
CO2高压低温气流膨化干燥苹果片的工艺优化
2020-03-03 06:18王璐陈海峰袁越锦宋一凡
食品工业 2020年1期
王璐,陈海峰,袁越锦,宋一凡
陕西科技大学机电工程学院(西安 710021)
苹果是蔷薇科苹果属植物,果实富含矿物质和维生素,是人们最常食用的水果之一。由于苹果含有丰富的营养价值,因此对苹果的二次加工方式层出不穷。
近几年来,气流高压低温膨化干燥技术正在逐渐兴起,作为一种新兴干燥技术,它无需油炸,且具有节能环保的优点。工业上对苹果片膨化的加工方式有微波膨化[1-2]、变温压差膨化[3-4]、气流膨化[5-6]等。气流高压低温膨化技术是利用H2、N2、He等气体作为介质产生压差,达到膨化的效果。研究选取CO2作为介质进行高压低温膨化。CO2为惰性气体且不易与物料发生反应,动力直径0.33 nm,其动力直径与N2相近,因此选取CO2作为苹果气流高压低温膨化的介质进行研究。
试验选取陕西红富士苹果,进行CO2高压低温气流膨化干燥试验。在单因素试验基础上,采用响应面法优化膨化工艺,开发出更好加工工艺,为苹果气流膨化干燥技术的产业化推广提供研究依据。
1 材料与方法
1.1 原料与仪器设备
陕西红富士苹果。
鼓风干燥箱(DHG-9070A,上海一恒科学仪器有限公司);低温高压气流膨化罐(自制);小型真空封装机(新型DZ-280/2SE,绿叶牌);电子天平(FA2204C,上海佑科仪器仪表有限公司)。
1.2 工艺流程
原料的筛选→预处理(清洗、削皮、去核、切片)→热风预干燥→放入膨化罐→通入高压CO2并保压→迅速泄压→苹果片膨化→抽真空干燥→冷却定型→真空包装→成品
1.3 工艺设计
1.3.1 单因素设计
切取苹果片后,CO2高压低温气流膨化干燥试验以3片为1组进行。研究预干燥含水率、切片厚度、膨化压差、膨化温度、抽真空时间对苹果脆片含水率,膨化度,复水比的影响。
切片厚度对苹果脆片的影响。在预干燥含水率10%,膨化压差1.2 MPa,膨化温度70 ℃,抽真空时间30 min条件下膨化,研究切片厚度(3,5,7和9 mm)对苹果脆片含水率、膨化度和复水比的影响。
预干燥含水率对苹果脆片的影响。在切片厚度5 mm,膨化压差1.2 MPa,膨化温度70 ℃,抽真空时间30 min条件下膨化,研究预干燥含水率(10%,15%,20%和25%)对苹果脆片含水率、膨化度和复水比的影响。
膨化压差对苹果脆片的影响。在预干燥含水率15%,切片厚度5 mm,膨化温度70 ℃,抽真空时间30 min条件下进膨化,研究膨化压差(1.0,1.2,1.4和1.6 MPa)对苹果脆片含水率、膨化度和复水比的影响。
膨化温度对苹果脆片的影响。在预干燥含水率15%,切片厚度5 mm,膨化压差1.4 MPa抽真空时间30 min条件下膨化,研究膨化温度(60,70,80和90℃)对苹果脆片含水率、膨化度和复水比的影响。
抽真空时间对苹果脆片的影响。在预干燥含水率15%,切片厚度5 mm,膨化压差1.4 MPa,膨化温度70℃,条件下膨化,研究抽真空时间(30,45,60和75 min)对苹果脆片含水率、膨化度和复水比的影响。
1.3.2 响应面试验设计
根据单因素试验结果,选取CO2高压低温气流膨化干燥中的主要因素:以膨化压差、膨化温度、抽真空时间为自变量,以苹果脆片膨化度,复水比为因变量,进行二次回归正交旋转组合试验[7-8],优化CO2高压低温气流膨化干燥制备苹果脆片工艺。试验设计见表1。

表1 响应面试验水平及因素
1.4 检测指标
1.4.1 含水率的测定
根据GB 5009.3—2016,采用直接干燥法测定[9]。
1.4.2 膨化度的测定
采用比容法[10],利用超细石英砂填埋体积置换法测定苹果片的体积。3次测量求其平均值,误差不超过0.2 mL。

式中:ER为膨化度;V0为膨化后体积,mL;V为膨化前体积,mL;m0为膨化前质量,g;m为膨化后质量,g。
1.4.3 复水比的测定
选取3组膨化后的样品称质量并记录,将样品放入清水中浸泡1.5 h后取出沥干,称质量并记录,处理3次平行[11]。

式中:RR为复水比;WD为复水前样品质量,g;WR为复水后样品质量,g。
2 结果与分析
2.1 单因素试验结果
2.1.1 切片厚度对苹果脆片品质的影响
由表2可得,在同一条件下进行CO2气流高压低温膨化苹果片时,切片厚度对膨化干燥的效果影响较大。厚度5 mm时,苹果脆片的膨化度1.306,复水比为1.849,含水率在允许范围内。综合考虑当苹果切片厚度5 mm时,CO2高压低温气流膨化干燥效果最佳。

表2 切片厚度影响
2.1.2 预干燥含水率对苹果脆片品质的影响
由表3可得,在同一条件下进行CO2气流高压低温膨化苹果片时,预干燥含水率对膨化干燥的效果影响较大。预干燥含水率15%时,苹果脆片膨化度为1.698,复水比为2.159,含水率在允许范围内。综合考虑苹果片预干燥含水率15%时,CO2高压低温气流膨化干燥效果最佳。

表3 预干燥含水率的影响
2.1.3 膨化压差对苹果脆片品质的影响
由表4可得,在同一条件下进行CO2气流高压低温膨化苹果片时,膨化压差对膨化干燥的效果影响较大。膨化压差1.2 MPa时,苹果脆片膨化度为1.678,复水比为2.161,含水率在允许范围内。综合考虑苹果片膨化压差1.2 MPa时,CO2高压低温气流膨化干燥效果最佳。

表4 膨化压差的影响
2.1.4 膨化温度对苹果脆片品质的影响
由表5可得,在同一条件下进行CO2气流高压低温膨化苹果片时,膨化温度对膨化干燥的效果影响较大。膨化温度70 ℃时,苹果脆片的膨化度为1.608,复水比为2.119,含水率在允许范围内。综合考虑苹果片膨化温度70 ℃时,CO2高压低温气流膨化干燥效果最佳。

表5 膨化温度的影响
2.1.5 抽真空时间对苹果脆片品质的影响
由表6可得,在同一条件下进行CO2气流高压低温膨化苹果片时,抽真空时间对膨化干燥的效果影响较小。抽真空时间45 min,苹果脆片的膨化度为1.654,复水比为2.121,含水率在允许范围内。综合考虑苹果片抽真空时间45 min时,CO2高压低温气流膨化干燥效果最佳。
2.2 响应面分析法对CO2气流膨化干燥苹果脆片工艺进行优化
依据单因素试验选择膨化压差(A)、膨化温度(B)、抽真空时间(C)为影响因素,膨化度(Y1)、复水比(Y2)为响应值进行响应面设计及结果见表7。

表7 响应面设计及结果
2.2.1 回归方程分析
运用Design-Expert 8.0.6软件,根据Central Composite试验设计[12],获得苹果脆片膨化度(Y1)、复水比(Y2)与各因素之间的响应面回归方程为:Y1=-4.067 96+4.244 69A+0.076 848B+0.004 89C-0.005 13AB+0.000 63C+0.000 005BC-1.524 69A2-0.000 46B2-0.000 07C2;Y2=-270 783+4.330 33A+0.057 009B-0.001 64C+0.008 81AB+0.000 56AC+0.000 03BC-1.975 36A2-0.000 45B2-0.000 03C2。
由表8和表9可得,各方程的决定系数R2>0.8[13],说明该等式有意义。根据方差分析结果,膨化温度对苹果脆片膨化度和复水比的影响最为显著,膨化压差对苹果脆片膨化度和复水比的影响较显著,而抽真空时间对膨化后的膨化度和复水比并无显著影响。

表8 CO2气流膨化苹果脆片膨化度回归与方差分析结果
2.2.2 响应面分析
如图1所示,抽真空时间一定时,产品的膨化度随膨化压差和膨化温度的增大先呈递增趋势到达某一峰值后又呈递减趋势,且图形弧度较明显;膨化温度一定时,产品的膨化度随膨化压差和抽真空时间的增大先呈递增趋势到达某一峰值后又呈递减趋势,但图形弧度较平缓;膨化压力一定时,产品的膨化度随膨化温度和抽真空时间增大呈先递增趋势,到达某一峰值后又呈递减趋势,但图形弧度较平缓。由此可说明,膨化压差和膨化温度对膨化苹果脆片的膨化度的影响较大。

图1 三因素对苹果脆片膨化度的影响
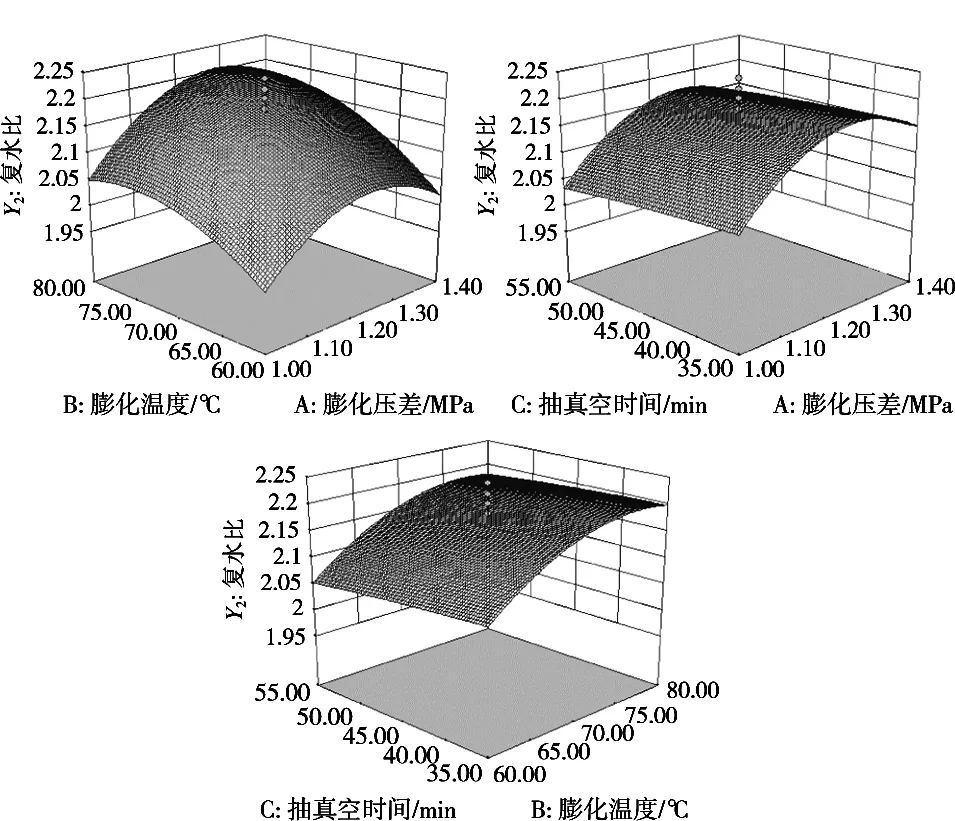
图2 三因素对苹果脆片复水比的影响
如图2所示,抽真空时间一定时,产品复水比随膨化压差和膨化温度增大先呈递增趋势,到达某一峰值后又呈递减趋势,且图形弧度较明显;膨化温度一定时,产品复水比随膨化压差和抽真空时间增大先呈递增趋势,到达某一峰值后又呈递减趋势,但图形弧度较平缓;膨化压力一定时,产品复水比随膨化温度和抽真空时间增大先呈递增趋势,到达某一峰值后又呈递减趋势,但图形弧度较平缓。由此说明,膨化压差和膨化温度对膨化苹果脆片的复水比的影响较大。
2.2.3 最佳工艺条件的确定及验证试验结果
根据建立的数学模型,利用Design Expert 8.0.6统计软件对数据进行处理,得到CO2高压低温气流膨化干燥苹果片的最佳工艺条件为:膨化压差1.27 MPa、膨化温度76.74 ℃、抽真空时间41.31 min。在该条件下,膨化度为1.672 97,复水比为2.110 92。考虑实际因素,最佳工艺条件应选膨化压力1.3 MPa、膨化温度77 ℃、抽真空时间41 min。
为进一步验证模拟数据估算出的可靠性,应在最佳条件下进行试验。最终得到苹果脆片膨化度为1.617±0.024,复水比为2.131±0.036。试验所得数据与模拟预估值相近,说明通过Design Expert 8.0.6统计软件进行数据分析出的结果可靠。
2.3 苹果脆片膨化后的微观结构
在CO2高压低温气流膨化干燥后,通过SEM观察苹果脆片的微观结构,如图3所示。苹果脆片属于多孔结构,细胞壁破裂且质壁分离清晰,细胞层呈较规律孔状结构。这些变化可能是由于细胞膜的渗透性增加导致细胞膜通道打开使得胞内物质外流所致[14]。细胞的分离破碎常伴随着细胞壁多聚物的凝胶化和果胶的分解[15],这些变化对产品的口感和品质有影响。

图3 苹果脆片膨化后的微观结构
3 结论
通过单因素试验探究预干燥含水率、切片厚度、膨化压差、膨化温度、抽真空时间5个因素对苹果脆片的膨化度和复水比的影响。
通过响应面法探究膨化压差、膨化温度、抽真空时间对苹果脆片的膨化度和复水比的影响。分析得出,膨化压差和膨化温度对苹果脆片的膨化度和复水比的影响显著,而抽真空时间对苹果脆片的膨化度和复水比的影响不显著。通过Design-Expert 8.0.6分析并与实际相结合得出最佳工艺参数为:膨化压差1.3 MPa、膨化温度77 ℃、抽真空时间41 min。
通过SEM观察苹果脆片的微观结构,苹果脆片属于多孔结构,细胞壁破裂且质壁分离清晰,细胞层呈较规律孔状结构。
猜你喜欢
科学大众(2021年21期)2022-01-18
科学大众(2020年18期)2020-01-10
石油石化绿色低碳(2019年6期)2019-01-14
天然产物研究与开发(2018年4期)2018-05-07
深空探测学报(2016年2期)2016-05-17
超硬材料工程(2016年1期)2016-02-28
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
应用数学与计算数学学报(2014年1期)2014-09-26
电测与仪表(2014年18期)2014-04-04
汽车零部件(2014年2期)2014-03-11
