
固态继电器平行缝焊工艺
2020-02-28 05:21
机电元件 2020年1期
(贵州振华群英电器有限公司,贵州贵阳,550018)
1 固态继电器平行缝焊概述
固态继电器(Solid State Relay,SSR)是电子控制设备的重要组成部分。自诞生以来一直被广泛应用于汽车电子系统、家用电器、工业过程控制系统等。随着焊接技术、密封工艺的发展,气密式密封固态继电器以其高可靠性、长寿命周期、小体积、高功率密度等优点,已应用在严酷工作条件下的宇航设备和军用电子设备中。在可靠性要求高的场所采用金属气密式密封,其作用为隔绝水汽、空气中的氧气及其它有害介质,防止芯片、键合引线、厚膜导体、陶瓷覆铜区及其它器件暴露在空气中腐蚀失效。熔焊封接技术是常用的实现金属气密式密封的一种方法,熔焊是通过加热实现盖板(罩壳)与底座熔融形成焊点进而实现连接的工艺技术,依据工艺技术不同包括平行缝焊、储能焊、激光缝焊、钎焊、锡焊等。
平行缝焊是目前在气密性要求高的封装结构中普遍使用的工艺,具有较高的可靠性和焊接效率,焊接过程对器件的温度冲击较小,焊接接头强度高,不用添加焊料等特点,适用于金属气密式密封固态继电器。
2 平行缝焊工艺
平行缝焊是一种电阻焊,是通过两个平行的圆锥形铜合金滚轮电极与盖板接触,给电流提供了一个闭合的回路,当两个电极施加一定的压力,在电极与盖板及盖板与焊框之间存在接触电阻,因接触电阻为焊接回路的两处高阻,焊接电流将在这两个接触电阻处产生焦耳能量,如图1所示。两电极同时沿着金属盖板边缘滚动,两电极间经过一系列短的高频电流,在电极与盖板接触点处产生极高的局部热量,使盖板熔化、回流,从而形成一个完整、连续的缝焊区域。焊点一个个相继成型,形成一条鱼鳞状搭接的焊缝。

图1 平行缝焊系统示意图
平行缝焊的工艺要求,即回流区域连续无孔隙、无裂纹,且管壳温度又不过高。因此要达到这样的工艺要求,缝焊管壳时控制单脉冲能量,既能够使金属熔化,又不会使管壳过热。焊点电流过大能量就过大,容易将盖板焊穿;电流太小就能量太小,焊接不充分,容易留下虚焊。通过适当的工艺参数优化,并得到前工序的配合,平行缝焊过程中外壳的温度可以控制在100℃以下。因此平行缝焊通常被认为是一种局部高温、整体低温的封接技术。尽管如此,实际焊接过程中,焊缝位置的实际温度通常都超过1 000℃,甚至高达1400~1700℃,以满足盖板熔融的条件。过热会引起金属颗粒膨胀,导致微裂或缝隙。金属一定要在短时间内熔化、回流,而这个时间一定要小于热量传输到壳体的时间,这样才不会使壳体本身过热。
3 焊接参数分析
3.1 焊点原理
根据焦耳定律可得以下关系:
Energy=[Avg·power]×t=V2/Rc×[PW/PRT]×t
(1)
式(1)中V为经过电极的电压;RC为两电极与盖板的接触电阻;PW为电压脉冲宽度;PRT为电压脉冲周期,t为焊接总时间。电极电压、接触电阻、电压脉冲宽度、电压脉冲周期、焊接时间均影响平行缝焊能量。焊接是由一系列的脉冲串实现的,脉冲宽度和脉冲周期一般要保持不变,两者的比值会对焊接功率产生较大影响。
3.2 焊接系统参数
焊缝是由一串鱼鳞状叠压的焊点组成,焊接需要对焊接电流分段控制,在图2中,I1为起始电流,I2为稳定加热电流,I3为缓降后电流,I4为陡降后电流。在t0~t1阶段,对应焊缝的起始阶段,一般对应焊接器件的直角处,焊点的叠压面积较大,器件的温度较低,需要焊接功率快速提升;在t1~t2阶段,对应焊缝的前段,也是焊接的稳定阶段,此时器件的累积热量较少,焊接所需要的功率较高,对应的稳定电流较大;在t2~t3阶段,对应焊缝的中段,由于在前面稳定加热阶段累积了热量,所以后段焊接时适当降低焊接电流、降低功率,降低壳体的温升,保护内部芯片;在t3~t4阶段,对应焊缝的后段,此时电流产生的功率与前期累积的能量满足焊接的要求,亦不会出现焊点过熔和壳体温升过高的现象;在t4~t5阶段,与起始阶段相似,对应焊缝的收尾处,对应焊接器件的直角处,焊点的叠压面积较大,由于前面热量的累积,此时可以降低缝焊电流。

图2 电流分段图
3.3 焊接压力
焊接压力是通过电极滚轮作用在盖板上,使电极与盖板、盖板与壳体紧密接触,接触点即为焊接的功率产生点。压力过小,致使电极与盖板、盖板与壳体接触不可靠,可能造成打火、电伤、冷焊等现象;压力过大,可能会使电极滚轮转动卡滞,在焊缝上留下拖拉的划痕,也可能盖板焊点过熔,厚度减薄,影响盖板的机械强度和温度应力,对于陶瓷壳体的器件,压力过大可能将封接环下面的瓷体压裂最终出现密封性不合格现象;焊接压力参考值10N,在实际焊接中根据焊接系统、焊接壳体、盖板进行调整。
3.4 焊接速度
焊接速度是指电极滚轮的滚动速度,其直接影响焊点的叠压比例,速度太快可能造成焊点不连续或叠压不足,而产生泄漏;速度太慢焊点多次叠压,焊点金属多次熔融,会遗留较大的热应力。焊接速度应与电极的角度配合,配合效果主要参考焊点的重叠比例。
3.5 延迟距离
延迟距离主要用于控制电极的爬坡和下坡距离,这两点发生在焊接的起点和终点,防止出现接触不可靠而打火的现象。延迟距离的设定既要考虑盖板与壳体的配合,也要考虑电极滚轮的直径。
4 外壳及夹具的影响
4.1 盖板设计
固态继电器应采用的盖板基本为长方形,存在四个直角,其形状分为平板型和礼帽型,对于金属壳体的器件这两种形式的盖板均有使用,对于陶瓷壳体的器件基本使用礼帽型盖板,参考图3。在盖板设计中应注意以下几点:1)厚度,平板型盖板的厚度一般为0.1mm~0.25mm,不适用于宽腔体的器件,礼帽型盖板中间部分凸出,厚度一般为0.4mm,四周边沿厚度为0.1mm~0.15mm;2)圆角,为防止直角点打火,在盖板设计中通常采用圆角处理,圆角半径R0.3mm~0.5mm,如R过大可能造成直角处无法熔封。3)缩边配合,在盖板与壳体配合中,各边尺寸应参照壳体各边尺寸内缩0.08mm~0.15mm,根据封边的厚度进行调整,厚度大的内缩尺寸越大;4)材料,封接环或金属围框通常采用铁镍合金材料加工,因为铁镍合金的膨胀系数与陶瓷、玻璃的膨胀系数相近,因此盖板材料常用铁镍合金4J29、4J42、4J50;5)电镀,由于铁镍合金的熔点温度过高,且铁镍合金的本体杂质、砂眼等影响盖板的缝焊、耐腐蚀能力,因此需要电镀,常用的电镀方式为镍、镍-金或镍-金-镍-金,经过电镀可降低熔点、提高耐腐蚀能力。
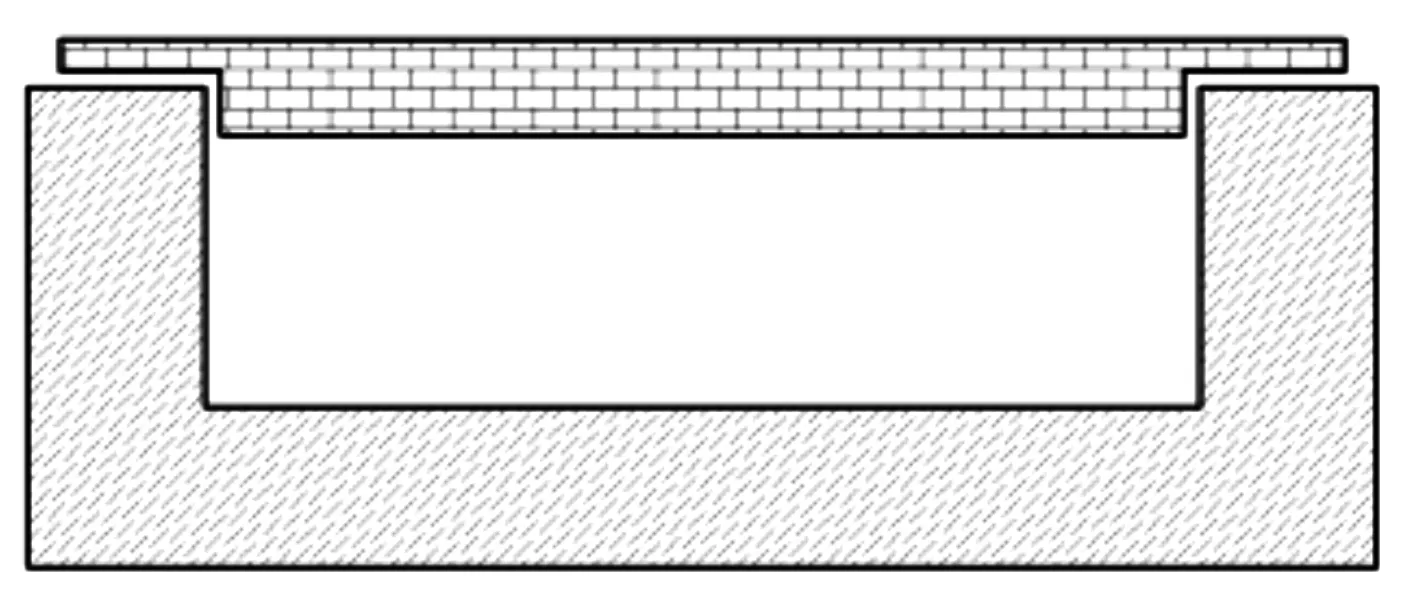
图3 礼帽型盖板与壳体配合
4.2 缝焊夹具
合理设计封焊夹具能确保器件的缝焊质量、可靠性。缝焊夹具要求既能紧固壳体,又不损伤外观,且方便上下工件。常用的缝焊设备中使用两个定位导柱进行固定,夹具设计也应以导柱定位,进行对称式设计,方便平台90°旋转后缝焊。夹具要根据器件外形及尺寸在中心对称设计固定器件的凹槽,把壳体固定在缝焊夹具的中心。设计夹具的最大要点是壳体中心、夹具中心、两个定位孔的中心重合。夹具的材料一般选用铝材,铝材具有较大的比热容,可以防止壳体的过高的温升,保护内部芯片。铝材加工性良好,易于保证加工精度,且成本较低。
5 电极的影响
5.1 电极材料选用
电极是平行缝焊系统的重要组成部分,电极材料的决定着电极特性,电极材料的选择主要受以下几点的影响:1)低电阻率,电极需要良好的导电性,在平行缝焊回路中尽量降低回路电阻,而使电极与盖板、盖板与壳体的接触电阻发挥主要作用,因此需要电极具有较低的电阻值,才能在千安培级的电流流过时(I2R)产生较小热量损失;2)高导热率,电极需要有良好的散热性,缝焊过程中,热量会通过盖板、可伐环传递到陶瓷上或通过可伐壳体传递到玻璃绝缘子上,由于陶瓷的热膨胀系数与可伐环不同,可伐壳体的膨胀系数与玻璃绝缘子不同,散热不好,就产生了高温下的应力累积,从而使陶瓷与可伐环之间产生裂缝或可伐壳体与玻璃绝缘子产生微裂纹,造成封装失效。在金属中,银的散热性和导电性最好,但银的硬度较低且价格过高。而铜的散热性和导电性仅次于银,价格又远低于银,其中紫铜的散热性和导电性优于其他铜合金,但硬度较低。因此,常选用钨铜、镐铜等材料作为电极。
5.2 电极角度θ
在平行缝焊中,电极是一种锥型的滚轮,其角度主要是指电极的斜切面与水平面的夹角θ,如图4所示。在实际平行缝焊过程中主要使用的是4°和10°电极。电极角度大小决定了在缝焊过程中电极与盖板之间接触面的大小。角度越小接触面积越大,电阻R越小,根据P=I2R可知,阻值下降,焊点所受的功率就减小,从而造成热量不足,需要增加缝焊电流,以达到焊接效果。若对盖板施加过大的功率、焊接温度、时间都会在可伐环局部产生热积累,会使陶瓷与柯伐环之间、盖板与围框之间产生裂缝、过熔现象,造成封装失效。目前平行缝焊电极多采用10°角度的电极。
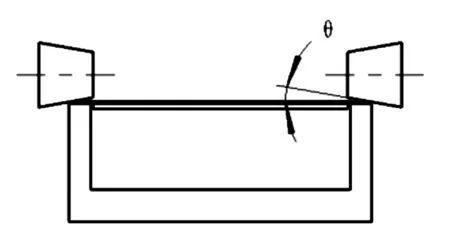
图4 电极与盖板的夹角
5.3 电极表面粗糙度
电极的表面不光滑、凹凸不平、沾污,在电极的坑洼处与盖板接触的瞬间,接触电阻R增大,使得瞬间电流增大,会在焊接的瞬间发生打火现象,使得焊缝不能完好地形成,影响了器件的外观,更易造成器件密封性不合格。即使器件当前密封性合格,在经过筛选后,由于环境应力的相互作用,也会造成焊点的裂纹,影响器件的密封性、可靠性。由此可见,电极表面的粗糙度、沾污情况对缝焊质量起着重要的作用。
6 平行缝焊工艺要求
气密性是气密式密封器件技术要求的第一考核参数。密封性检验按照工艺气氛不同,分为封入示踪气体和未封入示踪气体,其检验方法也有不同。固态继电器密封性检验,主要根据GJB 548B《微电子器件试验方法和程序》进行,分为封入示踪气体和未封入示踪气体。
封入示踪气体的器件采用一种预封检测气体的方式进行检漏,即在平行缝焊手套箱内,通入按一定比例预先混合的氮气/氦气混合气体作为封帽气氛,器件在此环境中进行密封,器件腔体内封入一定比例的氦气。如果器件存在气密性不合格,氦气将会从腔体内的漏孔处逸出,被氦质谱检漏仪探测。这种方式的特点是,生产效率高,但需要在完成缝焊后的规定时间内完成所有器件的氦气检漏过程,对检验的操作时间要求较高。
未封入示踪气体的器件检验方法有示踪气体氦(He)细检漏、放射性同位素细检漏、碳氟化合物粗检漏、光学粗/细检漏。固态继电器通常采用示踪气体氦(He)细检漏的试验条件,通常将待检漏器件放置在一个符合表1压力和时间要求的氦气压力罐中进行氦轰击后,取出器件必须在规定时间内完成氦质谱检漏仪检测。这种方式是高可靠混合电路、微电子单片集成电路普遍采用的气密性检测方式。

表1 固定条件
表1的执行方式为固定方法(试验条件A1),此外还有灵活方法(试验条件A2),其方式为选择适当的加压压力、压力作用时间和停顿时间,使有缺陷的被测器件测得的示踪气体测量漏率R1的读书大于质谱仪的最小检测灵敏度。器件应至少承受两个绝对大气压(202kPa)的氦气作用。灵活方法适用于试验分析,不适于生产的批次性检验。测量漏率R1的公式为:
R1=(L·Rε(MA/M)1/2/PO)·(1-exp(-L·t1/V·PO))·(MA/M)1/2)·exp(-L·t2/(V·PO))·(MA/M)1/2)
灵活方法的失效判据应符合表2的要求。

表3 灵活法失效判据
粗检漏的试验通常采用碳氟化合物,将被检测器件放置于真空/压力罐中,把压力降到小于或等于0.7 kPa,至少保持30 min。然后在不破坏真空的前提下注入足够量的Ⅰ型检测用液体覆盖器件,并保持真空过程30min。然后按照表4的规定对器件增压,增压完成后去除压力,将器件取出,在空气中干燥2±1min,而后浸入到125℃的Ⅱ型指示液体中。器件顶部应在Ⅱ型指示液体上表面以下至少浸入5cm,在光源的照射下,经放大镜观察器件是否有气泡冒出。若观察到在器件的同一个位置冒出一串明显的气泡或两个以上大气泡,则视为该器件粗检漏密封性失效。
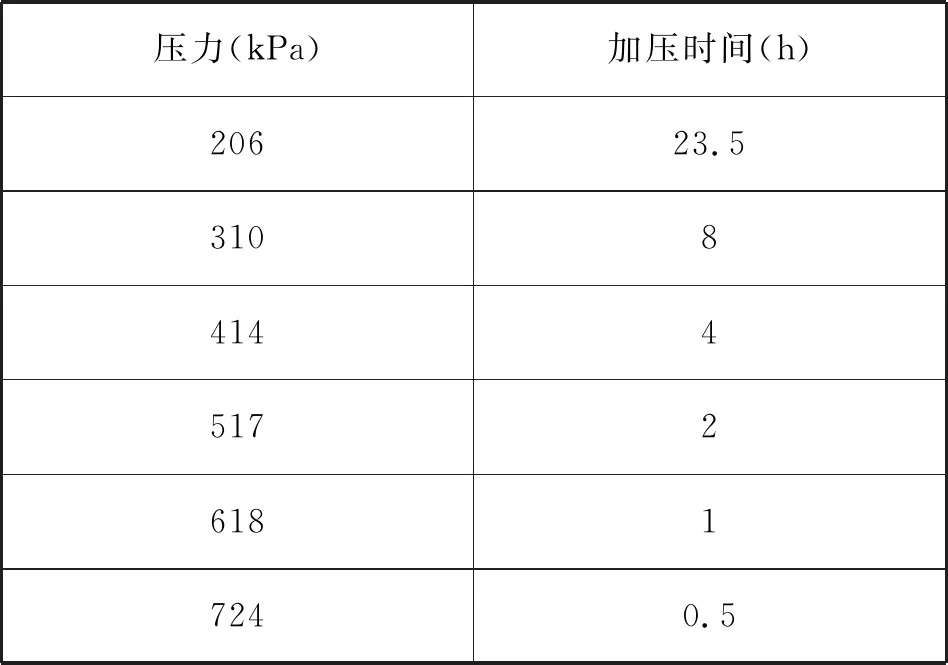
表4 粗检漏加压条件
氦质谱仪细检漏可以定量检测器件的漏率指标,但由于该设备的特性,不能具体定位器件的泄漏点。当器件的漏率较大或大漏时,对器件内部的示踪气体检测也会失灵,此时可通过粗检漏测定。
7 结束语
本文针对固态继电器平行缝焊工艺的全过程进行了浅显的分析、研究,并对基本熔焊原理简要描述。影响器件平行缝焊密封性的因素有很多,本文仅在几个主要影响因素进行了研究、分析、说明,其中包括了平行缝焊系统参数设置、外壳的配合、盖板的设计、电极的材料选型及加工要求等。这些经验和建议对于其它类型的固体继电器工艺设计具有一定参考价值。
猜你喜欢
中小企业管理与科技(2022年6期)2022-06-14
建材发展导向(2022年1期)2022-03-08
纺织器材(2021年5期)2021-11-11
北京工业大学学报(2021年9期)2021-09-14
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
模具制造(2019年3期)2019-06-06
制造技术与机床(2019年4期)2019-04-04
汽车工程(2019年2期)2019-03-11
中国机械工程(2018年19期)2018-10-22
装备制造技术(2018年5期)2018-07-11
