F91钢管与A691Gr.1-1/4CrCL22钢管焊接接头的热处理
2020-02-26 10:28陈志明
焊管 2020年1期
陈志明
(苏州圣汇装备有限公司,江苏 苏州215632)
0 前 言
在超超临界火力发电机组的安装中,由于各种碳素钢、低合金钢、热强钢、不锈钢的广泛使用,经常不可避免地出现异种钢焊接接头。由于异种钢焊接接头两侧母材合金成分、金相组织、力学性能的差异,使得其比同种钢焊接接头的焊接、热处理要复杂的多。因此异种钢焊接接头是焊接和热处理质量的薄弱部位,是火力发电厂机组安装焊接施工中的重点和难点,其焊接热处理质量对火力发电厂运行的稳定性和安全性有着重要的影响。
1 工程概况
江苏华电句容二期 (2×1 000 MW)扩建工程4#机组为1 000 MW超超临界二次再热燃煤机组。机组设计图纸要求为低压旁路蒸汽管道低旁阀前为A335P92钢管道,后为A691Gr.1-1/4CrCL22钢管道,低旁阀为组合件。甲供低压旁路蒸汽管道低旁阀前为A335P92钢管道,后为A691Gr.1-1/4CrCL22钢管道,低旁阀进口接管材质为F92钢,出口接管材质为F91钢,阀后低压旁路蒸汽管道材质为A691Gr.1-1/4CrCL22钢,钢管规格为Φ1 219 mm×14.27 mm。
2 F91钢与 A691Gr.1-1/4CrCL22接头焊接热处理性能分析
2.1 F91钢的主要性能
F91钢是一种改进的9Cr1Mo 锻钢,是在9Cr1Mo钢的基础上添加了V、Nb等元素形成的,具有较低的热膨胀系数和良好的导热性,同时抗拉强度和屈服强度较高,特别是在高温下具有较高的蠕变强度、持久强度及许用应力。但F91钢淬硬趋向大,焊缝及热影响区容易产生高硬度马氏体组织,使焊接接头脆性增大,导致产生冷裂纹。F91钢的化学成分和力学性能见表1和表2。
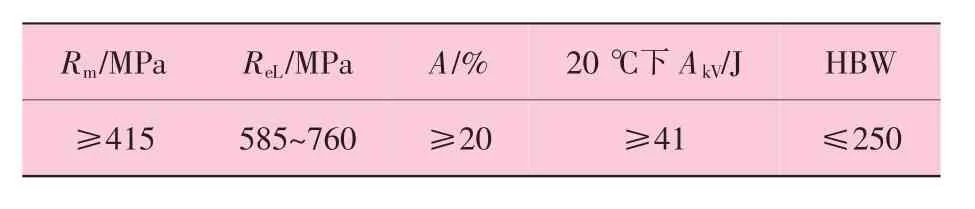
表2 F91钢的力学性能
2.2 A691Gr.1-1/4CrCL22钢的主要性能
A691Gr.1-1/4CrCL22钢是美国标准钢材,ASTM A691是美国材料与试验学会标准高温高压服役条件用电熔焊碳钢和合金钢管标准;1-1/4Cr是钢管等级, 该钢中w(Cr)为 1.25%,w(Mo)为0.5%;CL22是热处理消除应力状态。A691Gr.1-1/4CrCL22钢相当于美标A335P11钢和国标15CrMoG钢。A691Gr.1-1/4CrCL22钢的化学成分及力学性能见表3和表4(以A335P11钢代)。
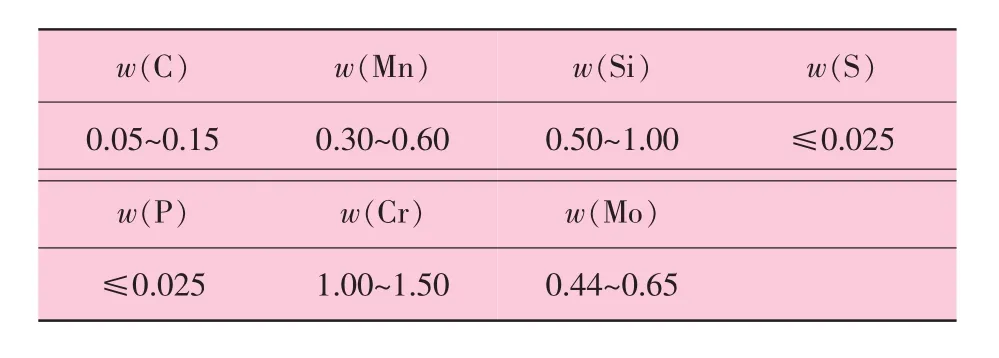
表3 A691Gr.1-1/4CrCL22钢的化学成分 %

表4 A691Gr.1-1/4CrCL22钢的力学性能
2.3 F91钢与A691Gr.1-1/4CrCL22接头焊接热处理性能分析
F91钢为马氏体热强钢,A691Gr.1-1/4Cr CL22钢为珠光体热强钢,根据两者化学成分及力学性能可选择TIG-R30焊丝和R307焊条,采用氩电联焊。但F91钢热处理温度为750~770℃,A691Gr.1-1/4CrCL22钢热处理温度为670~700℃。F91钢最低热处理温度750℃高于A691Gr.1-1/4CrCL22钢最高热处理温度700℃,且相差达50℃。若采用A691Gr.1-1/4CrCL22钢最高热处理温度700℃进行热处理,则使得F91侧母材、热影响区以及熔合区达不到高温回火的效果,无法有效改善该侧金相组织,无法有效提高焊接接头的塑性、韧性等力学性能,无法有效降低该侧硬度,使得其焊缝在今后运行中极易产生裂纹等缺陷,存在安全隐患。若采用F91钢最低热处理温度750℃进行热处理,则造成A691Gr.1-1/4CrCL22钢侧母材、热影响区以及熔合区金属超过其Ac1温度740℃ (以15CrMoG钢代),发生奥氏体转变,冷却后使得组织晶粒过大,碳化物聚集长大,使该侧母材、热影响区以及熔合区金属力学性能和硬度都偏低。若采用700~750℃之间的温度进行热处理,则上述两种热处理温度的缺点均无法完全避免。
由上可知,无论采取上述哪种热处理温度,均无法使F91钢与A691Gr.1-1/4CrCL22钢焊接接头达到有效改善金相组织,提高焊接接头的塑性、韧性等力学性能,降低硬度的效果。因此,必须对F91钢与A691Gr.1-1/4CrCL22钢接头考虑其他可行且经济的处理方案。
3 处理方案
针对F91钢与A691Gr.1-1/4CrCL22钢焊接接头无法选择合适热处理温度的问题,采取在F91钢管与A691Gr.1-1/4CrCL22钢管之间增加长度大于500 mm的12Cr1MoVG钢管作为过渡段。以替代F91钢与A691Gr.1-1/4CrCL22钢的直接焊接,从而解决F91钢与A691Gr.1-1/4CrCL22钢焊接接头无法选择合适热处理温度的问题。
3.1 12Cr1MoVG钢的主要性能
12Cr1MoVG钢为国标锅炉用钢,属于珠光体热强钢,在550℃以下具有较高的耐高温持久强度。12Cr1MoVG钢化学成分和力学性能见表5和表6。
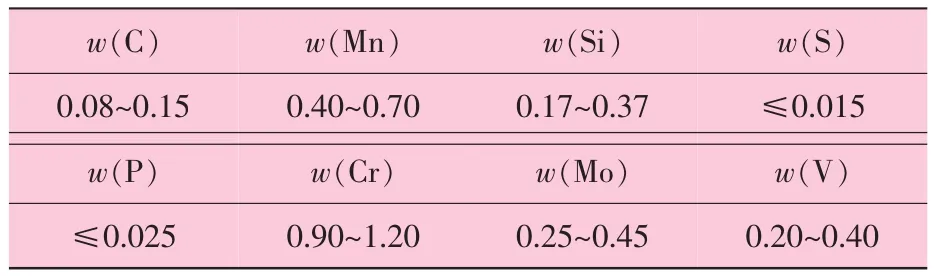
表5 12Cr1MoVG钢化学成分 %

表6 12Cr1MoVG钢的力学性能
3.2 采用12Cr1MoVG过渡段的可行性
采取在F91钢管与A691Gr.1-1/4CrCL22钢管之间增加长度大于500 mm的12Cr1MoVG钢管作为过渡段的处理方式,即以F91钢与12Cr1MoVG钢焊接接头、12Cr1MoVG钢与A691Gr.1-1/4CrCL22钢焊接接头取代F91钢与A691Gr.1-1/4CrCL22钢的焊接接头。
F91钢与12Cr1MoVG钢焊接接头可选择TIGR31焊丝和R317焊条,采用氩电联焊。F91钢热处理温度为750~770℃,12Cr1MoVG钢热处理温度为720~750℃,F91钢与12Cr1MoVG钢焊接接头焊后热处理温度可选择750℃。
12Cr1MoVG钢与A691Gr.1-1/4CrCL22钢焊接接头可选择TIG-R30焊丝和R307焊条,采用氩电联焊。12Cr1MoVG钢热处理温度为720~750℃,A691Gr.1-1/4CrCL22钢热处理温度为670~700℃,因A691Gr.1-1/4CrCL22钢Ac1温度为740℃,12Cr1MoVG钢与A691Gr.1-1/4CrCL22钢焊接接头热处理温度仍可选择720℃。
热处理温度720℃与A691Gr.1-1/4CrCL22钢Ac1温度740℃仅相差20℃,考虑到热处理过程中热电偶的误差,周围射频信号对热处理机数字显示的干扰以及同一施工电源中其他大功率设备启停对于热处理设备电流电压的影响。因此热处理过程中应使用校验准确精度高的热电偶,恒温过程中应尽可能避免周围不利因素对于热处理设备的影响,专人严格监控热处理过程中的最高加热温度,以保证热处理的质量。
4 焊接接头热处理及检验
4.1 焊接
选择TIG-R31焊丝和R317焊条,采用氩电联焊焊接F91钢与12Cr1MoVG钢。氩弧焊打底前用柔性陶瓷电阻预热150℃,加热宽度100 mm,并在管道内壁做气室充满氩气对根部进行保护。氩弧焊打底时焊丝直径2.5 mm,电流90~105 A,电压 10~14 V, 焊接速度 50~65 mm/min。 手工电弧焊时采用多层多道焊,焊条直径3.2 mm,电流 110~125 A, 电压 23~25 V, 焊接速度 100~130 mm/min。
选择TIG-R30焊丝和R307焊条,采用氩电联焊焊接12Cr1MoVG钢与A691Gr.1-1/4CrCL22钢。氩弧焊打底前用柔性陶瓷电阻预热150℃,加热宽度100 mm。氩弧焊打底焊时,焊丝直径为2.5 mm,电流为90~115 A,电压为11~13 V,焊接速度为50~65 mm/min。手工电弧焊时,采用多层多道焊,焊条直径为3.2 mm,电流为115~130 A,电压为23~25 V,焊接速度为110~130 mm/min。
4.2 热处理
F91钢与12Cr1MoVG钢焊接接头采用柔性陶瓷电阻加热进行热处理。在焊接完成后,焊件温度降至 80~100℃,保温 1~2 h后立即进行。采用4只K分度铠装热电偶进行控温,沿管道间隔90°均匀布置,其中相隔180°的两只布热电偶布置在焊缝中心上,另两只相隔180°热电偶布置在焊缝边缘靠12Cr1MoVG侧50 mm内,采用点焊机固定,并使用KCA型补偿导线,以严格准确监控加热温度。加热宽度焊缝两侧各150 mm,保温宽度两侧各200 mm。热处理温度为750℃,升降温时300℃以上升降温速度控制在150℃/h以下,恒温时间为2 h。热处理过程中有专人严格监控温度,以保证热处理的质量。
12Cr1MoVG钢与A691Gr.1-1/4CrCL22钢焊接接头采用柔性陶瓷电阻加热进行热处理,焊接完成后立即进行。采用4只K分度铠装热电偶进行控温,沿管道间隔90°均匀布置,其中相隔180°的两只布热电偶布置在焊缝中心上,另两只相隔180°热电偶布置在焊缝边缘靠A691Gr.1-1/4CrCL22侧50 mm内,采用点焊机固定,并使用KCA型补偿导线,以严格准确监控加热温度。加热宽度焊缝两侧各150 mm,保温宽度两侧各200 mm。热处理温度为720℃,升降温时300℃以上升降温速度控制在300℃/h以下,恒温时间为1 h。
由于热处理控温要求高,考虑到热处理过程中热电偶的误差,周围射频信号对热处理机数字显示的干扰以及同一施工电源中其他大功率设备启停对于热处理设备电流、电压的影响。因此,热处理安排在夜间进行,过程中尽可能避免周围不利因素对于热处理设备的影响,并有专人严格监控温度,以保证热处理的质量。热处理完成后,进行了射线探伤,均达到Ⅱ级合格标准。
焊接接头硬度检验沿焊缝圆周五个部位的0点、3点、6点、9点4个方向进行,每一部位的每一方向均打五点硬度。硬度检验结果见表7和表8。由表7和表8可以看出,焊缝硬度均大于两侧母材,且两侧异种钢焊缝硬度均未超过母材硬度较高侧平均值的130%,硬度检测结果符合要求。

表7 F91钢与12Cr1MoVG钢焊接接头硬度检验结果 HBW

表8 12Cr1MoVG钢与A691Gr.1-1/4CrCL22钢焊接接头硬度检验结果 HBW
5 结束语
在F91钢管与A691Gr.1-1/4CrCL22钢管之间增加长度大于500 mm的12Cr1MoVG钢管过渡段后,F91钢与12Cr1MoVG钢、12Cr1MoVG钢与A691Gr.1-1/4CrCL22钢焊接接头质量完全合格。因此采用此种方式处理F91钢与A691Gr.1-1/4CrCL22钢焊接接头是可行的,可以避免F91钢与A691Gr.1-1/4CrCL22钢焊接接头无法选择合适热处理温度的问题,保证了焊接质量。
猜你喜欢
工业加热(2022年9期)2022-11-02
电焊机(2022年5期)2022-06-01
航空发动机(2021年1期)2021-05-22
汽车维护与修理(2019年22期)2019-12-30
航天制造技术(2018年6期)2019-01-11
科学与财富(2018年19期)2018-08-20
汽车零部件(2014年5期)2014-11-11
机械制造文摘·焊接分册(2014年3期)2014-08-14