北京朝阳站钢结构V形铸钢件冬季施工焊接技术
2020-02-25 02:30:46马现英
铁路技术创新 2020年5期
马现英
(中铁建设集团有限公司基础设施事业部,北京 100040)
0 引言
随着我国高铁事业的蓬勃发展,大跨度钢桁架结构在工程建设中得到广泛应用。由于在追求大跨空间的同时,还要满足建筑美学的需要,桁架结构因其外形丰富、结构轻巧、传力简捷、制作安装方便、经济性好等,成为设计首选[1-2]。京哈高铁北京朝阳站屋面桁架采用钢桁架结构,现场焊缝集中、质量控制难度大,主要节点形式包括柱底支座节点、V 形柱铸钢节点、钢柱与屋盖桁架连接节点、管桁架相贯节点等,其中V形柱铸钢节点为V形铸钢件(ZG20Mn),厚度为120 mm,与同材质等厚度的抗震支座焊接。V 形铸钢件焊缝焊接情况复杂,不仅焊缝体积大、质量要求高,且施工正值冬季,因此,为保证低温条件下其焊接质量、减少应力集中,确保后期整体桁架钢结构的安全,针对铸钢结点的厚大件冬季焊接进行探讨,结合北京朝阳站的钢结构工程,研究V 形铸钢件在冬季负温条件下的施工工艺和技术措施[3-5]。
1 工程概况
北京朝阳站为京哈高铁的首发终到站,在既有站房原址上拆除扩建,新建站房中心里程为JK12+914.600,站房面积18.3万m2。
根据工程建筑造型、结构高度和跨度等各种因素,屋面钢桁架结构采用钢管混凝土柱+空间钢桁架结构体系,主要通过在中间设置V 形斜向的钢管柱作为支撑,其次外围设置直柱网支撑。V 形斜柱从I-9 和I-14 轴在高架层9.8 m 标高混凝土柱顶开始生根,斜度为60°,周边直柱规格D1100×45、D1200×45。将横向跨度为180 m的桁架分为18、36、72、36、18 m五部分。高架层以上总用钢量约9 000 t。屋盖结构采用Q345C,夹层钢结构采用Q345C,对于厚度大于35 mm 的构件采用Q345GJC。
工程为典型的大跨度空间结构,屋盖整体面积大且设计中没有设置伸缩缝,屋盖中间支撑采用大截面钢管柱结构,且钢管柱间距较大。中间设置的斜柱支撑的连接点V形铸钢件焊接在斜柱墩上,其铸钢件的焊接质量情况复杂,不仅涉及焊接质量的控制,更是关系到整个结构的安全保障。尤其是处于冬季施工期,低温焊接对焊接质量的直接影响更为严重。V形铸钢件的焊接是整个工程安全、顺利实施的关键,因此施工过程中如何保证其焊接质量是工程的重点和难点。
2 V形铸钢件焊接冬季施工要点
工程焊接施工作业时正值北京的冬季,气候干燥多风、气温较低,最低温度达到-15 ℃,而低温焊接可能造成焊缝裂纹和工作状态脆断等问题,直接影响到工程质量安全。因此V 形铸钢件焊接作业需从以下方面进行控制。
2.1 坡口形式
为了降低焊接时产生的焊接变形和应力集中,同时也方便现场焊工进行焊接操作,降低焊接工作量,将V 形铸钢件的坡口形式设计制作成单边V 形坡口(见图1)。
2.2 焊前预热处理
JGJ 81—2002《建筑钢结构焊接技术规程》要求支座100 mm 以上至少预热到120 ℃,考虑到温度对支座垫片影响,可以对铸钢件预热至100 ℃,支座预热至80 ℃左右,预热过程实施全程监控[6]。

图1 V形铸钢件单边V形坡口
焊接预热处理采用气焊焰加热法,主要目的是烘干坡口内的露水、潮气,实现正温焊接,火焰采用中性焰,在焊接前应严格控制V 形铸钢件与抗震支座的预热温度及焊接层间温度。因抗震支座内有橡胶垫,焊接及预热温度须控制在100 ℃以下,应在距V形铸钢件焊缝区两侧150~200 mm 的预热区域处进行烘烤,使热量慢慢传递至焊缝,整个预热过程中,操作人员使用便携式红外测温仪复测构件和焊缝温度,直至焊缝温度稳定在V 形铸钢件焊接预热温度80~100 ℃(见图2)。

图2 焊前预热温度控制
2.3 焊接防风措施
V形铸钢件位于9.8 m高架层,现场实测风力较大,根据规范要求,手工电弧焊风速超过8 m/s、CO2气体保护焊超过2 m/s 时,焊接过程中应采取防风措施[7]。由于V 形铸钢件构件截面尺寸较大,常规的防风棚在本工程中难以实现。因此利用盘扣架搭设临时操作平台,满足焊接时平台牢固、不晃动,并在平台外面覆盖三防布形成焊接防风棚临时操作平台,发挥防风、防焊接火花飞溅伤人和防引起火灾的阻燃作用。临时焊接防风棚的操作平台设在离现场焊缝600~800 mm处,以利于焊工操作(见图3)。

图3 临时焊接防风棚的操作平台
2.4 焊缝焊接控制
冬季焊接关键在于施工过程控制,焊缝焊接前将V 形铸钢件焊缝坡口清理干净,焊缝两侧50~100 mm范围内不得有油污、铁锈、毛刺、泥土等影响焊接质量的污物,在其施焊前后注意收集气象预报资料,焊接作业区的相对湿度大于90%时不得进行施焊作业[8]。
焊接采用药芯焊丝气体保护焊T492T1-1CIA 焊材进行焊接,采用的CO2纯度不应低于99.5%(体积比),含水量不大于0.005%(质量比),为平、横、立、仰全位置焊接。焊接参数见表1,严禁大电流高线能量焊接,建议焊接参数电流、电压按表1中下限选择,焊接速度按上限选择。
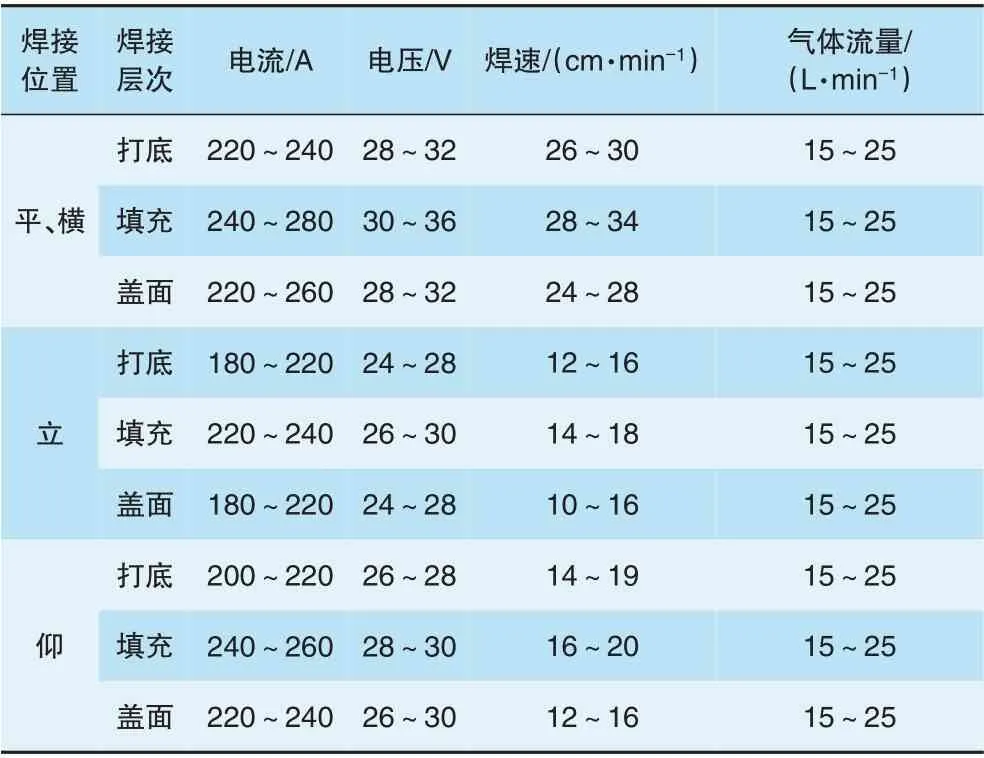
表1 焊接参数
由于V形铸钢件的直径较大,焊缝焊接时2名焊工在铸钢件焊缝的两端同时进行作业,这样在焊接的过程中既可以加快焊接速度,又可以减小焊接变形产生的定位偏差。严禁连续施焊,焊接一道后必须中断焊接,实测表面温度或背面温度(若测量不便可测量接近背面的侧面温度),温度低于20 ℃后才可以施焊下一道焊缝。焊接全程随时使用红外测温仪进行监控,过程中收集和分析焊接温度和变化趋势,冬季施焊温度下降较快,且抗震支座背面温度不超标,可适当调整焊接间断时间。如需夜间施焊,在环境温度低于-10 ℃时,可在防风棚中添加2个可移动的电暖风以保障棚内温度。
V形铸钢件焊缝的焊接量巨大,焊缝为宽度16 cm、高度从1~12 cm 的变化截面(见图4)。焊接过程必须多层多道焊接,禁止宽道焊接,因无法在一次焊接中完成,需要进行多次焊接。在保证抗震支座橡胶垫温度不超过100 ℃情况下,焊完板厚的1/3方能停焊,第1天施焊完成后对焊缝用保温棉紧紧包裹,使焊缝缓慢冷却,第2 天再次进行焊接时将预热温度相应提高20~30 ℃,且保证抗震支座内橡胶垫温度低于100 ℃。

图4 V形铸钢件的焊缝
2.5 焊后焊缝保温
由于V 形铸钢件焊缝的焊接量巨大,无法一次焊接完成,需进行3次焊接,在每次焊接完成后的保温措施显得尤为重要,每次焊接完成后均要采用保温性能好、耐高温的保温棉进行保温,在V 形铸钢件的焊接部位采用保温棉将焊缝紧紧包裹,使其缓慢冷却至常温后,方可除去保温措施(见图5)。若是温度太低时,使用移动电暖风保持防风棚内的温度不至于太低,以防再次进行焊缝预热时因骤冷骤热、温度变化太大影响焊缝质量,同时也可避免重复的焊前加热时胀缩不均、延缓冷却收缩,特别是预防焊缝边沿区域比焊缝中部冷却过快的焊缝温度不均匀导致的冷裂纹。

图5 焊后焊缝保温
3 结束语
大跨度钢结构建筑已成为建筑发展的趋势之一,冬季的气候条件对钢结构焊接极其不利,钢结构的负温施工工艺和技术保证措施还有很多课题亟待解决。通过采用上述焊接加热工艺及冬季保温措施,有效提高了冬季焊接质量和工作效率,加快了工程施工进度,保证了抗震支座内橡胶垫的完好。工程中的V 形铸钢件的焊接质量经过第三方超声波无损检测,焊缝探伤合格率达100%,达到了设计标准和规范要求,为今后类似铸钢件与抗震支座冬季焊接施工积累了经验,具有一定的借鉴意义。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
基层中医药(2021年3期)2021-11-22 08:07:58
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
小哥白尼(趣味科学)(2021年11期)2021-02-28 08:34:58
大型铸锻件(2015年4期)2016-01-12 06:35:34
大型铸锻件(2015年4期)2016-01-12 06:35:27
云南科技管理(2015年5期)2015-12-22 10:34:38
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
中国铸造装备与技术(2015年5期)2015-12-10 10:23:32