
芳烃联合装置节能降耗方法探讨
2020-02-20 11:01:54庄亮亮
石油炼制与化工 2020年2期
庄 亮 亮
(中化泉州石化有限公司,福建 泉州 362000)
芳烃是一种重要的基础化工原料,芳烃的产量是国家工业化程度的重要标志[1]。在当前形势下,发展芳烃生产是适应炼化产业逐渐从“燃料型”向“燃料-化工型”、“化工型”转型的重要途径[2]。PX(对二甲苯)是芳烃联合装置的主要产品。据统计,2017年我国PX表观消费量为24.40 Mt,其中自产约10.00 Mt,进口14.44 Mt,国内PX自给率仅41%。目前我国PX产能正在提速建设中,恒力石化股份有限公司、浙江石油化工有限公司等民营企业大型项目均配套有芳烃生产装置,且规模都在4.0 Mta以上。盛虹石化集团有限公司、中国石化海南炼油化工有限公司等企业的PX项目也已进入建设末期,2020年还有中海油惠州石化有限公司、中化泉州石化有限公司、浙江石油化工有限公司二期等PX项目拟建或在建,国内PX产能正处于爆发式增长的阶段。
以下通过对国内典型芳烃联合装置的能耗构成进行分析,确定该类装置的主要能耗来源,并通过总结国内外常用的芳烃联合装置节能降耗方法,结合实际经验和调研结果,探讨装置的节能降耗方法。
1 芳烃联合装置能耗现状
芳烃产品之间沸点接近,分离困难,因此芳烃联合装置的系统能耗很高。随着世界性能源危机的不断加剧和原材料价格的大幅度上涨,在能耗密集型过程工业中能源与原料的总成本已占生产成本的90%左右[3-4]。芳烃联合装置一般由二甲苯精馏、甲苯歧化及烷基转移、吸附分离和C8芳烃异构化4个单元组成。国内某4套典型芳烃联合装置(分别称为装置1、装置2、装置3和装置4)的设计能耗构成如表1所示。
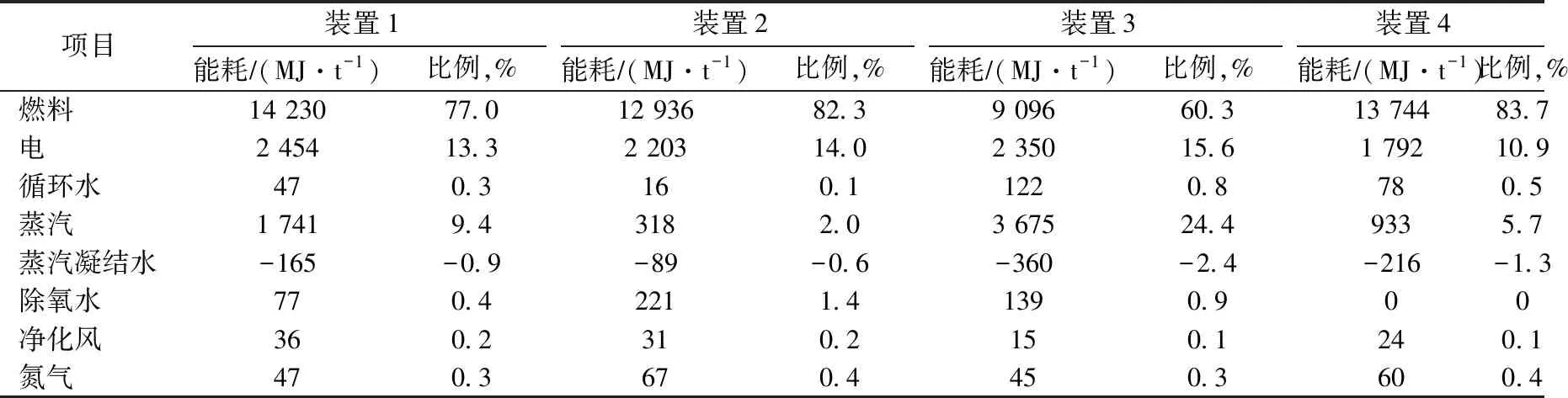
表1 典型芳烃联合装置的设计能耗构成
由表1可知,不同芳烃联合装置的能耗构成情况会因能量供应方案的不同而有所区别,但普遍具有如下特点:①燃料消耗量在总能耗中所占比例最大,为60%~80%;②芳烃联合装置的能耗结构基本由燃料、电和蒸汽的消耗组成,其余消耗可忽略不计。
综上分析,面对我国爆发式增长的PX产业形势,针对芳烃联合装置节能降耗方法的研究十分有意义。根据芳烃联合装置能耗特点,节能降耗应考虑如何降低装置的燃料、电和蒸汽消耗[5]。
2 传统芳烃联合装置节能方法
2.1 优化原料和产品结构
对于常规芳烃联合装置,歧化及烷基转移单元对PX产能的贡献约占50%,其特点为在一定进料配比范围内,原料的C9芳烃比例越高,反应的C8芳烃产率越高。因此,通过尽量增加歧化单元进料中C9芳烃比例,可提高歧化反应单程收率,减小歧化单元规模,从而达到节能降耗目的[6]。同时歧化反应产生的C8芳烃中乙苯含量低、PX含量高,有利于提高PX的单程收率,降低能耗。部分芳烃联合装置还会通过外购部分C8芳烃,以减少生产、分离C8芳烃所增加的能耗,或者通过装置实际情况增产邻二甲苯产品。
2.2 热集成和热联合
芳烃联合装置具有单元多、流程长的特点,采用热集成和热联合具有得天独厚的优势,其中的典型热联合方案主要包括[7]:①对二甲苯塔加压操作,提高二甲苯塔塔顶气相和塔底液相的热源品位;塔顶气相物流为抽出液和抽余液塔提供再沸热源;塔底物流为多台重沸器提供热源。②吸附分离进料与异构化脱庚烷塔进料进行换热,或与二甲苯精馏单元异构化C8+芳烃进料进行换热。③吸附进料和循环解吸剂作为成品塔再沸器热源。④上下游装置间尽可能采用热进料方式等。
2.3 低温热利用
芳烃联合装置的精馏塔较多,塔底需要重沸热源,塔顶气相需要冷凝回流。传统装置为降低能耗,会尽可能降低精馏塔塔压,塔顶通过空气冷却器或水冷却器建立回流,因此塔顶低温热较多。目前典型的低温热利用方案,主要是利用抽出液和抽余液塔适当提压操作[8],塔顶气相为蒸汽发生器提供热源,产生低压蒸汽,蒸汽通过加热炉对流段过热后,供下游发电装置或供压缩机透平作为驱动介质,从而达到低温热能的高效利用。
2.4 优化精馏塔操作
典型的精馏塔优化操作可分为两类:一是设备优化,包括高效塔盘的选择等;二是操作参数优化,包括塔压、温度、回流比的及时调整。
2.5 采用先进催化剂
通过开发歧化及烷基转移、异构化先进催化剂,在保证良好反应性能的同时,可以采用更低的反应温度和氢油比等,从而有效减少能量消耗[9]。国内某芳烃联合装置与国外某较先进的典型芳烃联合装置歧化、异构化催化剂的主要工艺条件对比如表2所示。
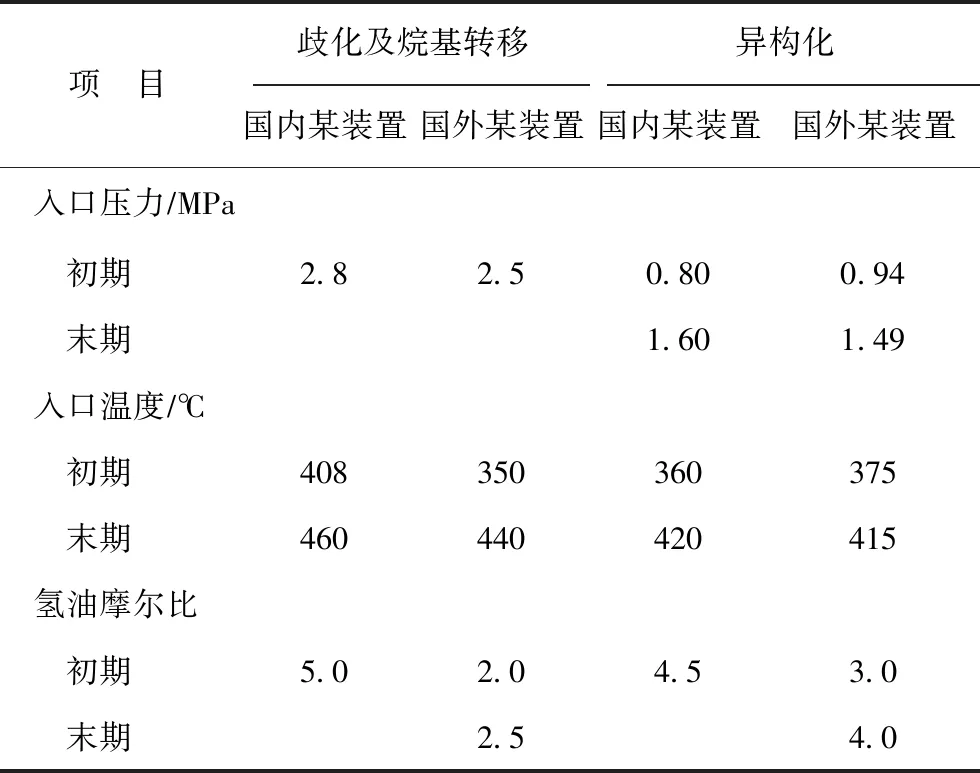
表2 采用国内外催化剂时的主要工艺条件对比
由表2可知,先进的催化剂最显著的特点就是反应的氢油比低,这种反应条件的差距最后都能有效体现在能耗和操作费用上。
3 新型节能降耗方法
3.1 采用改进的Eluxyl吸附分离工艺
3.1.1 采用新型分子筛吸附剂SPX-5003Eluxyl吸附分离工艺的分子筛吸附剂一直在不断改进和更新,早期国内外装置普遍使用SPX-3000吸附剂,2014年开始更换为性能更好的SPX-3003吸附剂,目前国内几套在建装置已开始使用传质效率有大幅提升的SPX-5003吸附剂。国内几套典型装置使用SPX-3000,SPX-3003,SPX-5003吸附剂的效果对比如表3所示。由表3可以看出:SPX-5003吸附剂的稳定性和可靠性更强,PX产品纯度达到99.8%,PX单程收率达到97%以上;与SPX-3003吸附剂相比,SPX-5003吸附剂的机械强度提高约10%,解吸剂进料质量比下降20%,缓解了装置运行过程中因吸附剂颗粒粉化造成床层压降上升快、塔压波动大、吸附塔内件易损坏的问题,同时又因大幅度减小解吸剂循环量,从而大大降低了装置能耗。
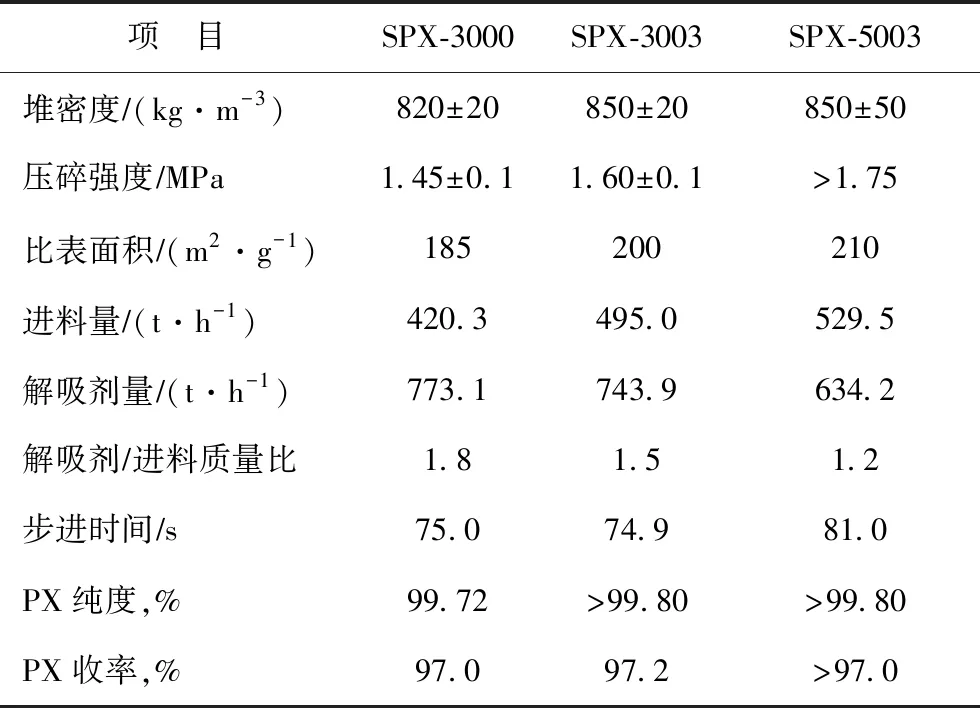
表3 各型号吸附剂性能对比
3.1.2 采用单台吸附塔和单台循环泵操作典型Eluxyl吸附分离工艺包括2台吸附塔(共24个床层)和2台循环泵(一台控制压力,一台控制循环流量),并一共有144个开关阀实现模拟移动床。改进后的最新工艺采用单台吸附塔,仅需15个床层,并采用单台循环泵控制循环流量,共90个开关阀,降低了整体运行能耗。Eluxyl吸附分离新工艺的吸附塔流程示意如图1所示。

图1 Eluxyl吸附分离新工艺的吸附塔流程示意
3.2 采用轻质解吸剂替代对二乙苯(PDEB)
传统的PX吸附分离工艺采用PDEB作为解吸剂,随着吸附剂的更新换代,吸附剂性能改善,采用轻质解吸剂甲苯的吸附分离工艺更具有推广应用价值。采用轻质解吸剂的优点主要包括:①甲苯沸点低,整体分馏所需能耗降低;②热集成中心由二甲苯塔改为抽余液塔,而且可以取消解吸剂再蒸馏塔;③吸附分离进料指标可适当放宽,降低二甲苯塔能耗;④解吸剂循环量大大降低,从而能较大幅度降低装置单位产品能耗;⑤甲苯可由芳烃联合装置内部自产,降低运行成本。据调研,某厂拟建的一套0.60 Mta规模PX装置,原计划采用UOP公司的PAREX工艺,吸附剂为ADS-47,解吸剂为PDEB,后改为UOP公司的轻质解吸剂工艺(LD PAREX)技术,吸附剂为ADS-50,解吸剂为甲苯。
3.3 吸附塔运行参数优化
3.3.1 利用吸附剂裕量优化参数,降低解吸剂循环量装置新建或吸附剂换剂初期,为保证装置平稳性专利商会将吸附塔的运行参数(剂油比、区域流量、循环流量、步进时间等)适当调整在“裕量”较大位置。某厂2014年吸附塔更换新型吸附剂SPX3003后,吸附性能提高,装置稳定后的运行参数为:吸附负荷100%,PX纯度99.82%,PX单程收率99.2%。
PX纯度大于99.70%即为优等品,由以上运行参数可知,此装置PX产品纯度偏高,虽然能保证装置操作波动时的产品质量,但能耗较高。解吸剂进料比是衡量芳烃联合装置能耗水平的一个重要参数,装置运行稳定后,应利用吸附剂裕量,通过适当降低一区(解吸区)流量和增大四区(缓冲区)流量,降低解吸剂的循环量,达到节能降耗目的。某厂吸附塔操作参数优化前后的运行状态对比如表4所示。
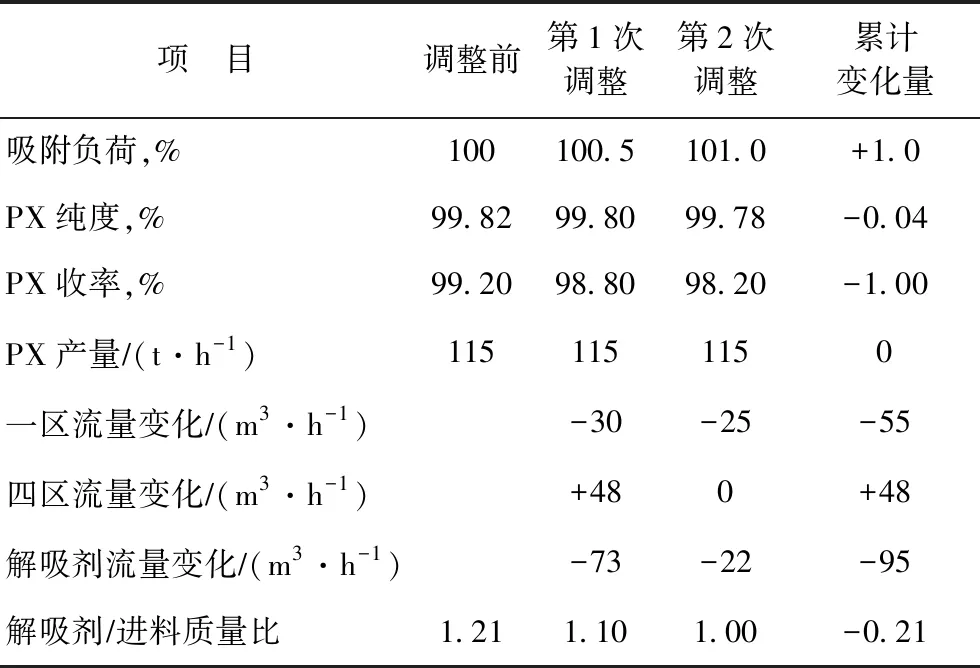
表4 吸附塔操作参数优化前后的运行状态对比
优化后因解吸剂循环量减小,抽出液和抽余液塔的操作负荷降低,分馏所需的热负荷降低,最终能耗体现在加热炉燃料气的降低。据统计,装置总燃料气消耗量降低了0.7 th。若按燃料气价格3 000 元t计算,则每年可节约的能耗成本约为1 300 万元。而且,由于解吸剂循环量降低,各塔相关机泵的输送量减小,电耗也随之降低。
3.3.2 提高PX单程收率,降低能耗通过国内几套装置运行状态的调研发现,各装置在运行过程中重点保证PX产品纯度,PX收率会因为各种原因随装置运行而逐步降低。若因分子筛失效或粉化等原因导致性能下降,为不可逆因素,装置运行后期必然能耗较高,只有通过更换分子筛提高收率,从而降低能耗。
区域流量的不合理分配,也会导致PX收率降低,若能及时发现问题并优化调整区域流量,则可在维持PX纯度不变的前提下,提高PX收率,从而降低运行能耗。某厂吸附塔参数优化前后的Raman分析曲线对比如图2所示,其中,纵坐标为一个循环周期中对应的步进数,横坐标为PX、乙苯(EB)、邻二甲苯+间二甲苯(OX+MX)等各个组分的质量分数。
由图2可以看出:参数优化前由于三区(吸附区)区域流量不合适,导致PX纯度曲线出现“平台”,表明更多的PX未能被分子筛吸附,而是随循环物流到达三区底部,随着抽余液被抽出,最终进入异构化单元,因而导致PX收率下降;通过调整三区区域流量,在保证PX纯度为99.75%不变的前提下,PX收率由97.1%提高到98.2%,有效降低了装置的运行能耗。
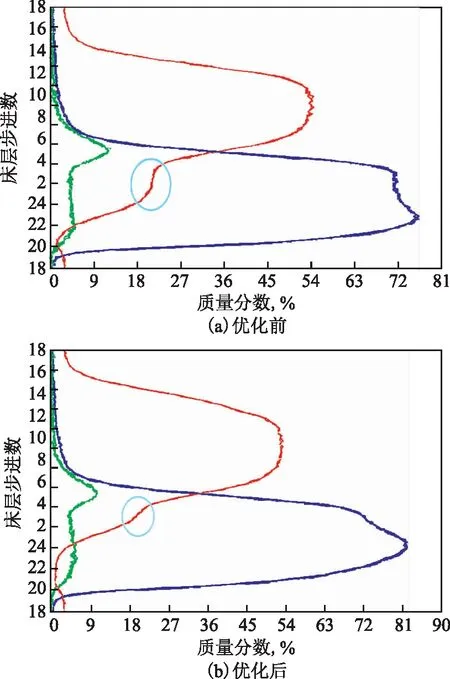
图2 某厂吸附塔参数优化前后的Raman分析曲线对比 —PX; —EB; —OX+MX
3.3.3 优化塔压波动,降低设备损耗由于Eluxyl工艺吸附塔的特殊性,在切换过程中开、关阀无法实现绝对的同步性,会造成切换时吸附塔压力波动。图3为2017年12月26日某厂吸附塔开、关阀一个完整切换周期(24个步进)中吸附塔AB塔底压力随时间的变化情况。由图3可见,A塔塔压波动在合理范围内,但B塔的塔压分别在第14和第19步进开、关阀切换时波动较大,已超出允许范围。吸附塔格栅在一定范围内能够承受塔压的波动,但一旦出现长期的塔压大幅波动,势必会对格栅造成冲击损坏。吸附塔格栅一旦损坏,更换成本巨大。因此,要密切观察吸附塔塔压波动情况,及时调整控制阀ZTC控制参数,可有效降低设备损耗。
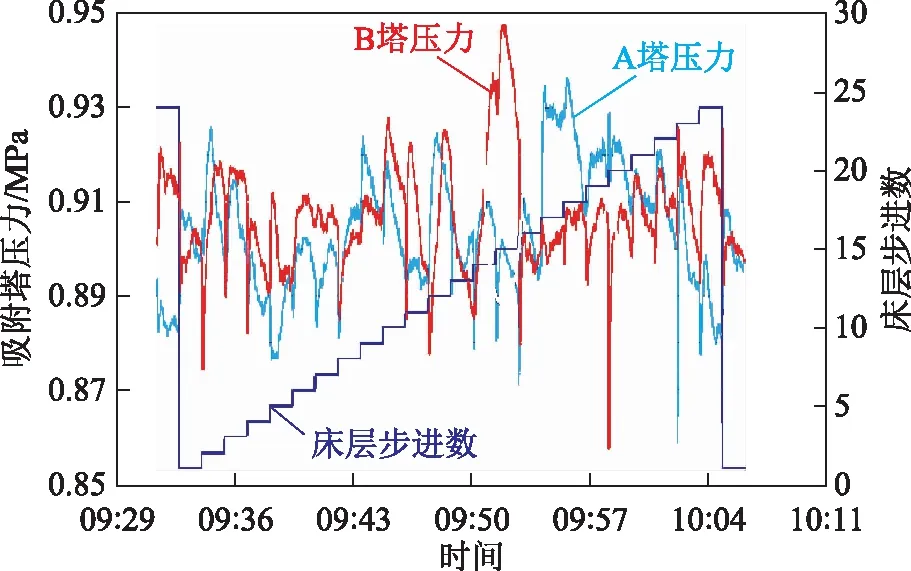
图3 某厂吸附塔一个开、并阀切换周期中塔压的变化情况
3.4 加热炉的节能优化
3.4.1 设计优化加热炉的设计优化方案主要集中在5个方面:①设备大型化:随着设备制造水平提高,设计过程充分考虑装置供热热源集中,目前国内几套装置加热炉都采用单台大型二甲苯塔塔底重沸炉提供系统所有热能;②采用低NOx排放的高效燃烧器:不但可以使燃料充分燃烧,降低燃料消耗,而且能有效降低烟气中的NOx含量,满足环保要求;③采用新型高效看火门:不但能显著降低看火门外壁温度,减少热量损失,而且良好的密封性还能有效防止空气漏入炉膛,从而提高加热炉热效率;④炉外壁采用高强低导浇注料:能有效降低炉外壁温度,减少热量损失;⑤选用组合式空气预热器:提高加热炉的余热回收以达到提高加热炉整体热效率的效果,设计时通过选用组合式空气预热器,提高换热效率,使烟气排放温度在100 ℃以下,加热炉的整体计算热效率可达94%。
3.4.2 操作优化在加热炉已经施工完成的情况下,仍可通过工艺操作条件的优化,达到改变加热炉性能、提高加热炉热效率、降低燃料消耗的目的。具体措施如下:
①控制排烟温度。某厂加热炉正常排烟温度为160 ℃,经分析该厂燃料气中硫含量较低,因而其烟气的露点腐蚀温度可控制较低。在二甲苯塔塔底重沸炉泵允许的情况下,适当提高炉管流量以降低加热炉辐射段温度,进而降低排烟温度至140 ℃,加热炉热效率提高2%左右。
②控制氧含量。不合适的氧含量易造成燃料损失,对于加热炉来说,燃烧是否充分,不仅体现在氧含量上,更重要的是体现在烟气中的CO含量上。因此不但要实现烟气中氧的低含量,还要实现烟气中CO的低含量。无论烟气中的氧含量有多低,只要是没有检测到CO,就可以继续降低供风量,但是如果CO质量分数大于100 μgg,则需要增加供风量,否则就存在燃烧不完全情况,造成燃料浪费,不但能耗增加,而且造成新的污染。
③控制加热炉的漏风。加热炉对流段的密封比较严密,漏风量很少,加热炉的漏风主要发生在辐射室。正常加热炉的最大负压处于炉底,如某厂加热炉正常工况下,辐射段底部压力为-400~-200 Pa,而炉顶压力为-80~-20 Pa。加热炉日常操作中,看火窗的开关要严格管理,严禁看完火未关闭的情况。同样加热炉底部的看火孔可采用耐高温玻璃材质,便于观察又能有效防止空气漏入加热炉内。
3.4.3 管理优化提升加热炉的运行管理水平也能实现节能降耗的目的。例如:通过建立加热炉周报制度,加强日常监测,可掌握加热炉燃烧状态及时调整保证高效;通过综合分析,及时反馈,落实整改,形成闭环操作模式的方式,发现问题及时整改处理,保证加热炉处于高效燃烧状态;开展劳动竞赛,提升加热炉控制水平;加强巡检与抽检,保持加热炉稳定高效;开发“远程在线烟气检测系统”,实现在线评价与调节;注重总结各项检测结果,为大检修提供全面技术保障。
3.5 高效节能设备的选用
选用高效节能设备的具体措施有:①歧化反应和异构化反应单元的进料换热器可考虑选用新型高效缠绕管式换热器,以提高传热效率,减小冷热端温差,减少进料加热炉的热负荷,降低装置能耗,且又能避免因板式换热器压差高而限制操作调整的弊端。②装置中的大型塔设备,应尽量选用高性能塔盘,提高分离效率,降低回流比,减少塔底加热炉或重沸器的热负荷,以达到节能的目的。③选用高效率泵和电机,以节省能量。在泵的选型过程中,通过采用不同的叶轮、叶片形式来尽可能提高其效率;对离心泵,限定泵额定流量和正常流量应在最佳效率点流量附近的一定范围之内,以保持较高的效率;根据泵的实际扬程考虑叶轮的大小,在设计阶段就充分做到量体裁衣,坚决避免大马拉小车。同时选用高效率电机,以节省能量。④结合实际情况,并根据工艺要求及全厂蒸汽等级和凝结水平衡情况确定选择压缩机类型,压缩机的选择决定蒸汽的能耗和电耗,蒸汽透平采用背压式的能耗比采用凝汽式低很多[10]。⑤如果条件允许可以在装置内采用APC先进控制系统,对主要工艺参数进行优化控制,在满足工艺要求的基础上实现“卡边”控制,从而有效降低装置的操作费用,提高能量利用效率。
4 结束语
由于流程长、工艺较复杂,芳烃联合装置属于炼油化工装置中单位能耗较高的装置。面对目前国内大量芳烃联合装置爆发式增长的局面,节能降耗的意义显得尤为重要。芳烃联合装置节能降耗应该由设计单位和生产单位紧密结合,在设计阶段就应充分考虑生产过程面临的问题,充分优化工艺路线、方案和设备设计,尽可能降低装置的能耗。同样,装置运行过程中,生产部门应标准化、精细化管理,优化日常操作,从而进一步降低装置的操作能耗。
猜你喜欢
科学家(2021年24期)2021-04-25 16:55:45
中国盐业(2018年16期)2018-12-23 02:08:30
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01 06:09:41
山东工业技术(2016年15期)2016-12-01 05:30:57
橡胶工业(2015年9期)2015-08-29 06:40:40
橡胶工业(2015年6期)2015-07-29 09:20:40
橡胶工业(2015年4期)2015-07-29 09:17:22
汽车零部件(2014年5期)2014-12-15 17:28:39
石油工程建设(2014年5期)2014-03-20 15:24:40
自动化博览(2014年7期)2014-02-28 22:32:33
