浅述城轨列车门油漆色差的影响因素及工艺控制
2020-03-08 06:23李建玲
时代汽车 2020年17期
李建玲

关键词:色差 影响因素 工艺控制
1 引言
基于我国轨道交通快速发展的现状,市场对城轨列车的需求不断增加,主机厂对于列车门产品的造型和外观要求越来越高,而在汽车装涂生产过程中,油漆色差问题更加专业,后期管控难度较大,色差都是用标准色板与工件进行比对,虽然可以定性表述,但难以定量去控制,导致列车门油漆色差的因素较多,如生产工艺、油漆材料、喷涂工艺等因素均可导致油漆色差问题出现。本文从颜色属性,材料种类,设备工艺等方面综述油漆色差的影响及控制方法。
2 色差的测量维度
存在于外部自然空间的色彩种类较多,此些色彩均具有以下三点特征:第一,具有一定的色差相貌;第二,具有一定的色彩相貌;第三,具有一定的浓淡程度。换言之,色彩均具有色调、明度与彩度特征,所以现在均可以依照这三种特性进行定量描述。色调是色彩最显著的特征,是不同色彩之间彼此相互区分最明显的特征,如太陽光中赤橙黄绿青蓝紫就是代表一类具体的色调;明度就是一个物体能够反射光线的颜色属性,能够直接引发视觉上的明暗变化,同一色调的颜色可以存在不同于明度变化; 彩度主要就是代表光线反射或透射程度与色谱色的接近值,能够直接展现出色彩,引发视觉敏感程度的变化。彩度可以分为多种档位。色差,彩度和明度是色差测量的维度。
3 影响列车门色差的因素
3.1 油漆材料影响因素
在油漆生产过程中,主要根据标准色板配置油漆颜色。油漆可分为单色漆与闪光漆两种类型。其中,闪光漆又可分为金属漆与珠光漆;单色漆主要就是借助颜料粒子的反射作用。由于散射光主要为主体,不会产生角异色效应,因此需要通过控制油漆的膜厚来控制色差。
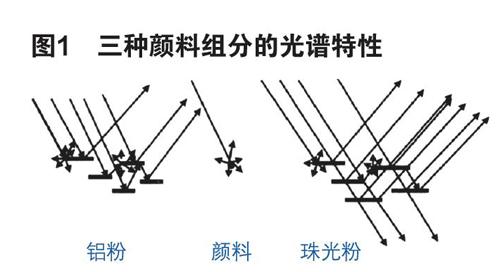
在生产金属油漆过程中,片状铝粉会在漆膜中平行于地板材料时,产生镜面反射效应。跟随观察者角度的变化,,金属油漆的深浅程度、闪烁感也会发生明显改变。在金属油漆的入射光或视角流垂直逐渐转向于与膜漆平行的情况下,反射光将会明显变弱,尤其颜色变深。因此从一定角度上来说,金属闪光漆可以随人们的视角改变而发生变化,通过不同角度能够观察到具有较大差异的金属色感以及闪烁感。为满足大众差异化要求,还可以对闪光漆的色差进行控制。通过调整金属漆内铝粉含量以及铝粉直径,从而实现改变色差的目标。在铝粉含量较大的情况下,铝粉尺寸随之增大,反射率较高,色彩的明度也就越高。珠光漆主要就在由其中添加的了云母片以及二氧化钛。当光线折光指数在不同透明界面下发生多次反射,通过吸收与透射作用,使得平行面出现各种反射光效应,产生出如珍珠一样的斑斓色彩。三种颜料组分的三种颜料组分的光谱特性用简图表示,如图1。
在闪光漆喷涂后溶剂挥发的情况下,粘度增加,漆膜收缩,效应颜料定向排列。在喷涂湿膜较薄的情况下,漆膜收缩后平行于漆膜排列的倾向性增大。在喷涂湿膜较厚的情况下,漆膜收缩后,平行于漆膜的定向排列趋势随之减少。如图2 所示。在油漆配方一定时,不同施工参数的调整也会使得铝粉发生改变,产生不同的色彩变化效果。
3.2 喷涂方式及设备
在油漆材料相同的情况下,采用不同喷涂方式以及喷涂设备会导致油漆喷涂色差,产生较大变化。喷涂方式可以分为人工喷涂和自动喷涂,通常情况下,人工喷涂工作可能受到的人为操作因素影响极大,难以从根本上保障喷涂的效果,固用人工喷涂来消除色差是不可能实现的,目前,高速静电自动宽带以及空气自动喷枪被广泛应用在油漆喷涂过程中。自动喷涂因其高喷涂效率,高油漆利用率及好的成膜分布在涂装中广泛应用。但这两种自动喷涂方式对油漆的色差有不同的影响。两者在色泽度及色彩度上都由明显区别,造成这两种自动喷涂设备喷涂效果不一致的原因主要体现在以下几个方面:第一,油漆内部铝粉含量不同;第二,喷射油漆中,铝粉的分布不同;第三,铝板的表面覆盖率不同;第四,铝粉内漆膜的定向排列不同。在使用空气喷枪作业期间,小颗粒铝粉会随物体表面气流方向的转变而发生明显的运行方向变化,导致喷涂表面无法准确达到;大颗粒铝粉质量较大,能保持其正常的运行轨道;采用高速静电喷枪进行作业时则相反,小颗粒的漆粒质量较强,在喷涂过程中会受到磁力线饿作用直接到达物体表面,颗粒较大的漆粒经常会离心力作用下被摔出,形成的空气磁力不会使大颗粒漆粒摆脱离心力的影响,直接到达物体表面。表1 对这两种喷涂喷涂设备对色差的影响程度。
3.3 供漆系统
供漆系统也对闪光漆的色差有较大影响,主要是由于以下两个方面造成。a 供气循环系统中的循环时间也可直接影响到油漆颜色,特别是高粉铝色漆。在铝粉质量较大的情况下,如果放置时间较长,会产生铝粉沉淀现象,对铝粉色彩造成较大程度的影响。同时,在长时间的循环作用下, 铝粉也会在流动过程中受到剪切应力影响,出现卷曲问题。长时间的循环会导致明度有明显变化。b 在供漆系统处于清洁状态下时,颜色会随油漆品种的不同而随之增加,供漆系统需要经常清洗与换色。如果供漆系统内部不够干净,还有混入的残留油漆,则旧油漆肯定会对新油漆的色彩造成极大程度影像。随着供漆系统循环时间的不断延长,残留油漆数量日渐增加,对油漆生产造成的十分显著。如果色漆长期不用,应及时将系统彻底清洗。以免导致后期更多的问题。
3.4 色差的测量
测量闪光漆色彩主要是利用分光测色法,通过不同光源方向以及光源角度对金属漆或珠光漆的颜色进行测量。单色漆的光谱特征具有均匀一致性,不会随角度的变化而发生改变,因此可以使用单一角度对油漆色差进行控制。对单色漆色差影响最明显的是油漆的膜厚。
4 油漆色差的工艺控制
控制油漆色差需要一定难度,基于以上的分析,着重从以下几个方面来进行入手;
(1)抓好日常供货,控制好每批色漆的色差,供应商每批次提供色板,采用目视和仪器测量双重方法进行确认,然后抽样在内部产线进行喷涂,减少内部工艺与油漆供方工艺之间的差异对色差的影响。从而杜绝不合格的色漆材料送到产线。
(2)为确保色差数据的可比性,需要把仪器测量的误差影响降低到最小。定期对仪器进行校正。同时,保持与客户使用相同型号,相同品牌的测量设备,减少设备间的误差。
(3)定期检查自动喷涂设备的状态,特别是喷嘴等影响流量的技术进行管理,针对出现的异常现象作出调整或者对部件进行更换。
(4)喷涂工艺调试完成后,记录喷涂过程中的参数,如施工电压、流量、旋杯转速等参数并固化到工艺文件中,严格管控。
(5)日常供料系统的5S 管理,管道压力等重要参数的点检,通过对过程参数的记录,在出现异常时能及时查找到原因,降低损失。
5 结语
本文浅述了城轨列车门中油漆色差的影响因素及工艺控制,还有许多深层次的规律没有掌握。由于油漆色差问题无法从根本上避免,因此需要细致分析导致油漆色差问题出现的症结所在,加强各生产环节管控力度,通过各部门的不断探索、合作进行持续改进,将油漆色差问题控制在合理范围之内,从根本上提升汽车外观效果。
猜你喜欢
民族文汇(2022年44期)2022-07-09
科技视界(2020年4期)2020-04-26
电脑知识与技术(2016年23期)2016-11-02
中国市场(2016年36期)2016-10-19
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年4期)2016-02-22