
在机检测技术的应用及发展趋势
2020-02-25 06:30徐工消防安全装备有限公司江苏徐州221000
金属加工(冷加工) 2020年2期
■ 徐工消防安全装备有限公司 (江苏徐州 221000) 李 云

工程师 李 云
随着我国《中国制造2025》行动纲领的实施,工程机械各主机厂商都在进行以智能制造为目标的技术改造,建设以创新、绿色、智能为主题,信息化与工业化深度融合的数字化、网络化的智能工厂。智能工厂是指基于全面互联、智能控制、安全可靠的工联网,广泛采用新一代信息技术和先进制造技术,综合运用设计生产、检验检测和仓储物流等智能装备、软件和控制系统的现代工厂。对于机械加工各工序而言,智能制造主要体现为:使用精密夹具定位,应用在机测量等先进技术,自动对刀、自动原点赋值以及尽量自动避免人工干预,实现工件自动化连续加工,保证工件一致性良好及质量稳定。
在机检测主要是指在数控机床上,应用工件测头等功能部件,配合厂商提供的测量循环程序,自动测量工件坐标系的原点并自动赋值,能够自动测量平面、倾角、圆孔、凸台及凹槽等形状的坐标数据,并输出保存在系统变量里面,便于操作工进行加工。能够扩展机床功能,大幅降低工件加工的辅助时间。目前比较知名的测头生产厂商有:英国雷尼绍公司、海克斯康测量技术有限公司以及哈尔滨先锋机电技术开发有限公司。本文以英国雷尼绍公司的RMP60工件测头为例,阐述在机检测技术的功能及应用情况。
1. RMP60工件测量软件的功能分类
雷尼绍RMP60工件测头的软件按功能分类,主要有三种类型:自动测量功能、手动测量功能和对话式测量功能。以日本OKUMA公司的OSP-P300MA数控系统为例,自动测量功能指通过执行子程序,自动测量工件尺寸。用脉冲手轮将主轴及测头移动到子程序设定的起始位置,例如要测量一个孔的圆心坐标,先使用G15H1的指令选择坐标系,再使用脉冲手轮将主轴及测头移动到孔的大致圆心位置,然后将测头移动至孔的上端面以下10mm的位置,最后切换到AUTO模式,执行以下程序:
ON7
MSG (VC2=内圆的大概直径)
M00
CALL OO16
G92X0Y0
CALL OO10 PMOD=7 PDI=VC2 PUDT=20 POVT=20
CALL OO20 PHN=VACOD PX=0 PY=0
CALL OO17
RTS
程序执行过程中,系统会提示输入VC2的值,即要测量的孔的大概直径,程序执行结束后,雷尼绍RMP60测量出的圆心坐标会自动保存在1号工件坐标系中。
手动测量功能指的是在JOG手动模式下,选择工件测量的类型,如图1所示,用脉冲手轮移动测头,使其碰触工件边缘,等待测头的红色指示灯亮起后,系统会提示保存相关坐标数据,最后按“工件测量”按钮,就能输出相关坐标数据。
对话式测量功能指的是在数控系统中选择测量项目,例如平面测量、内孔测量、凸台测量及凹槽测量等,然后在数控系统操作屏幕上的对话框中输入各项测量参数,如图2所示,指定孔的直径、平面位置等内容,在JOG模式下,启动测量循环,就能完成测量。
测量完毕后,系统会将测量好的数据写进系统变量里面。以测量孔的圆心为例,测量程序执行完毕后,圆心的坐标会被自动写进工件工作系,如图3、图4所示。

图1 OSP-P300MA数控系统中RMP60测头的测量项目选择界面(手动)
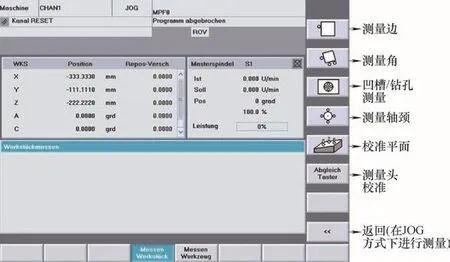
图2 SIEMENS 840DSL数控系统中RMP60测量项目选择界面

图3 SIEMENS 840DSL数控系统中RMP60圆孔中心测量界面

图4 执行测量程序前手轮脉冲摇侧针的位置
2. RMP60工件测头的安装
先将RMP60的测针装到测头上,用千分表顶住测针顶部的红宝石,先拧紧图5中序②所示的四颗螺钉,仅需螺钉与测针刚能接触即可,保证测针的跳动范围为±10μm,然后将序①所示的两颗螺钉拧紧,这里需要注意的是,如果第一步就将序①螺钉拧紧,则后续测针就没有调节量了,因此顺序不能颠倒,最后再次调节序②所示的四颗螺钉,保证测针顶部的跳动在5μm以内。

图5 雷尼绍测针调节示意
还有另外一种调测针偏心量的方法,即用对刀仪来调整测针的偏心量。以Zoller Smile620对刀仪为例,先将测头及刀柄安装到对刀仪主轴上,如图6所示,然后关闭对刀仪的“自动聚焦”功能,测量模式选择“M C—测量”,轮廓上的切削刃选择“4”,切削刃形状选择“38”,这样对刀仪就能在0°、90°、180°和270°四个方向进行偏心量测量,测量完毕后,将对刀仪的“测量”模式更改为“预调”模式,直径设为6mm,这样对刀仪每自动旋转90°,就会暂停,用扳手调整四颗螺钉后,点击OK键,直至四颗螺钉全部调节完毕,图7所示是调整后的测针在四个方向的偏心量,标准偏差为0.003mm,能够满足要求。

图6 Zoller Smile620半自动式对刀仪
安装好雷尼绍测针后,需要进行RMP60测头的接线及匹配,这里需要注意,如果是西门子数控系统,机床厂家接线方式不同,会造成测量程序的跳转代码不同,可以查看NC/PLC变量DB10.DBB107,如图8所示:如果该数值的右侧第一位数值为1,则跳转代码为MEAS=1;如果该数值的右侧第二位数值为1,则跳转代码为MEAS=2,部分设备例如对置式双面对镗加工中心采用双通道数控系统,主机的MEAS=1,但副机的MEAS=2,这就可以将两侧主机及副机DB10.DBB107的值,放在变量R299之中,再修改主机的参数R299=1,副机的参数R299=2,另外还需要修改雷尼绍公司的参数设置程序L9724,设置RENP[7]=R299,这样就能在双通道的对镗主机及副机上使用同一套测量程序。

图7 使用对刀仪调节好的测头偏心量
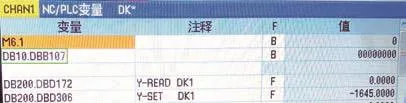
图8 SIEMENS数控系统跳转相关变量
3. 工件测头的启动及关闭
雷尼绍RMP60工件测头在匹配成功后,就能启动测头,一般都采用“无线电开启”的方式启动测头,启动测头的本质就是给测头送电,其执行M代码是由机床厂家自定义的,雷尼绍公司也提供了测头的启动程序L9832,首次应用这个L9832程序前,要将机床厂家的测头开启M代码嵌入L9832中,代码嵌入的位置如以下程序所示的ADD M/C START CODE HERE的位置。
%_N_L9832_SPF
$PATH=/_N_SPF_DIR
PROC L9832 SAVE DISPLOF
DEF REAL_REN[8]
STOPRE
R33=1
L9724
ADD M/C START CODE HERE
_REN[0]=0
M5
同理,雷尼绍的测头关闭代码L9833在首次使用前,也需要嵌入机床厂家的测头关闭M代码。
4. 工件测头的标定
雷尼绍公司在销售RMP60测头时,软件及硬件是单独销售的,一些比较有实力的机床厂家往往只购买雷尼绍公司的测头硬件,自己设计标定及测量程序,同时德国SIEMENS数控系统制造商也开发了相关的测量循环,这样用户就有多种选择,购买机床时,可以指定测量循环的制造商,例如笔者公司使用的意大利COLGAR对镗就是直接购买SIEMENS公司的测量程序,标定程序是CYCLE976,另外一台OKUMA五面体加工中心则是OKUMA公司自己设计的标定程序OO16。
雷尼绍RMP60测头在使用之前要进行标定(校准),如图9所示,标定的目的是测量RMP60测头的长度、半径误差及其在X轴、Y轴方向的偏心量。雷尼绍公司一共提供了4个标定程序:L9801长度标定、L9802偏心标定、L9803半径标定和L9804测球矢量半径值标定。
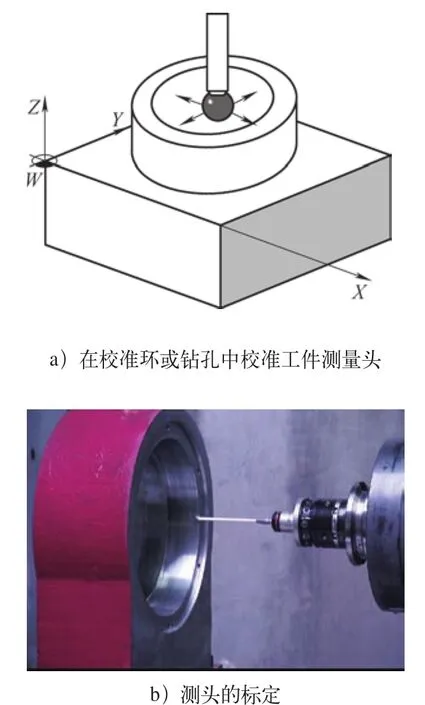
图9 工件测头校准
雷尼绍公司提供了工件标定的子程序,但还需机床厂商或用户编制标定主程序,不同厂商编制的主程序差异较大,这里值得注意的是,测量测针在XY方向的偏心量时,机床最好具有主轴定位准停的功能,一般配置SIEMENS数控系统的机床都有该功能。一般主轴要在SPOS=0及SPOS=180的位置分别测量并取平均值,这样才能得到较准确的数值,如以下程序所示:
T1 M6
D1
G0 G90 G54
M35
G4F1
SPOS=0
G90G00X0Y0
L9800
R26=-5 R9=3000
L9810
L9800
R7=40
L9814
R100=RENC[40]
R101=RENC[41]
SPOS=180
L9800
R7=40
L9814
R100=(R100+RENC[40])/2
R101=(R101+RENC[41])/2
R24=R100 R25=R101 R9=500
上述程序就是在主轴SPOS=0及SPOS=180的位置分别测量并取平均值,并将该数值赋值放在R100及R101参数中。该方法考虑测针偏心量对测量结果的影响,测量的结果比较准确。
5. 结语
企业只有提高制造过程的智能水平,才能保证产品质量、降低人工成本。机床厂商只有不断扩展机床功能,分析用户操作的实际需求,研究各种在机测量方法,并简化测量操作步骤,才能取得长足的发展。
2019年1―11月我国制造业投资增长2.5%
国家统计局数据显示,2019年1―11月,工业投资同比增长3.7%,增速比1―10月加快0.2个百分点。其中,采矿业投资增长25.3%,增速加快0.2个百分点;制造业投资增长2.5%,增速回落0.1个百分点;电力、热力、燃气及水生产和供应业投资增长3.6%,增速加快1.7个百分点。
工业技术改造投资增长稳健。2019年1―11月,工业技改投资增长8.7%,增速高于全部工业投资5.0个百分点,成为拉动工业投资增长的重要因素。
2019年1―11月,高技术产业投资同比增长14.1%,增速高于全部投资8.9个百分点。
高技术制造业投资增长14.8%,增速比1―10月加快0.3个百分点,加快运行的态势已持续6个月。其中,医疗仪器设备及仪器仪表制造业投资增长24.9%,电子及通信设备制造业投资增长16.5%,计算机及办公设备制造业投资增长14.2%,医药制造业投资增长7.8%。
高技术服务业投资增长13.1%,增速高于全部服务业投资6.4个百分点。其中,研发设计服务业投资增长31.0%,检验检测服务业投资增长29.7%,电子商务服务业投资增长28.8%。
猜你喜欢
汽车维修与保养(2020年11期)2020-06-09
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
快乐语文(2018年7期)2018-05-25
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
中国惯性技术学报(2017年1期)2017-06-09
电子制作(2017年23期)2017-02-02
