼量3.00尾/s时,综合分选作业性能最好,其分鱼准确率为97.99%,分选效率为95.29%。 对优化后的工作参数组合进行仿真分析验证,得到分鱼准确率为94.22%,分选效率为99.77%。与优化结果相比,仿真的分鱼准确率和分选效率的相对误差分别为3.84%和4.70%。 (1)设计了一种辊道式鱼苗分选机,对该机器的工作机理与整机结构进行阐述,确定了关键机构的结构参数,为鱼苗分选机械的优化设计提供了参考。 (2)通过仿真进行单因素及多因素正交影响分析,结合多目标多变量优化方法,对试验结果展开优化设计。结果表明,各因素对分鱼准确率和分选效率影响的主次因素顺序均为辊道倾角、进鱼量和辊道转速。兼顾以提高分鱼准确率和分选效率为原则,采用Design-Expert 8.0.5软件中的Optimization模块进行参数优化,确定了较优组合为:辊道转速138.40 r/min、辊道倾角10.47°、进鱼量3.00尾/s,此时机具综合分选作业性能最佳。
5 结论
猜你喜欢
科学大众(2021年19期)2021-10-14 08:33:10
中国临床医学影像杂志(2021年6期)2021-08-14 02:21:46
北京汽车(2021年3期)2021-07-17 08:25:42
冶金设备(2019年6期)2019-12-25 03:08:54
当代水产(2019年7期)2019-09-03 01:01:52
山东冶金(2019年3期)2019-07-10 00:54:06
乡村科技(2016年12期)2016-02-19 07:56:05
陶瓷学报(2015年4期)2015-12-17 12:45:04
农村百事通(2014年8期)2014-08-15 03:08:53
天津冶金(2014年4期)2014-02-28 16:52:48