
环保自组装膜替代酸洗磷化在铸钢零部件的工业化应用研究
2020-03-06 08:19:22毛荣水胡司慧
中国金属通报 2020年19期
毛荣水,胡司慧,王 成
(1.海天塑机集团有限公司,浙江 宁波 315821;2.宁波市生态环境局北仑分局,浙江 宁波 315800;3.伊索力科技有限公司,福建 福州 350015)
金属腐蚀是当今世界面临的一个严峻问题,每年由于金属腐蚀而造成的经济损失占国民生产总值的1.5%~2.4%,在美国每年因腐蚀造成的损失高达上千亿美元[1]。在金属预处理工艺中最常用的是酸洗磷化,但是,金属表面预处理采用的酸洗磷化工艺[2]产生沉渣,重金属污染,处理耗费大,对环境造成污染。因此,研究环境友好的替代酸洗磷化工艺成为当前亟待解决的课题。
自组装膜技术(SAMs)是近几十年来发展的一种新型有机超薄膜技术,自组装膜技术在金属防护方面展现出了重要的前景。自组装膜生成是一个自发的过程,将金属浸入含活性分子的稀溶液中,金属表面自发地形成致密、有序且具有疏水性的自组装膜。有效的阻止溶液中的腐蚀介质向金属表面迁移和扩散。采用环保金属去锈清洗液YSL-103进行金属表面预处理可以除锈并在金属表面形成自组装膜是一种取代传统酸洗磷化的有效途径,也是一种最具潜力替代酸洗磷化的金属表面预处理方法。其操作简单,无需特殊装置,可在任意形状的基材表面形成均一覆盖的膜层可作为缓蚀剂对金属起到暂时保护作用。
本文综述了环保自组装膜替代酸洗磷化在铸钢零部件的工业化应用研究进展。用环保金属去锈清洗液YSL-103和酸洗磷化分别对铸钢件进行表面预处理,对环境友好、性能等进行比较,研究环保自组装膜的工业应用状况。
1 试验(环境友好)
1.1 材料
YSL-103环保金属去锈清洗液,常规磷化液。
1.2 时间
2019年7月24日。
1.3 地点
无锡市新环化工环境监测站。
1.4 方法
对环保金属去锈清洗液YSL-103与常规磷化液水质质量检测。
1.5 结果与分析

表1 环保金属去锈清洗液YSL-103与常规磷化液水质质量检测情况
测试的环保金属去锈清洗液YSL-103的“化学需氧量、总磷、氨氮”三项指标均低于常规磷化液的检试指标,更环保。
2 试验(防腐性能)
2.1 材料
环保金属去锈清洗液YSL-103、超声波机、常规磷化液、脱脂液(POH-32D)、生锈连杆12个(铸铁)、缸盖6个(铸钢)、酸(PA-1/POR-3)、表调剂(Pti-2)、清水、空压机、气管、气枪。
2.2 时间
2019年6月27日~2019年7月31日。
2.3 地点
无锡海天机械有限公司。
2.4 方法
(1)环保自组装膜前处理工艺1:脱脂→超声波+环保金属去锈清洗液YSL-103→吹干。(表2)。

表2 环保自组装膜前处理药剂用量、试验时间、温度
(2)环保自组装膜前处理工艺1:脱脂→环保金属去锈清洗液YSL-103→吹干。(表3)。

表3 环保自组装膜前处理方法
(3)传统酸洗磷化前处理工艺:脱脂→水洗→酸洗→水洗→表调→磷化→水洗→吹干。(表4)。

表4 传统酸洗磷化前处理使用的药剂、试验时间、温度控制
2.5 结果与分析
将工件在常温室内裸露存放,跟踪记录其防腐状况。方法(1)和方法(2)。
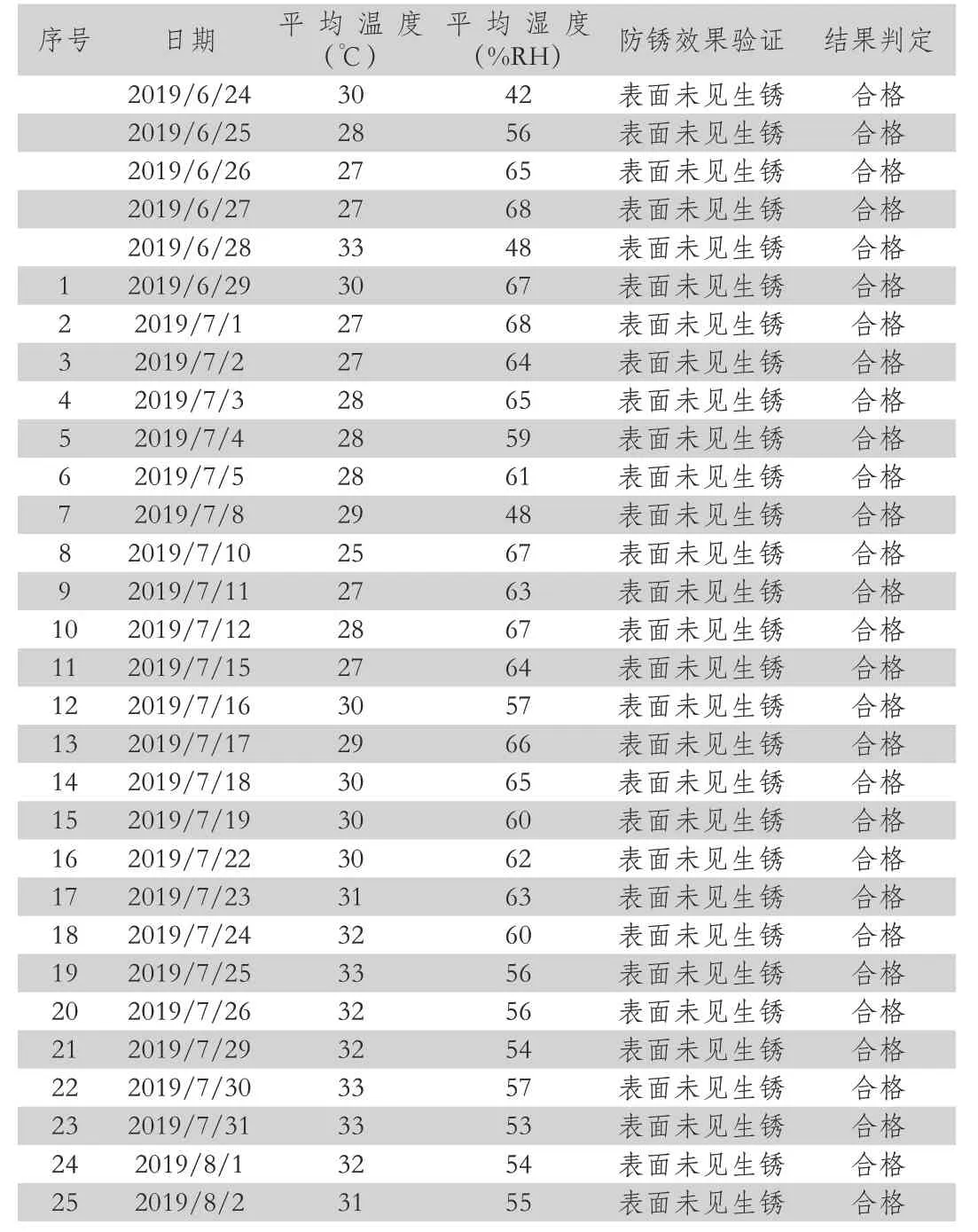
表5 工件的防腐状况
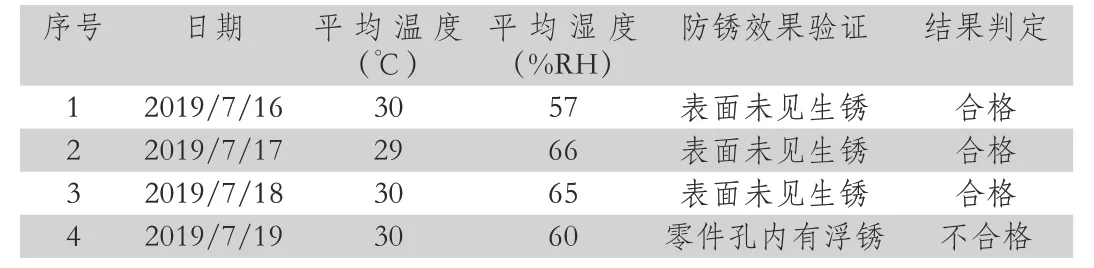
表6 使用环保金属去锈清洗液YSL-103铸钢工件的防腐情况
(1)使用环保金属去锈清洗液YSL-103对铸钢件进行表面处理生成环保自组装膜(40天未生锈)防锈效果明显优于常规酸洗磷化工艺(4天后生锈)。
(2)环保自组装膜技术工艺简单、过程时间明显少于常规酸洗磷化工艺。
3 试验(喷漆后物理性能)
(1)材料。环保金属去锈清洗液YSL-103、超声波机、常规磷化液、脱脂液(POH-32D)、酸(PA-1/POR-3)、表调剂(Pti-2)、清水、空压机、气管、气枪、油漆、连杆(铸铁)、顶出导板(铸铁)、法兰(铸钢)、缸盖(铸钢)。
(2)时间。2019年6月27日~2019年7月31日。
(3)地点。无锡海天机械有限公司。
(4)方法。①环保自组装膜处理工艺:脱脂→超声波+环保金属去锈清洗液YSL-103→吹干→静电喷涂→固化。②传统酸洗磷化前处理工艺:脱脂→水洗→酸洗→水洗→表调→磷化→水洗→吹干→静电喷涂→固化。
(5)结果与分析。成品性能测试。

表7 使用环保自组装膜处理工艺与传统酸洗磷化前处理工艺铸钢成品性能对比
使用环保金属去锈清洗液YSL-103对铸钢件进行表面处理生成环保自组装膜对油漆喷涂质量(附着力、色差、光泽度等)基本无影响。
4 结语
(1)通过对比试验可知,环保自组装膜比酸洗磷化在环境友好和防腐领域更具有优势,工业应用采用环保金属去锈清洗液YSL-103生成环保自组装膜完全可以替代传统酸洗磷化工艺。
(2)虽然自组装技术对钢铁及其他活泼金属方面的研究报告较少。但随着技术发展,环保自组装技术将会在更广阔的领域被采用,其必将给金属腐蚀及防护方面带来巨大的变革。
猜你喜欢
中国医学工程(2023年11期)2023-11-30 08:20:10
汽车工艺与材料(2022年12期)2022-12-19 07:01:06
中国铸造装备与技术(2022年3期)2022-05-27 01:28:58
武汉工程职业技术学院学报(2021年4期)2022-01-06 06:40:54
齐鲁工业大学学报(2021年5期)2021-11-02 10:40:50
电镀与精饰(2021年4期)2021-05-17 01:57:18
天津冶金(2020年4期)2020-08-18 09:40:26
大型铸锻件(2015年4期)2016-01-12 06:35:07
长江大学学报(自科版)(2015年19期)2015-12-04 01:33:54
设备管理与维修(2015年11期)2015-03-16 05:57:40
