
冷却-混凝预处理气田废水蒸发母液
2020-03-06 09:00曾尉何海陈滢刘敏
工业用水与废水 2020年1期
曾尉, 何海, 陈滢, 刘敏
(1.四川大学 建筑与环境学院, 成都 610065; 2.中国石油化工股份有限公司西南油气分公司采气二厂,四川 阆中 637400)
工业的发展离不开天然气的开采, 近年来我国的天然气开采量显著增加, 开采过程中产生的废水也逐年增加[1], 废水的处理问题已经成为制约采气工业发展的一大阻碍。 三效蒸发技术是通过3 个串联的蒸发器对废水进行蒸发, 最终生成蒸发冷凝液(处理水)和母液(浓水)[2], 此时的母液富集了大量难降解有机物, 成为了一种新型废水——气田废水蒸发母液[3]。 蒸发母液是一种高COD、 高SS 的难降解有机废水, 通常还含有一些烃类、 稠环含氮、含硫有机化合物, 如果处理不当, 这些物质进入环境, 将对自然环境和人类造成严重损害。
目前, 针对气田废水的处理方法有混凝法、 电化学法、 高级氧化法等[4-6]。 电化学及高级氧化法可有效降解气田废水中的有机物, 但大多处于实验室研究阶段, 技术不成熟, 且成本和能耗高。 而蒸发母液作为一种新型废水, 其水质复杂程度高于常规的气田废水, 国内外对其处理方法的研究相对较少, 直接处理蒸发母液难度较大, 进行预处理可以减轻后续处理系统的负担。 混凝沉淀能有效地去除蒸发母液中的悬浮物和部分有机物, 是作为预处理较好的选择。 影响混凝效果的因素主要包括药剂种类、 水温、 pH 值、 药剂投加量[7-8]。 药剂种类和药剂投加量会直接影响絮凝体的形成和工艺成本, 应选择对污染物有较高去除率的混凝剂[9]; 水温会影响混凝剂的水解程度、 水的粘度、 絮凝体的大小[10];在不同的pH 值条件下混凝剂的水解产物形态不相同, 从而对混凝效果产生不同的影响[11]。
本研究采用冷却-混凝沉淀工艺预处理气田废水三效蒸发母液, 考察了COD 和SS 去除效果的影响因素, 优化工艺条件, 为后续蒸发母液的深度处理提供技术支持。
1 材料与方法
1.1 试验用水
试验用水为四川某气田厂采气废水经过三效蒸发后得到的蒸发母液, 水质特点为COD、 SS 浓度高, 颜色呈乳白色, 其他各项指标如表1 所示。

表1 气田废水蒸发母液水质指标Tab. 1 Water quality index of evaporation concentrate of gas field wastewater
1.2 试验药剂
试验药剂: 聚合氯化铝(PAC)、 聚丙烯酰胺(PAM)、 聚合氯化铝铁(PAFC)、 硫酸铝(Al2(SO4)3)、硫酸镁(MgSO4)、 三氯化铁(FeCl3)、 硫酸(H2SO4)、氢氧化钠(NaOH), 上述试剂均为分析纯。 混凝剂配置成质量分数为5% 的贮备液, 助凝剂(PAM)配置成质量分数为0.5%的贮备液。
1.3 试验方法
使用科析JJ-4A 型六联搅拌仪进行混凝试验。取150 mL 蒸发母液, 用H2SO4或NaOH 调节pH值, 在水浴锅设定温度下, 于六联搅拌仪中进行混凝试验, 先调节搅拌转速为200 r/min, 加入预定量的混凝剂搅拌2 min, 再调节转速为80 r/min, 加入预定量的助凝剂PAM 搅拌20 min, 沉淀30 min后取上清液测定SS、 COD 浓度。 试验考察温度、混凝剂种类、 混凝剂投加量、 助凝剂投加量、 pH值等对废水处理效果的影响, 探究最佳参数。
1.4 分析方法
采用COD 快速消解分光光度仪测定COD 浓度; 采用重量法测定SS 浓度; 采用PHB-4 型便携式pH 计测定pH 值。
2 结果与讨论
2.1 温度对处理效果的影响
蒸发母液温度为50 ℃, 自然冷却后其温度为14 ℃, 2 种温度下悬浮物自然沉降效果皆不佳。 在混凝剂PAC 投加量为2 g/L、 助凝剂PAM 投加量为2 mg/L 条件下, 考察了不同温度对蒸发母液SS、 COD 去除效果的影响, 结果如图1 所示。
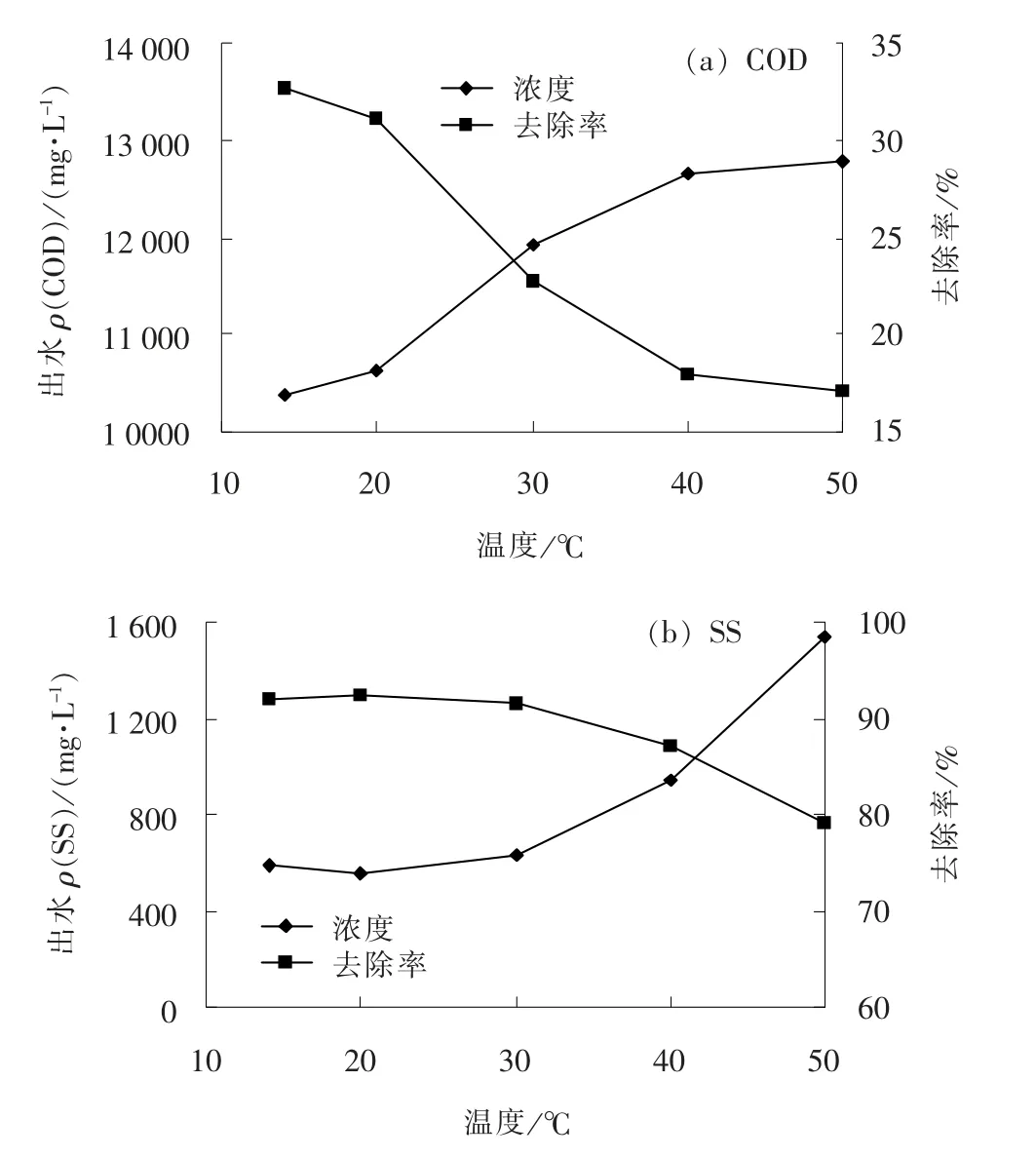
图1 温度对处理效果的影响Fig. 1 Influence of temperature on treatment effect
由图1 可见, 随着温度的上升, COD、 SS 去除率呈下降趋势。 当温度由14 ℃上升至50 ℃时,COD 去除率从32.7%下降至17.1%, SS 去除率从92.1% 下降至79.1%。 由此可知水温对混凝效果的影响较大, 当温度在14 ~20 ℃时, 混凝物形成速度较快, 此时COD、 SS 去除效果较好。 当水温达到30 ℃以上时混凝效果下降, 通常情况下水温过高时混凝剂水解较快, 造成絮凝体水合作用增强,导致絮凝体松散不易沉降且含水率较高, 体积较大, 使混凝效果下降[12]。 也可能是水温升高使水中有机物存在状态发生了变化, 一部分胶体性和悬浮性有 机物转化为溶解 性有机物[13]。 刘阳[14]采用混凝沉淀法预处理钢铁厂焦化废水, 反应最佳水温为25 ~35 ℃。 在本试验中, 当温度为30 ℃时COD 去除率已经降低到22.7%, 考虑到本研究是在冬季进行, 因而后续混凝试验均选择自然冷却后水温14 ℃进行。
2.2 混凝剂种类对处理效果的影响
废水处理中混凝剂的选择直接影响混凝效果,在其他条件相同的情况下, 考察了PAFC、 FeCl3、Al2(SO4)3、 MgSO4和PAC 等5 种 常 见 混 凝 剂 的 处理效果, 结果如图2 所示。 混凝剂的投加量均为2 g/L, 助凝剂PAM 投加量为2 mg/L。
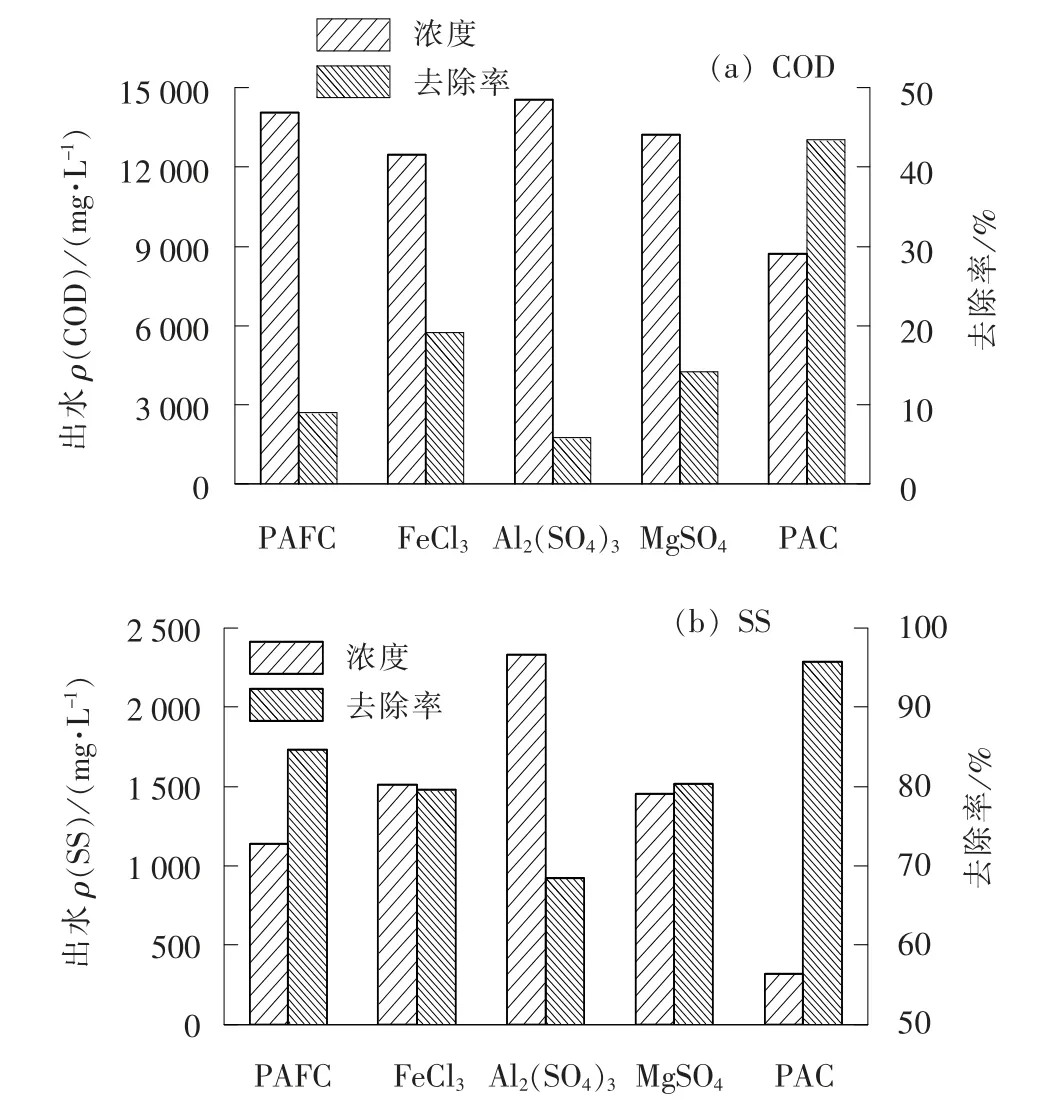
图2 混凝剂种类对处理效果的影响Fig. 2 Influence of coagulant types on wastewater treatment
由图2 可见, 以PAC 为混凝剂时去除效果最好, 出水COD 和SS 的质量浓度分别为8 730 mg/L和320 mg/L, 去除率分别为43.4% 和95.7%。 PAC为无机高分子混凝剂, 其结构由形态多变的多元羟基络合物及聚合物组成, 混凝性能优于传统无机混凝剂。 目前一致认为PAC 的混凝机理是由Al3+盐水解产生多聚体对水中胶体颗粒进行电性中和、 脱稳和吸附架桥作用生成粗颗粒絮凝体而去除, 多聚体的聚合度及相对分子质量高于传统无机混凝剂, 使其吸附架桥能力大大提高[15], 同时多聚体表面具有更高的极性活性电位, 能够和被凝聚的次生粗大颗粒进行更加强烈的相互作用, 加快絮凝过程, 提高混凝效果[16]。 PAC 的处理效果优于PAFC 的原因可能是蒸发母液的水质对铁盐的水解有一定的抑制作用, 导致PAFC 这种铝盐和铁盐的复合共聚物絮凝效果下降。 综上, 后续研究中选用PAC 为混凝剂。
2.3 PAC 投加量对处理效果的影响
在pH 值为7.3, 温度为14 ℃, PAM 投加量为2 mg/L 时, 考察PAC 投加量对处理效果的影响,结果如图3 所示。
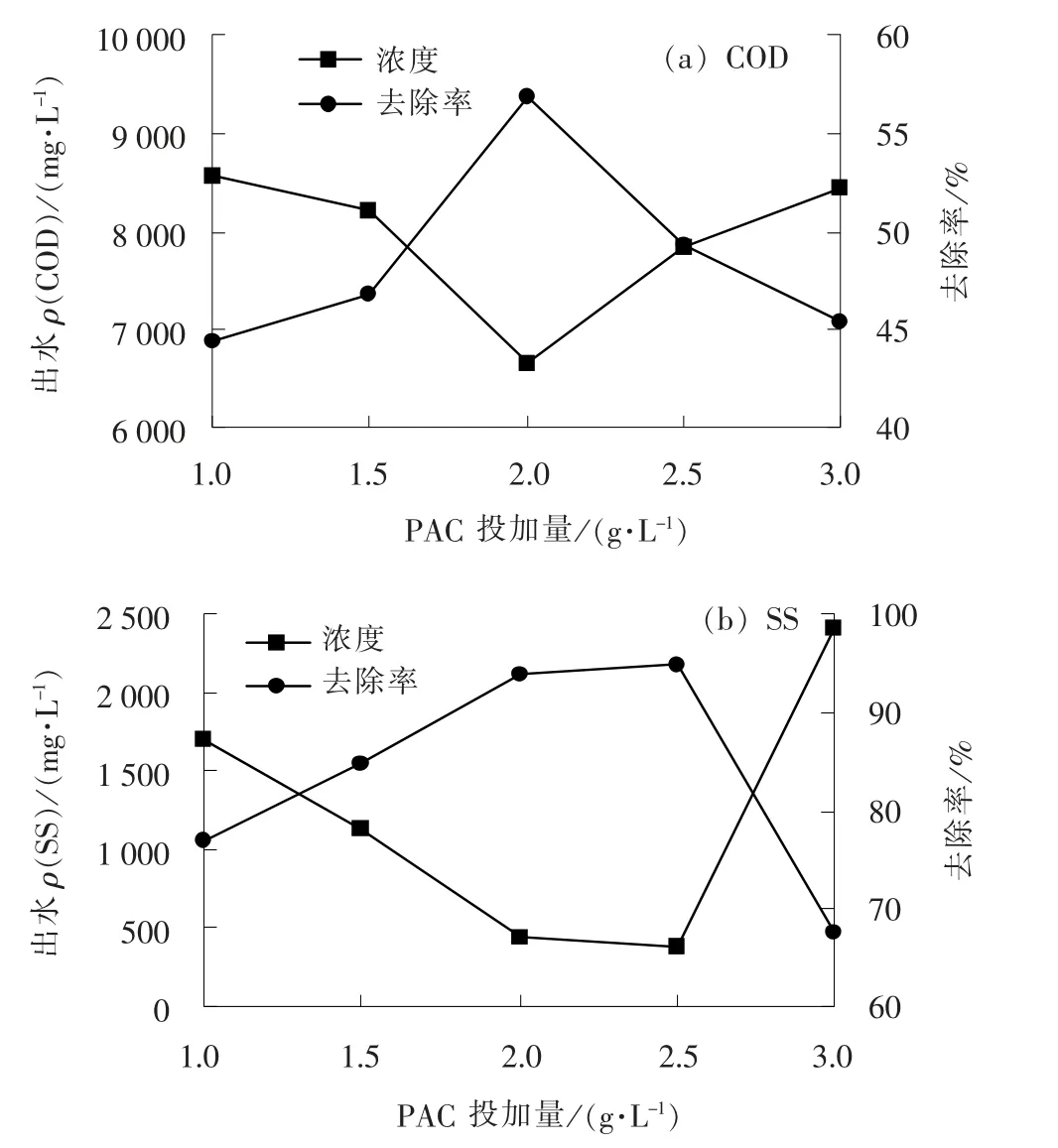
图3 PAC 投加量对处理效果的影响Fig. 3 Influence of PAC dosage on treatment effect
由图3 可见, 随PAC 投加量的增加, COD 与SS 的去除率均先上升后下降; 当PAC 投加量为1 ~2 g/L 时, 污染物的去除效果随PAC 投加量的增加有较为明显的提升, COD 去除率由44.4% 提升至56.8%, SS 去除率由73.9% 提升至96.9%; 当PAC投加量超过2 g/L, COD 去除效果开始下降; 当PAC投加量达到3 g/L 时COD 去除率已降低到45.4%;当PAC 投加量超过2.5 g/L, SS 去除率开始下降; 当PAC 投加量达到3 g/L 时, SS 去除率为67.5%。 这是由于超过最佳混凝剂投加量后压缩双电层作用达到最大化, Zeta 电位降至零, 胶粒变为电中性发生再稳现象, 导致混凝效果下降[17]。 综合考虑药剂成本和处理效果, 确定PAC 的最佳投加量为2 g/L。
2.4 PAM 投加量对废水处理效果的影响
在pH 值为7.3, 温度为14 ℃, PAC 投加量为2 g/L 的条件下, 考察PAM 投加量对处理效果的影响, 结果如图4 所示。

图4 PAM 投加量对处理效果的影响Fig. 4 Influence of PAM dosage on treatment effect
由图4 可见, 随着PAM 投加量的升高, COD去除率呈现先上升再下降的趋势, SS 去除率先上升后趋于平稳。 当PAM 投加量为1.5 mg/L 时, COD去除率为56.1%, SS 去除率为99.7%, 之后COD 去除率开始下降。 这是因为当助凝剂投加量不足时,助凝剂高分子不足以将胶粒架桥联接起来[18], 而投加量过多时又会产生胶体保护作用, 胶粒的吸附面被高分子覆盖后, 胶粒接近时因高分子的阻碍而不能聚集[19]。 综上, PAM 的最佳投加量为1.5 mg/L。
2.5 pH 值对处理效果的影响
在PAC 投加量为2 g/L, PAM 投加量为1.5 mg/L, 温度为14 ℃条件下, 分别考察了酸性、 中性、碱性条件下污染物的去除效果, 结果如图5 所示。

图5 pH 值对处理效果的影响Fig. 5 Influence of pH value on treatment effect
由图5 可见, pH 值对COD 和SS 的去除效果并不明显。 原液pH 值为7.3 时, COD 去除率为51.24%, SS 去除率为99.32%; 调节pH 值至5.3,COD 去除率为49.28%, SS 去除率为99.27%; pH 值升高到9.3, COD 去除率为41.48%, SS 去除率为99.5%。 由此可见, pH 值在5.3~9.3 之间时, SS 去除效果相近; COD 去除效果在pH 值为7.3 时较好。蒸发母液pH 值(7.3)是混凝试验的最佳pH 值条件,试验过程中不需调节pH 值, 节省了药剂费用。
3 结论
(1) 温度对气田废水三效蒸发母液预处理效果影响显著。 将蒸发母液温度从50 ℃自然冷却至14℃后, 在PAC 投加量为2 g/L、 PAM 投加量为2 mg/L 的 条 件 下, COD 去 除 率 从17.1% 提 高 至32.7%, SS 去除率从79.1%提高至92.1%。
(2) 药剂种类及其投加量对COD 和SS 去除效果影响显著, pH 值对去除效果影响相对较小。 冷却-混凝预处理气田废水三效蒸发母液的最佳工艺条件为: 温度为14 ℃, pH 值为7.3, 加入2 g/L PAC 快速搅拌2 min, 再加入1.5 mg/L PAM 慢速搅拌20 min。 此条件下COD 去除率为51.24%, SS 去除率为99.32%。
(3) 冷却-混凝法对蒸发母液的COD 和SS 处理效果明显, 为下一步的深度处理奠定了基础。 该法操作相对简单, 药剂需求量少, 是能够在生产现场应用的气田废水蒸发母液预处理方法。
猜你喜欢
供水技术(2022年1期)2022-04-19
昆钢科技(2021年4期)2021-11-06
石油炼制与化工(2020年2期)2020-02-20
山西建筑(2020年2期)2020-01-09
商品混凝土(2019年6期)2019-07-02
中国氯碱(2018年5期)2018-06-01
中国资源综合利用(2017年3期)2018-01-22
西安工程大学学报(2016年6期)2017-01-15
河北工业大学学报(2016年6期)2016-04-16
中国氯碱(2014年11期)2014-02-28
