
镍基高温合金零件车削加工
2020-02-25 06:30中国航发贵州红林航空动力控制科技有限公司贵州贵阳550009易震海黄一凇
金属加工(冷加工) 2020年2期
■ 中国航发贵州红林航空动力控制科技有限公司 (贵州贵阳 550009) 易震海 黄一凇
1. 现状与问题
在生产加工中,遇到如图1所示零件结构,该零件材料为高温镍基合金Inconel 718,材料标准为AMS5662。
该零件使用φ63.5m m×122mm棒料加工,为减小零件的加工余量,安排粗加工工序先将内孔加工到φ28~φ28.5 mm,再使用数控车床加工,工序步骤如下:粗车外圆、外锥面、端面→ 半精镗内孔 → 精镗内孔 → 精车外圆、外锥面、端面 → 切断。
该零件的主要加工难点为外锥面的切削余量大,单边要去除3.5~11.7mm的大余量,由于零件材料Inconel 718镍含量为50%~55%,铬含量占17%~21%,可以看出切削加工性很差,粗车外圆、外锥面、端面时最初分别选用了多种刀片加工,但都是每两个刀片刃部仅能加工一个零件,即在粗车过程中,先将零件外圆、外锥面加工一半,然后更换刀具加工剩余的一半,其余工步加工需每加工2~3个零件更换一次刀具。
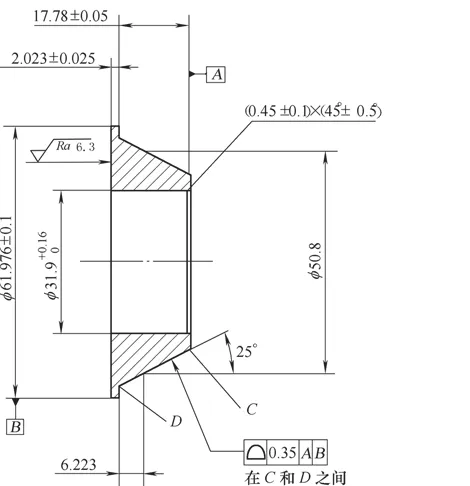
图1 零件结构及尺寸
刀具磨损情况如图2所示,堆积在刀具前面近切削刃处的硬楔块形成积屑瘤,积屑瘤脱落时会引起切削刃破损,由于刀具选择不合理,加工时刀具磨损相当严重,换刀相当频繁,增加了操作者的劳动强度,降低了生产效率。

图2 刀片磨损
2. 粗车外圆刀具的选择
根据高温合金的性质及其加工特点,切削时必须选择合适的刀具材料、合理的刀具几何参数、合理的切削用量及切削液使用方法。
(1)刀片材料选择 切削高温合金时应选用耐热性好、抗弯强度高、耐磨、导热性能好及抗粘结性好的刀具材料,如硬质合金、立方氮化硼及氮化硅陶瓷等,经过对比试验,选用合适的硬质合金刀具,加工成本较低。
选择的用于车削加工镍基高温合金外圆、端面用粗车刀具为SAFETY公司的型号为WNMG080412-M7 9605刀片,该刀片基体材料为亚细晶粒硬质合金,粒度<1.0μm,合金基体硬度为90~93.5 HRA,表面采用4μm 厚度的TiAlN(氮化铝钛)涂层,带涂层合金表面硬度为2 000HV,具有硬度高、氧化温度高、热硬性好、涂层附着力强、摩擦系数小及导热率低等优良特性,适合于高温合金、钛合金及高强度不锈钢加工。
(2)刀具结构及几何参数 高温合金粗车时切削力大,为增强刀具强度,选择了0°前角槽形刀片,刀具后角为0°,刀尖半径1.2mm,刀尖角80°,在保证刀具强度的同时,选较大的主偏角95°,减少主刃切削宽度,增加切削厚度,减少加工表面硬化现象,降低切削刃磨损,提高刀具使用寿命。
由于高温合金塑性好、强度高,切屑易卷曲,切屑易缠绕在工件或刀具上,故需在刀片上制造断屑槽进行强制断屑,如图3所示。
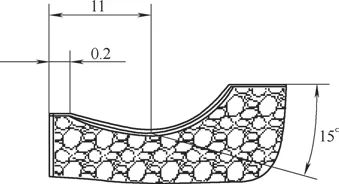
图3 粗车刀片断屑槽
该刀片刀尖处有0.2mm宽的刃口,与0°后角形成良好的支撑,增强了切削刃的强度;和刃口紧邻的倒角和圆弧面利于切屑成形和卷曲,因而得到更好的切屑流动并减少摩擦,减少振动和使切削温度降低,从而使工件切削处的切削力和剩余应力减小。
刀尖半径会影响到切削刃强度,粗加工选取大刀尖半径(R0.8mm或R1.2mm)可获得高强度切削刃,并可选择较大的进给量和切削深度,从而获得较高的刀具寿命和高金属去除率。
(3)粗车切削参数 在高温合金加工过程中,随着切削速度的增加,切削温度会升高,为避免切削温度过高,应采用较低的切削速度;由于高温合金加工过程中易产生硬化层,为避免切削刃和刀尖划过硬化层,切削深度约为刀尖半径的1/2,外圆、端面粗车参数见表1。
3. 精车外圆刀具的选择
(1)刀具材料及结构 精车外圆刀具与粗车外圆刀具的材料相同,但由于切削余量较小,切削力相对较小,为获得锋利的刃口,必须采用较大的前角。增大刀具的前角可减小切屑切离和清除过程中所遇到的阻力,并减小切削热,但前角过大则刀头散热体积减小,切削温度反而升高。实践表明,取前角15°~20°最为合适。
在选择后角时,后角过小容易和工件表面产生严重摩擦,使加工表面粗糙度恶化,加速刀具磨损。并且由于强烈摩擦,加强了高温合金表面加工硬化效应;刀具后角也不宜过大,后角过大,使刀具的楔角减小,降低切削刃的强度,加速刀具的磨损。
精加工选择较小刀尖半径可获得较高的表面质量,经试验,选择高温合金精车刀片型号为CCGT09T302-PM2 9605,为正前角槽形刀片,刀具前角18°,刀具后角7°,刀尖半径0.2mm,断屑槽几何形状如图4所示。
对于镗孔工步,由于在镗孔前已进行钻孔加工,故镗孔仅分为半精镗孔和精镗孔,半精镗选择刀尖半径0.4mm,刀片型号为CCGT09T304-PM2 9605,精镗刀片与精车外圆刀片型号相同。

表1 粗车切削参数
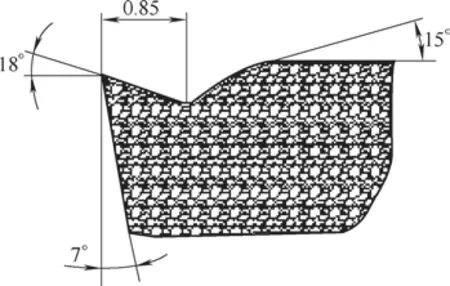
图4 精车刀片断屑槽
(2)切削参数 在高温合金加工过程中,半精加工及精加工的切削速度也不宜过高,切削深度不能过高,也不能过低,须在合理范围内,切削参数见表2。
(3)其他车削要素 对于高温合金切槽、切断和车螺纹等,也进行了工艺试验,选择了合适的刀具及工艺切削参数,见表3。
4. 切削液
切削高温合金时,为降低切削温度,提高刀具耐用度,应使用切削液。选择的切削液应不含硫,以避免在切削过程中造成晶间腐蚀,我们选择了马思特公司型号为TRIM SC310的切削液,该切削液为高油半合成型,pH值为9.6,具有良好的湿润性、冷却性及防腐性能,并含有机械润滑作用的化学表面活性剂,能够满足高温合金的切削及冷却要求。
高温合金加工刀具磨损大,故原则上分粗、精加工,以减小切削余量,工艺路线安排如下:下料 → 热处理(按需) → 粗加工 → 半精及精加工 → 去毛刺 →标印 → 清洗 → 渗透检查 → 清洗 → 检验 → 包装。在加工过程中注意以下几点:
1)当设计图中有热处理要求时,在下料后机加前安排热处理工序。
2)回转类零件可用钻孔、车削等方法进行粗加工,单边留余量1~2mm。
3)零件较大或形状复杂时可用线切割方法进行粗 加工,单边留余量1~2mm。
4)半精加工及精加工原则上安排在同一设备上进行,选择不同的刀具及切削参数。
5)机加工序完成后安排渗透检查工序,以便于检查零件材料是否存在缺陷。
5. 结语
经过大量的工艺试验工作,对镍基高温合金零件车削加工的全过程进行了工艺研究,选择了合适的切削刀具,摸索出了一套合理的工艺参数,满足了高温合金零件车削加工要求。

表2 半精及精车、镗工艺参数

表3 刀具及参数
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
金属加工(冷加工)(2022年1期)2022-01-25
上海涂料(2021年5期)2022-01-15
小哥白尼(野生动物)(2021年5期)2021-08-30
哈尔滨轴承(2021年2期)2021-08-12
名城绘(2019年3期)2019-10-21
制造技术与机床(2018年11期)2018-11-23
中小企业管理与科技·中旬刊(2018年2期)2018-03-10
制造技术与机床(2017年8期)2017-11-27
解放军健康(2017年5期)2017-08-01
