
60Si2MnA弹簧钢材料零件加工
2020-03-05 02:34:02
技术与市场 2020年2期
(中国空空导弹研究院,河南 洛阳 471003)
1 零件图和技术要求
零件如图1所示,材料是1 mm厚的60Si2MnA弹簧钢带,零件尺寸多,公差要求高,硬度要求HRC43-48,表面处理镀镉,镀镉后零件表面还要再喷涂一层二硫化钼。

图1 零件图
2 零件加工难点
零件是个钣金件,材料是1 mm厚的60Si2MnA弹簧钢带,因为零件长度长,材料厚度薄,弹簧钢材料回弹又大,所以零件成形后尺寸公差和平面度要求不好保证,必须依靠后续的钳工校形工序才能保证图纸要求,但是零件又有硬度要求HRC43-48,零件淬火以后变硬,无法通过钳工校形的方法来保证要求。
3 加工工艺及改进措施
对零件研究分析后初步确定了工艺路线,成形台阶,冲4个孔和落料可以用模具一次加工出来,落料时外形留上余量,外形尺寸50 mm×194 mm(包含2-R2和2-R5)用数控铣加工,工艺路线确定后,我们首先设计制造了专用的模具,见图2。

图2 模具图
该模具可以把成形台阶冲4个孔,和落料一次加工出来,模具制作好以后在试模过程中发现零件紧紧包在4个冲头上无法脱模,经分析发现这是因为零件成型和冲孔是同时进行的,在成型过程中材料是流动的,这样就把4个冲头紧紧地包住,同时因为顶件器力量不够,造成了零件无法脱模。为了解决这个问题,我们对工艺进行了改进,先成形台阶和落料,4个小孔改在后面和零件外形同时用数控铣加工出来,工艺更改后零件冲工工序图如图3所示(主视图和俯视图的示意图,去掉了4个孔,其余尺寸不变)。

图3 零件工序图

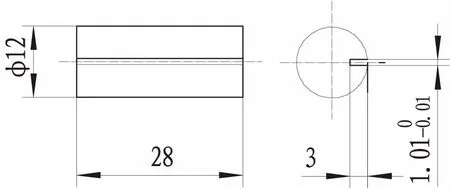
图4 对称度检测工装

热处理夹具的设计目的是保证零件经过淬火以后尺寸符合图纸要求,为了提高效率,一套夹具装夹2个零件,夹具的所有材料(包括夹具所用的螺钉、螺栓)都选用了15-5pH不锈钢(0Cr15Ni5Cu2Ti),该材料在高温下强度好,变形小,不易开裂,耐腐蚀,能够满足要求。夹具一次可以装夹2个零件,零件被紧紧包压在夹具里面,目的就是控制住零件的热处理变形,从而达到图纸要求。经过使用发现夹具控制零件的变形效果很好,完全能达到图纸要求,夹具也很耐用,说明夹具的结构设计和材料的选用是正确的,效果令人满意。

图5 热处理夹具图
4 结语
通过使用这些专用工装,零件得以批量生产,质量非常稳定,达到了图纸要求,为以后加工类似材料以及类似技术要求的零件找到了方法。
猜你喜欢
锻压装备与制造技术(2021年2期)2021-07-19 08:50:50
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
装备制造技术(2019年12期)2019-12-25 03:06:56
山东冶金(2019年5期)2019-11-16 09:09:32
模具制造(2019年4期)2019-06-24 03:36:42
制造技术与机床(2017年10期)2017-11-28 05:20:46
材料科学与工程学报(2016年2期)2017-01-15 13:34:45
山东工业技术(2016年15期)2016-12-01 05:31:46
