
基于单片机的投料盒智能控制装置
2020-02-02 06:46孙宇伟王怀侠石炎郑起佳
电子技术与软件工程 2020年15期
孙宇伟 王怀侠 石炎 郑起佳
(北京精密机电控制设备研究所 北京市 100076)
步进电机又称为脉冲电机或步级电机,电脉冲信号输入步进电机能够被其转换为输出轴的直线位移或者角位移,而一个电脉冲信号的输入,就会使输出轴转换到一定的角度或是前进一步。其中,步进电机输出轴的角位移量和输入该步进电机脉冲的数量成正比例关系,输出轴的转速和输入的脉冲频率也成正比例关系,并且不存在累积的误差,所以,要实现步进电机的精确定位,只需控制输入脉冲的数量,而要控制步进电机的转速以实现在大范围内精确调速,则只需控制输入的脉冲频率即可。
目前市面上的步进电机进行安装和调试工作过程中,往往比较繁琐和复杂;实践应用中同时需要占用非常多的元器件,所以对整个控制系统花费是很巨大的。另外,步进电机控制系统在后续的升级改造中,其步进电机控制系统的设计往往需要重新开始,不能在原有基础进行修改,所以步进电机控制系统的后续升级改造比较困难。所以对电机控制系统进行升级和开发是十分有必要的。我单位首次基于单片机的步进电机智能控制装置系统不仅能够有效解决了传统步进电机控制系统在运行过程中的缺点和问题,还可以有效提高控制系统的运行效率,而且迎合我国对整个控制系统智能化、信息化的发展需求,同时达到满足小型化系统功能需求和可靠性的要求。
针对投料盒领域,一直传统的投料盒以人工投料的方式进行,这样既掌握不好投料的多少,也不好控制投料的时间;现在人工智能为一种社会趋势,现在针对这一短板,设计了一种基于单片机控制系统用于完成对步进电机的全自动控制的控制电路板。本电路控制板具有的构成灵活、扩展方便、抗干扰能力强、可靠性高、编程调试简单、可适应各种恶劣运行环境等优点,基于以上因素,我单位开发基于单片机的智能投料控制系统,该系统可满足以上成本低、功能完善的要求。
1 电路方案设计
由于单片机在机械自动化领域运用十分广泛,针对在食品领域首次使用,为了将其小型化设计,尽可能的做到该控制板小而且功能充足,所以本套基于单片机的工控系统包括如下几个部分:单片机控制部分、485 通信部分、继电器驱动控制部分、步进电机控制部分。
在硬件方面,单片机控制部分作为整个系统的核心控制部分,起着非常重要的作用。如图所示,他负责与485 通信芯片通过串口通信的方式进行双向通信,从外界的485 总线应答与响应控制信息,通过标准的工业485 专用通信芯片MAX485 进行串口通信。电路原理框图如图1所示。
继电器驱动部分是通过单片机的8 路IO 口来进行TTL 通信电平直接控制,单片机可以通过TTL 电平的方式,将高低电平的信号直接输入到继电器驱动芯片,让其进行具体一路的继电器通断与吸和的精准控制。

图1:电路原理框图
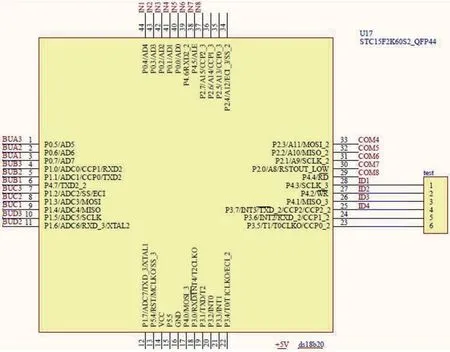
图2:单片机原理图

图3:软件流程图
本文针对高可靠性的传输,所有PCB 印制板上面的电阻选用精度为1%国军标级电阻以及体积小而且具有超高可靠性的军标电容;在原理图布线的同时,电阻和电容都紧挨着主控芯片和以太网芯片放置;这样避免了因电阻精度问题和滤波电容因摆放位置不合适而导致传输信号受到影响,导致设计失败的问题。PCB 在布线时,严格按照设计规范要求,对于差分信号来说,按照平行线的方式进行布线,而且控制线的距离,将芯片和布线距离尽可能的走线最短而且避免走弯线原则;对于地线,采用大面积铺铜的方式,并且与信号线隔开,避免了地线对信号的干扰,实现了高可靠性的传输。
针对本文设计的单片机系统,因为单片机的输出能力较弱,不能直接驱动步进电机,所以采用驱动芯片来进行对步进电机的驱动,步进电机驱动部分是采用的市场上常见的专用步进电机驱动,tb6600 控制芯片,该芯片是专门用于驱动最大4A 的步进电机驱动,单片机控制部分可以通过三个信号来控制步进电机的启动和调速机制。分别是使能一路,负责步进电机的启动与关闭。一路是方向控制,通过高低电平的方式来控制步进电机的顺时针旋转和逆时针旋转。最后一路是脉冲控制,可以通过发送一千赫兹的脉冲来控制步进电机的旋转速度与角度。因为该套工控控制系统,需要控制4 路电机,所以设计为三路为控制42 步进电机的驱动时序,1 路是驱动57 步进电机的控制时序。所以,单片机只需要通过三根信号线控制一路步进电机的速度与角度,共使用了12 个信号线就可以控制不同的4 路步进电机。
光耦信号输入部分是采用了市场上通用型的光耦隔离IC元件,进行外界的信号采集输入,比如24V 信号、12V 信号输入等等,可以通过光电耦合将外界信息进行采集比对,单片机就可以读取这个TTL 电平的形式,来采集这个信号源,电路当中一共有8 个光电耦合元件,可以通过8 个信号口让单片机来进行信号采集。单片机原理如图2所示。
2 软件实施设计
首先单片机在程序里面执行,先进行整体的初始化工作,比如先进行IO 口引脚每一个进行定义,然后进行初始位置TTL 电平的配置。一开始在初始化当中,需要配置继电器部分引脚、光耦信号输入、步进电机初始化输出信号等等一系列的初始化工作。
初始化完成之后,单片机就进入到待机状态,准备应答485 总线上面的通信信号,当总线上有控制信号的时候,485 通信芯片max485 会返回相应的串口信息给单片机,单片机就可以采集并解析该相应的指令。
首先单片机会判断是不是对该单片机发出的控制指令,单片机通过比对地址来决定是不是舍弃指令,不进行应答。如果不是控制该地址的单片机指令,该单片机会重新采集等待指令,跳过不属于它的控制指令。
当单片机确定通过485 总线来的控制指令的时候,单片机会解析相应的控制指令,当控制指令传来是控制继电器的指令时,单片机会先进行指令校验,指令无误后,会通过MAX485 通信芯片进行反馈,传达的指令为收到信息,开始进行执行。单片机会通过TTL 的高低电平的方式,控制具体的某一路继电器驱动进行通断与吸和,继电器驱动会直接控制所要控制的那一路进行通断与吸和。当接收到查询指令的时候,单片机会监听8 路光耦信号输入的情况,将光耦输入的TTL 信息,通过485 总线的方式,发送给主机。当接收到步进电机执行指令的时候,单片机会将数据进行拆包处理,处理出具体控制的哪一路步进电机需要如何去旋转,需要转多少圈等等。然后通过485 芯片进行主机应答,开始通过三个信号口来控制相应的步进电机来进行旋转方向和旋转角度与速度。
当执行完相应的指令之后,单片机会进入待机状态,进行相应的休眠操作,等待下次控制指令。软件原理图如图3所示。
3 结论
目前基于单片机的投料盒智能控制装置完成并投入使用。本控制板稳定性、可靠性、抗噪性能得到充分验证,控制系统运行稳定,故障率低,完全符合工业现场级控制系统要求,本套控制系统成本较低,编程及调试简单,维护方便,具有极强的市场竞争力。
猜你喜欢
当代化工研究(2023年16期)2023-09-11
装备维修技术(2021年37期)2021-11-03
中国烟草学报(2021年4期)2021-09-26
水泵技术(2021年4期)2021-01-22
铁道通信信号(2020年8期)2020-02-06
现代电子技术(2019年15期)2019-08-12
电子测试(2018年22期)2018-12-19
山东煤炭科技(2018年1期)2018-12-05
电子制作(2016年23期)2016-05-17
自动化博览(2014年10期)2014-02-28
