亚氨基二乙酸合成工艺优化
2020-03-05 02:38李金辉张钢强
当代化工 2020年1期
李金辉 张钢强
摘 要: 针对目前亚氨基二乙酸合成路线含盐废水排放量大问题,以二乙醇胺、氢氧化钠为原料经氧化脱氢、电渗析法制备了亚氨基二乙酸,合成过程无废水产生,利用单因素-响应面法对合成工艺进行了优化,得到最佳工艺条件为:反应温度160 ℃,反应压力0.81 mPa,n(氢氧化钠)∶n(二乙醇胺)=2.23∶1,反应时间2.99 h,产品收率92.9%。
关 键 词:亚氨基二乙酸;氧化脱氢;响应面法
中图分类号:TQ 217 文献标识码: A 文章编号: 1671-0460(2020)01-0075-04
Optimization of Synthesis Process of Iminodiacetic Acid
LI Jin-hui1, ZHANG Gang-qiang2
(1. College of Chemistry and Chemical Engineering, Yan'an University, Shaanxi Yan'an 716000, China;
2. Xinjiang Xuanli Environmental Protection Energy Co., Ltd., Xinjiang Hami 839000, China)
Abstract: To solve the problem of large amount of saline wastewater emission in present iminodiacetic acid synthesis, using diethanolamine, sodium hydroxide as raw materials, oxidative dehydrogenation and electrodialysis method were used to prepare the iminodiacetic acid, and there was waste water emission in the synthesis process. The single factor-the response surface method was used to optimize the synthesis process, the best process conditions were determined as follows: the reaction temperature 160 ℃, the reaction pressure 0.81 MPa, n(NaOH)∶n(diethanolamine)=2.23∶1, the reaction time 2.99 h. Under above conditions, the product yield reached 92.9%.
Key words: Iminodiacetic acid;Oxidative dehydrogenation;Response surface method
含氮類化合物作为农药、医药重要的组成部分,具有一定的生物活性[1-4],亚氨基二乙酸作为目前用量最大的除草剂草甘膦主要原料之一[ 5-8],其年需求量约为4万t/a,同时亚氨基二乙酸也是重要的螯合剂,在电镀、生物、化工、医药等领域广泛应用[ 9-12 ]。
目前合成亚氨基二乙酸的方法有近十种,其中以工业化或具有工业化前景的方法为氢氰酸法、羟基乙腈法、氨基乙酸法、二乙醇胺脱氢法[13,14]。氢氰酸法采用氢氰酸、甲醛、六亚甲基四胺为原料,在酸性条件下合成亚氨基二乙腈,在氢氧化钠作用下水解为亚氨基二乙酸,盐酸酸化后得到亚氨基二乙酸,该方法技术成熟,产品质量稳定,目前,国内具有氢氰酸资源厂家均采用此方法进行生产。但中和过程产生较大含盐废水,使得环保压力和生产成本不断增加。羟基乙腈法采用羟基乙腈、氨气、阻聚剂为原料,反应生成亚氨基二乙腈,进一步在碱水溶液中水解得到亚氨基二乙酸钠,盐酸酸化后得到亚氨基二乙酸,虽然该方法规避了成本较高的六亚甲基四胺原料,采用廉价的氨气,具有能耗低、成本低的优点,但含盐废水仍是目前有待处理的难题。氨基乙酸法将氨基乙酸中和得到氨基乙酸钠,氯乙酸中和得到氯乙酸钠,两者在缚酸剂碳酸钠作用下中和、结晶得到亚氨基二乙酸。该方法操作相对简单、原料易得,中和后的废水量是氢氰酸法、羟基乙腈法的二倍以上限制了其发展。二乙醇胺脱氢法将二乙醇胺和氢氧化钠水溶液在金属活性催化剂下反应,反应过程副产等化学计量比氢气,该过程无三废排放,原料易得,但目前二乙醇胺法存在收率较低,无法实现工业化[13,14]。
针对目前二乙醇胺法合成亚氨基二乙酸存在收率低问题,以铜镍负载分子筛为催化剂,采用响应面法对二乙醇胺法工艺进行了优化,考察了反应温度、反应时间、原料比例等对亚氨基二乙酸收率的影响。
1 实验部分
1.1 试剂与仪器
二乙醇胺(分析纯,国药集团化学试剂有限公司),氢氧化钠(分析纯,国药集团化学试剂有限公司),铜镍复合催化剂(自制)。XSF-0.5L型高压反应釜(威海行雨化工机械有限公司),电渗析装置(自制),WRS-2A数字熔点仪(上海平轩科学仪器有限公司)。
1.2 实验原理
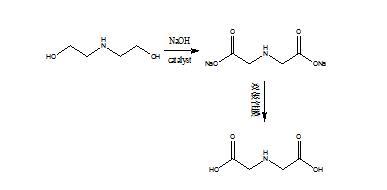
二乙醇胺与氢氧化钠在高温高压条件下,在铜镍复合催化剂活性中心中的未配对电子作用下,极性较强的羟基与金属活性中心发生氧化脱氢反应,得到亚氨基二乙酸钠盐碱性水溶液,亚氨基二乙酸钠盐碱性水溶液在双极性膜中电渗极得到产品亚氨基二乙酸,反应方程式如下:

1.3 實验步骤
氮气置换高压釜内空气,将二乙醇胺、氢氧化钠水溶液、铜镍催化剂一次性加入到0.5 L高压反应釜内,关闭高压反应釜,开启电动搅拌和电加热器,使高压釜内温度缓慢升高,随着温度的升高反应釜内压力开始升高,最终控制反应温度在180~190 ℃、压力在1.5~1.6 mPa,当高压釜内压力超过1.6 mPa时,将排空阀打开,释放氢气,当高压釜内压力不再升高时,停止反应,过滤分别得到固体催化剂与液体亚氨基二乙酸钠水溶液。亚氨基二乙酸钠水溶液进一步通入双极性膜电渗析设备中,亚氨基二乙酸钠中的钠离子与膜另一侧的氢离子交换得到亚氨基二乙酸,并副产氢氧化钠。
2 结果与讨论
2.1 单因素优化实验
2.1.1 反应温度对亚氨基二乙酸收率的影响
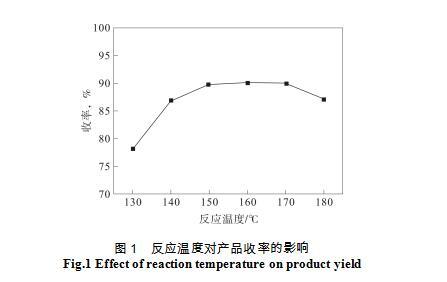
反应温度是反应热力学的重要参数,反应温度的高低会直接影响正反应与副反应的进行,首先对反应温度的变化对收率影响进行了考察,在n(氢氧化钠)∶n(二乙醇胺)为2.3∶1,反应压力0.8 mPa,反应时间3 h条件下,进行了反应温度分别为130、140、150、160、170、180 ℃时亚氨基二乙酸的收率变化,试验结果见图1。
由图1可以看出,当反应温度在130~150 ℃时,亚氨基二乙酸收率较低,随着反应温度的逐渐增加,产品收率也逐渐呈现上升的趋势,150 ℃时达到最大,继续提高反应温度亚氨基二乙酸收率有缓慢的降低。最佳反应温度条件为150 ℃。
2.1.2 氢氧化钠加入量对亚氨基二乙酸收率的影响
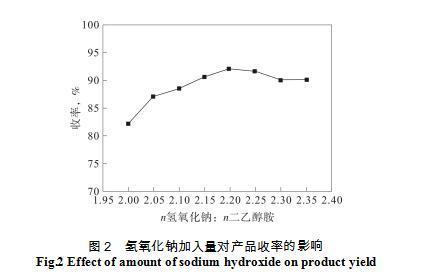
在反应温度150 ℃、反应压力0.8 mPa、反应时间为3 h条件下,考察了n(氢氧化钠)∶n(二乙醇胺)分别为2∶1、2.05∶1、2.1∶1、2.15∶1、2.2∶1、2.25∶1、2.3∶1、2.35∶1时产品收率的变化,结果如图2所示。
由图2可以看出,随着氢氧化钠加入量的增加,亚氨基二乙酸收率呈现出先增大后趋于平缓的趋势,当氢氧化钠加入量为n(氢氧化钠)∶n(二乙醇胺)=2.2∶1时,亚氨基二乙酸的收率最大。最佳氢氧化钠加入量为n(氢氧化钠)∶n(二乙醇胺)=2.2∶1。
2.1.3 反应压力对亚氨基二乙酸收率的影响
在反应温度为150 ℃、n(氢氧化钠)∶n(二乙醇胺)=2.2∶1、反应时间3 h时,考察了不同反应压力对亚氨基二乙酸收率的影响,结果如图3所示。
从图3可以看出,随着反应的升高,亚氨基二乙酸收率先增大后减小,在压力为0.8 mPa时,产品收率最大,其原因可能是,在压力较小时,压力的升高有利于反应的正方向进行,继续增加压力会导致反应向逆方向进行,导致收率降低,因此最佳的反应压力为0.8 mPa。
2.1.4 反应时间对亚氨基二乙酸收率的影响
在反应温度为160 ℃、n(氢氧化钠)∶n(二乙醇胺)=2.2∶1、反应压力0.8 mPa时,考察了反应时间的变化对产品收率的影响,结果见图4。图4可以看出,随着反应时间的增加,亚氨基二乙酸先增大后缓慢降低,最佳的反应时间为3 h。

2.2 响应面法优化实验
在单因素实验结果基础上,对反应温度(A) 、氢氧化钠加入量(B) 、反应压力(C)、反应时间(D)进行四因素三水平的响应面分析,实验编码见表1,实验设计及结果见表2。
利用软件Design-Expert对实验结果分析,进行了二次拟合,结果见表3。
由表3可以看出,方差分析响应面的回归参数,各变量的响应值的显著性由F值来判断,其概率P值越小,应变量的显著性越大,本模型的P值为0.0037<0.01为极显著,失拟项P值为0.06>0.05为不显著,表明该模型拟合效果较好。各个因素的影响程度为:反应温度>反应时间>氢氧化钠加入量>反应压力。对结果进行数值最优化计算,得到最优条件为:反应温度160 ℃,反应压力0.81 mPa,n(氢氧化钠)∶n(二乙醇胺)=2.23,反应时间=2.99 h,产品收率=92%。对响应面法模拟的最优条件进行多批次验证实验,实验结果平均收率为92.9%,与模拟结果接近。
3 结 论
(1)以二乙醇胺和氢氧化钠为原料,经氧化脱氢成功制备得到了亚氨基二乙酸。
(2)利用单因素法考察了反应温度、原料比例、反应压力、反应时间对亚氨基二乙酸收率的影响,进一步利用响应面法进行优化了,最优条件为:反应温度=160 ℃,反应压力=0.81 mPa,n(氢氧化钠)∶n(二乙醇胺)=2.23∶1,反应时间=2.99 h,产品收率=92.9%。
参考文献:
[1]毛明珍,张媛媛,张晓光,王伦,卫天琪,张建功,王威,宁斌科,李玉新,李正名.含苯基(糖基)和嘧啶基哌啶结构的1,2,3-三唑类化合物的设计、合成与生物活性[J].农药,2019,58(08):565-568.
[2]梁海. 2-氨基-4,6-二甲氧基嘧啶的合成研究[J]. 当代化工, 2018, 47(09):59-61+72.
[3]彭壮,王明慧.新型含氟吡啶哌嗪类衍生物的设计、合成与生物活性[J].农药,2018,57(09):641-644.
[4]梁海, 金柄旭, 丁一. 管式反应器合成2-氨基-4,6-二甲氧基嘧啶研究[J]. 辽宁化工, 2018, v.47;No.439(5):388-390.
[5]江镇海. 亚氨基二乙酸法草甘膦合成工艺技术进展[J]. 乙醛醋酸化工, 2014(6):26-26.
[6]付晓微. 草甘膦废水的资源化治理[J]. 中国农药, 2017(6):68-70.
[7]陈丹, 李健, 李国儒,等. 草甘膦合成工艺研究进展[J]. 化工进展, 2013, 32(7):1635-1640.
[8]张涛, 柳志强, 郑裕国. 亚氨基二乙酸的生产及应用[J]. 精细与专用化学品, 2010, 18(3):33-38.
[9]曹焕义, 王海峰. 亚氨基二乙酸鳌合树脂处理氨基酸生产含铜废水[J]. 水处理技术, 2018(3):121-124.
[10]宋方方, 赵岗, 光善仪,等. 一种新型罗丹明基衍生物分子的合成[J]. 合成化学, 2018, 26(11):43-45.
[11]程云雷, 曹有名, ChengYunlei,等. 一种亚胺羧酸型螯合树脂的合成[J]. 合成树脂及塑料, 2017, 34(1):1-5.
[12]王凯, 邱广明, 赵丽娟,等. P(St-GMA)-IDA-Cu(Ⅱ)微球的制备及其吸附性能[J]. 功能材料, 2018(8):8062-8067.
[13]冯练享, 陈均志, 任便利. 亚氨基二乙酸的生产与应用[J]. 農药, 2006, 45(1):12-14.
[14]刘长春. 亚氨基二乙酸的开发与应用[J]. 应用化工, 2001, 30(2):16-18.
![]()
猜你喜欢
中学生数理化·高一版(2022年4期)2022-05-09
健康体检与管理(2022年3期)2022-05-08
中学化学(2021年11期)2021-12-09
科学与财富(2021年33期)2021-05-10
学校教育研究(2018年15期)2018-05-14
食品界(2016年10期)2016-09-10
中国医药科学(2016年9期)2016-07-25
计算技术与自动化(2015年3期)2015-12-31
建材发展导向(2014年2期)2014-05-04