珩孔砂条应力分析和寿命提升
2020-02-22 04:30一汽轿车发传中心吉林长春130013孙银军沈洪洋
金属加工(冷加工) 2020年1期
■ 一汽轿车发传中心 (吉林长春 130013) 孙银军 沈洪洋
我厂使用Gehring珩孔机床加工DCT变速箱从动齿轮内孔,在珩孔加工过程中,珩磨砂条边缘会出现不同程度的破损,如图1所示,其四周边缘破碎明显,且圆周一侧较另一侧破碎严重。不完整的刀具刃口影响产品质量稳定性和砂条使用寿命,目前刀具寿命约1 500件,单件加工成本较高。由于珩磨余量较小,在珩磨初始过程中,砂条不可能得到充分的修整。同时切入和切出时的磨损不同,引起砂条形状的不对称性,局部的凸起易引起应力集中。完整的切削刃在零件孔壁均匀去除一定量的金属材料,形成一定角度的网纹和良好的内孔表面质量;不完整的切削刃容易引起应力突变和应力集中,引起裂纹萌生和长大,极端情况发生破碎以释放应力。
图1显示了砂条破碎的情况,图1b和1c分别为砂条圆周边界的放大图,图1b可见明显的连续断裂缺口和表面纵向裂纹,同时有清晰的圆周方向的加工纹理;图1c可见微小的断裂缺口,无表面裂纹,同时有清晰的轴向方向加工纹理。其加工纹理的差异表明,在珩磨过程中砂条磨损的差异性和不均匀性。由于砂条边缘破碎严重影响连续加工和刀具寿命,鉴于图示圆周方向砂条破碎严重,此文对砂条圆周方向的破碎进行分析和验证。
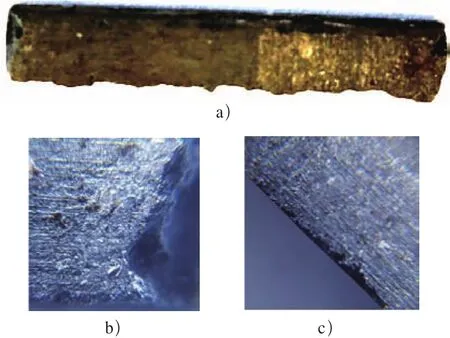
图1 砂条边缘破碎的照片
为改善砂条破损的情况,笔者从珩磨头砂条贴靠零件孔壁和磨削孔壁过程分析砂条曲面和其边缘过渡边界应力分布情况,建立砂条三维模型。按曲面网格化模型,模拟各工况分析其应力分布情况,通过加密有限元网格来使分析结果向正确解逼近。依据分析数据找到合理的砂条模型和修整策略,避免应力集中引起珩孔砂条失效。
1. 珩磨砂条受力情况
在贴靠过程中,砂条受静态的径向力作用,如图2a所示;珩孔机在加工零件的过程中,珩磨砂条做径向运动、轴向往复运动和圆周旋转运动的叠加运动,砂条受轴向动态交替的力、径向力和切向力等复合力共同作用,如图2b所示。
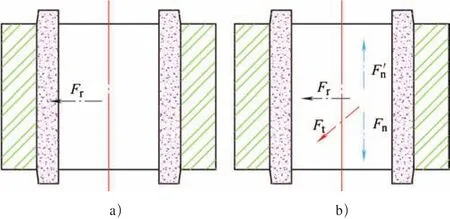
图2 珩磨头贴靠和加工时其受力示意
2. 珩磨砂条的建模和应力分析
由于砂条规格尺寸一致,且在圆周均布,所以只对一条砂条建模分析其应力分布。按图3所示规格建立三维模型,按曲率网格化模型,加载作用力得到应力应变模型。
分别在砂条模型曲面边缘圆弧过渡端面边界L1沿轴向建立感应器,在模型曲面边缘圆弧过渡曲面边界L2沿轴向建立传感器;分别按砂条在贴靠与加工过程中的受力状态和砂条边缘修形圆角R(R分别取0.1mm、0.2mm和0.3mm),在复合力作用下,砂条的各传感器的数据汇总如图4、图5所示。
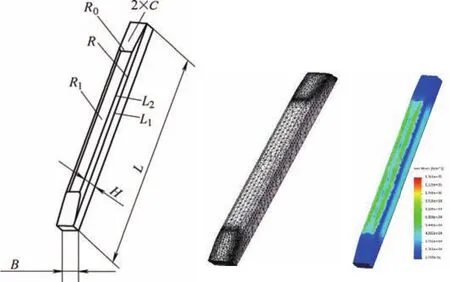
图3 珩孔砂条三维模型和应力云图
图4 显示了砂条受径向贴靠力时,砂条圆周方向两侧边缘应力曲线的变化。随着圆周方向边界修形圆弧半径的增加,图4a显示,端面边界的应力突变减小,曲线逐渐平稳,波峰和波谷差值收窄,峰值减小约70%,平均值减小约50%;图4b显示,曲面边界应力较平稳,未现明显峰值,波峰和波谷差值收窄,平均值减小约10%。砂条边界曲率越平滑,其受径向力作用后,其边界应力分布越均匀一致,说明边界圆滑过渡能明显减小应力突变和应力集中。
图5显示在珩磨过程中,砂条切入位置应力大于切出位置应力,曲面边界应力降低37%,端面边界应力降低20%;所有曲面边界应力都随着过渡圆弧的增加而降低,在切入位置的砂条边缘应力最大,当圆弧半径R=0.2mm时的应力比圆弧半径R=0.3mm时的应力高约80%,当圆弧半径R=0.1mm时的应力比圆弧半径R=0.3mm时的应力高约500%;图5a和图5b显示切入位置的应力曲线,应力随圆弧变化明显,表明大圆弧过渡有利于减小应力集中和应力突变。图5c和图5d显示切出位置的应力曲线,应力随圆弧变化不明显,表面切出位置应力较小,无应力集中的情况。
3. 试验数据和结论
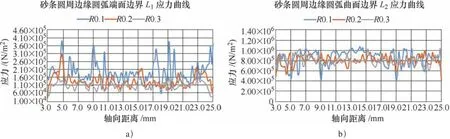
图4 在贴靠过程中砂条曲面圆弧过渡边界应力分布

图5 在磨削过程中砂条曲面圆弧过渡边界应力分布
综上数据分析发现,随着砂条边缘过渡圆角大小的差异,珩磨砂条在贴靠和磨削过程中,砂条边界应力分布呈现如下规律:
1)在贴靠过程中,砂条圆周边界应力随过渡圆弧增大而减小,应力分布均匀,应力突变和应力集中情况减小。
2)在珩磨过程中,砂条圆周边界应力随过渡圆弧增大而减小;砂条切入位置应力明显大于切出位置应力。
结合以上规律,珩孔砂条曲面珩磨零件孔壁过程中,砂条边缘逐渐锐化,砂条尖锐的过渡容易产生应力集中,所以需要人工修整砂条边缘,边缘圆滑过渡可以有效减少砂条边缘处的应力集中和突变,防止砂条边缘挤压开裂和破碎的风险。同时单一的顺时针旋转珩磨引起砂条不均匀磨损,不对称的轮廓在贴靠和珩磨过程中受力不均匀,凸起的局部位置容易产生应力集中,所以需要周期性切换珩磨旋转方向,利于砂条均匀磨损。
我厂按如上分析结果,用油石修整砂条边缘R0.2mm,连续加工过程中,1 000件修整一次砂条边缘,同时10件换一次珩磨旋转方向。应用新工艺后,砂条边缘破碎情况明显改善,砂条脱落情况不再发生,一组砂条加工约1万件产品且内孔质量稳定,和以前相比刀具寿命明显提高。此次改善降低单件珩磨成本,提高设备可动率,综合效益明显。
猜你喜欢
数学年刊A辑(中文版)(2022年1期)2022-08-20
建材发展导向(2022年4期)2022-03-16
实验室研究与探索(2021年4期)2021-05-29
中外公路(2020年4期)2020-09-14
科学技术创新(2020年6期)2020-04-18
建材发展导向(2019年5期)2019-09-09
数学年刊A辑(中文版)(2019年1期)2019-01-31
卷宗(2017年16期)2017-08-30
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23