
中空成型机型坯成型机头与流道创新设计
2020-01-15 07:55邱建成林一波何建领
塑料包装 2019年6期
邱建成 林一波 何建领
(苏州同大机械有限公司)
0. 前言
中空成型机型坯成型机头是塑料型坯的重要成型部件,主要包括机头体,芯棒、口模、芯模、调节螺钉等,机头与挤出机相连,挤出机为机头提供塑化好的具有一定温度、压力、黏度、流道速度的塑料熔体,塑料熔体进入机头后,原来的螺旋运动方式转变为直线运动,熔体在流道内的流动剪切过程使塑料熔体进一步塑化均匀,熔体在流道内经过减压使塑料熔体在机头流道中速度均匀一致,塑料熔体经过进一步压缩增压产生必要的成型压力使挤出制品密实,塑料熔体最后经过机头成型段和口模的定型作用成为具有一定截面形状尺寸的塑料型坯,塑料坯再经过后续的部件加工和冷却成型即成为制品。中空成型机塑料型坯成型机头有单层、双层、多层和单模头、双模头、多模头的多种形式。
1. 常见中空成型机塑料型坯成型机头介绍
在中空成型机塑料型坯成型机头的设计过程中,目前一些中空成型机制造厂家已经采用计算机工程模拟分析软件对机头内部的流道、熔体分布、压力降、熔体流动速度、熔体温度变化、零部件受力状况等诸多技术参数进行分析研究,使其具有更好的流变性能,使塑料熔体具有更好的型坯结构,同时更易于塑料原料的换料与换色;并且已经取得较为理想的使用效果。
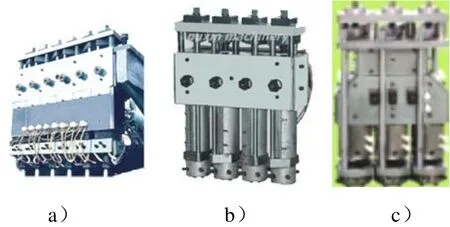
图1 三种多模头形式的塑料机头外形图
图1 所示,a)一种六模头塑料机头,b)一种四模头塑料机头,c)一种三模头塑料机头。

图2 两种双层塑料机头外形图
如图2 所示,a)是双模头的双层塑料机头外形图,b)是单模头的双层塑料机头外形图。它们用来成型双层塑料型坯,a)可以同时成型两个双层塑料型坯,b)可以成型一个双层塑料型坯,主要用来生产5L~10 L 润滑油包装桶。
在此,塑料型坯成型机头是保障成型塑料型坯的重要部件,它的结构形式、参数设计、工艺调整等会直接的影响塑料型坯的质量,当吹塑设备到了生产厂家以后,对其各项工艺参数的仔细调整就是最重要的了。
从机头的结构形式来看,不管是单层型坯还是多层型坯机头,主要是两大类:一类是直接挤出式机头,一类是储料式机头。
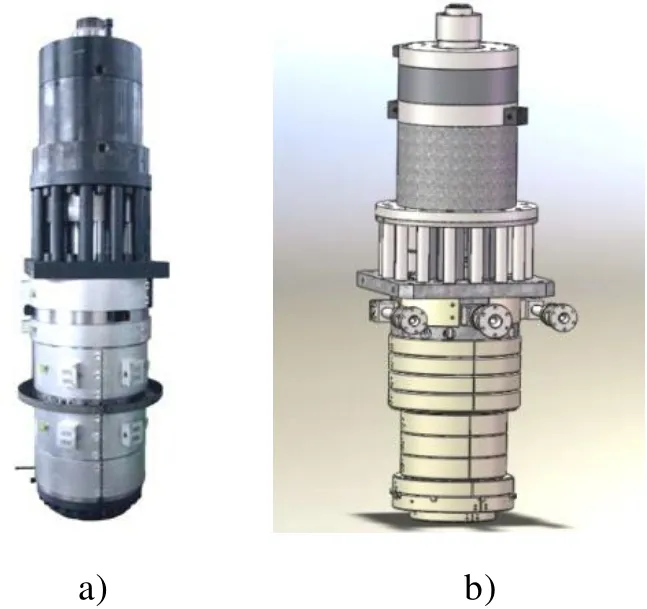
图3 两种大型储料机头的外形图
如图3 所示,是两种储料机头的外形图。a)单层储料机头,b)三层储料机头。它们主要用来生产单层和三层型坯的大中型塑料吹塑制品。
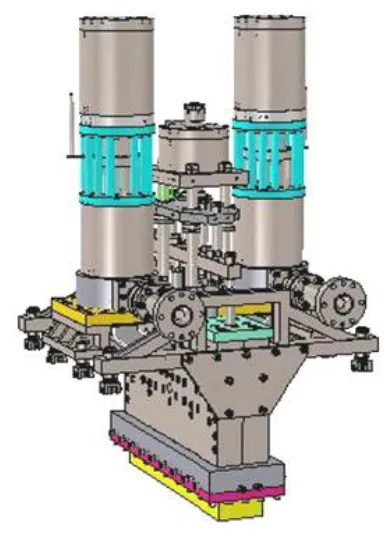
图4 一种超大型扁平型储料机头
如图4 所示,是一种超大型扁平型储料机头,该储料机头由苏州同大机械有限公司研发成功,已经获得多项国家发明专利权;主要可用于生产超大型的扁平类中空吹塑制品。
机头不管是单层还是双层或者多层,从机构形式上主要有两大类:一类是直接挤出式机头(又称为连续式挤出机头),一类是储料式机头。直接挤出式机头一般配双工位合模机构以提高生产效率,储料式机头一般用在生产大型中空制品设备上。在中小型中空机组中多采用直接挤出机头,同时配有双工位的合模系统,这样生产效率高,可满足中小型制品生产的要求。大中型中空机通常采用储料式机头,近年来一些大型多层吹塑产品也开始采用连续挤出式机头,对于一些产品量多,规格较为单一,制品质量要求较高的较为适合。比如,今年苏州同大机械有限公司研制的200 L 三层双工位智能化生产线采用的就是三层连续挤出式机头,通过移动型坯到合模机实现双工位的生产。
1.1 直接挤出式机头有中心进料式直角机头和侧向进料式直角机头
中心进料式直角机头采用支架来支承分流体和芯棒,支架设置有若干条分流筋,自挤出机来的熔体经过分流梭时,分流梭支架把熔体分成若干股,之后再重新汇合,挤出为型坯。中心进料式机头的流径较短,熔体单元的停留时间相差很短,型坯轴向壁厚较均匀,熔体降解的可能性较小。但熔体流径支架形成的汇合线会降低制品性能,特别是对薄壁制品在分流筋表面处的强度有很大影响,熔体所受的剪切速度较大,这会降低熔体汇合线的结合强度。挤出机挤出的熔融塑料经过机头的流道挤出型坯,型坯为一个时称为单模头,型坯为两个时称为双模头,型坯为多个时称为多模头。多模头的设计和加工难度都较大,但可提高生产效率,随着技术的进步,小型吹塑制品采用多模头设备日益增多。
随着塑料制品的要求逐步提高,多层塑料制品越来越多,比如多层油箱。多层塑料制品就需要多层机头进行吹塑成型,多层机头的设计与单层机头相比,设计和加工装配的技术难度更高。同样,多层机头也有单模头机头、双模头机头和多模头机头的结构形式。
1.2 直接挤出式机头
直接挤出机机头可分为中心进料式直角机头和侧向进料式直角机头。为了保障熔融的塑料在机头中不会因为阻滞而发生材料的降解,机头内的流道和口模、芯模均应设计制作成流线型的形状,并且要尽量提高表面光洁度。中心进料式直角机头与侧向进料式直角机头各有特点,分别介绍如下。
1.2.1 中心进料式直角机头的结构特点
直角机头是型坯的挤出方向与挤出机螺杆的轴心方向相互垂直的一种机头形式。此机头在内部设有分流梭、分流筋、芯棒等部分组成,以形成需要的塑料型坯。此机头的内部流道相对较短,塑料熔融体在流道内停留的时间基本一致,型坯圆周方向的壁厚比较均匀,熔融体流动速度比较均匀,容易实现对挤出机型坯壁厚的调节。

图5 中心进料式直角机头示意图
如图5 所示,从挤出机挤出的聚合物熔体,经挤出机接头1,从分流梭3 顶端的中心位置进入机头,向下按圆周方向分布流过分流筋7,分成若干股熔体,在芯棒4 处重新汇合,挤出成塑料型坯。
中心进料式直角机头的熔体流道相对较短,其在机头内部停留的时间基本一致,型坯圆周方向的壁厚比较均匀,熔体流动速度也比较均匀,容易实现对挤出型坯的壁厚调节。熔体在机头内部的降解较小,这类机头适合于PVC 等一些热敏性塑料。
聚合物熔体经过分流筋7(支架)时,会使塑料型坯形成多条熔接线,这种熔接线的周向强度较差,特别是生产薄壁制品时,在熔接线处的力学强度有可能明显降低。同时,制品转换颜色时(由深色转换为浅色时),有可能在型坯的熔接线位置出现多条深浅不一的熔接线,影响制品的外观质量。因此,其分流筋部分的角度,流道的长度等的设计,以及加工精度及表面粗糙度等需要特别注意。
塑料型坯产生这种熔接线的主要原因:
① 熔体经过分流梭分流后,熔体压力降低;
② 在分流梭的表面,熔体受到的剪切速率较大,其纵向分子的取向较大;熔体受分流梭的阻碍,使其流动速度降低。
为了改善塑料型坯在熔接线上的缺陷,提高熔接线的结合强度,使聚合物分子重新缠结。
可以采用以下一些方法或是措施进行改善:
① 增加熔体汇合后在机头内部的停留时间是提高熔接线强度比较有效的方法,可以在分流梭处设置“U”形流道,适当加长流道的尺寸,减小分流梭的夹角,设置释放槽,提高流道的表面光洁度等;
② 适当提高机头的加热温度;
③ 增加机头内部的熔体压力,如设计相互错位的双环式分流梭,使塑料型坯的熔接线相互错位,即熔接线不穿过整个型坯壁,使其起到一层增强另一层的作用,还可以在芯棒处增加节流环,以及在芯棒处增加设置螺纹槽等;
④ 设计机头时,可以适当加长熔体汇合后的直线段长度,减小分流梭夹角等;
⑤ 设备使用厂家,可以通过改进塑料原料配方的形式来改进熔体熔接线强度低与壁厚不均匀的状况,配方的设计需要根据产品的性能确定。
1.2.2 侧向进料式直角机头的结构特点
侧向进料式直角机头,聚合物熔体是从侧向进料口进入机头芯棒后,经过分流槽周向分流,从周向流动逐渐过渡到轴向流动,分流槽的形状设计,其对型坯的周向壁厚均匀性有较大的影响。分流槽的形状设计有环状,心形,螺旋形等。
① 环形侧向进料式直角机头
机头芯棒在熔体的入口部位,开设环形槽使进入机头的熔体分成两股环形流入芯棒,环形槽的流动断面设置较大,熔体的流动阻力较小,使两股环形熔体可以快速的沿环形槽的周向流动,并在与入料口相对的另一侧相汇合,形成环形熔体沿轴向方向往下挤出成型坯。

图6 环形侧向进料式直角机头示意图
如图6 示,这种机头的结构简单,紧凑,流动长度较短,型坯只有一条熔接线。但由于熔体在环形槽形成环向流动,这样就造成熔体在入口处压力较高,熔体熔接处压力较低,塑料型坯容易出现周向的波动,影响型坯壁厚的均匀性和稳定性,这种结构的机头主要适用于中小容量的聚烯烃吹塑制品的加工。
② 心形侧向进料式直角机头
机头芯棒在熔体的入口部位,设计成为心形。进入机头的熔体被分成两个方向流动,在周向流动的同时,还沿轴向往下流动,最后汇合成一条熔接线,挤出成为型坯。
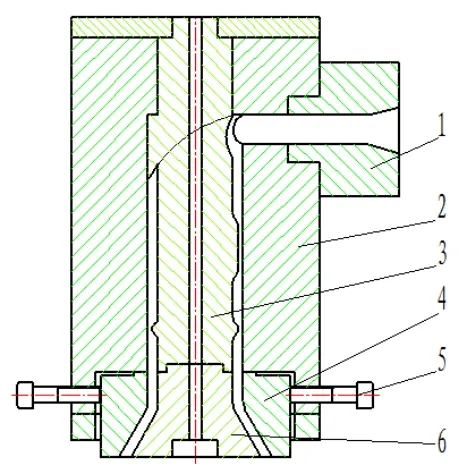
图7 心形侧向进料式直角机头示意图
如图7 所示,这种心形机头的入口处,虽然熔体的压力最高,但是熔体到塑料型坯出口处的流道也最长,熔体汇合熔接处的熔体压力虽然低,而流道也较短。这样就可以通过流道的长度来补偿熔体周向压力的差异,可以保证熔体沿周向以比较均匀的速度流动,从而使挤出的型坯壁厚比较均匀。这种机头的流道设计成流线形,熔体流动通畅,流速高,机头内部的熔体量较少,比较容易清理;适用于经常变换塑料品种和制品颜色的场合。它适用于聚烯烃塑料,同时也适用于热敏性塑料如PVC 等塑料的成型。
同时,为了减小熔体汇合熔接线对制品力学性能的影响,机头芯棒可以有多种心形形状的设计,也可以设置两个熔体入口处,使流道的入口错开180°,熔体被分成两个分流,分别进入内、外心形流道成交叉流动,形成两个环层,它们的汇合熔接线正好错开180°,即内层的汇合熔接线完全被外层所包覆。这种方法还可以提高制品周向壁厚的均匀性。
③ 螺旋形侧向进料式直角机头
机头芯棒在熔体的入口部位,设计成为螺旋形,类似于挤出吹膜的螺旋形机头。
如图8 所示,塑料熔体从螺旋形芯棒的一侧进入机头,再流入单头或是多头螺旋流道。这时,大部分塑料熔体沿螺旋流道流动,少部分熔体沿轴向漏流;最后,熔体沿芯棒轴向流动,挤出成为塑料型坯。芯棒螺旋流道的深度,从进料口向出料口逐步变浅,使熔体在流道中的压力损失,得到逐步的补偿。改变螺旋流道的头数,流道的长度,流道的截面积,以及螺旋的角度等;可以调整和改善型坯周向壁厚的均匀性。
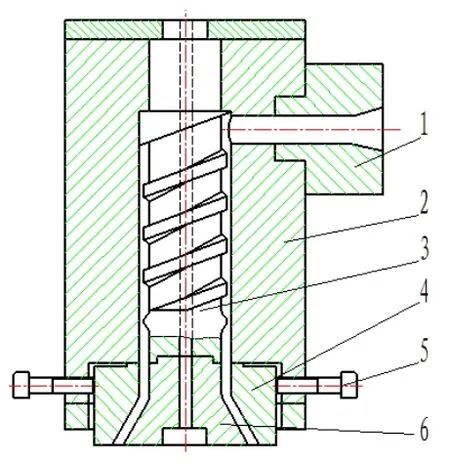
图8 螺旋形侧向进料式直角机头示意图
这种螺旋形的机头,结构紧凑,熔体流动的均匀性好,型坯设有汇合熔接线,型坯均匀。常用于聚烯烃塑料的吹塑成型以及要求制品没有汇合熔接线的产品加工。
此外,近年来出现的复合流道技术将几种流道的优点结合在一起,使塑料型坯壁厚更加均匀,换色、换料更为快速方便。
1.3 储料式机头
生产大中型中空制品时多采用储料式机头。将储料型腔设计在机头流道内,可以保证塑料材料的“先进先出”,先进入储料型腔的熔体先从机头的芯模和口模之间挤出,这样先进入的熔体就有较长的松弛时间进行释放应力。这种机头型坯挤出的速度较快,减轻型坯自重造成的壁厚不均匀性,进一步通过型坯壁厚控制系统来调节型坯的壁厚,保证吹塑制品壁厚的均匀性。
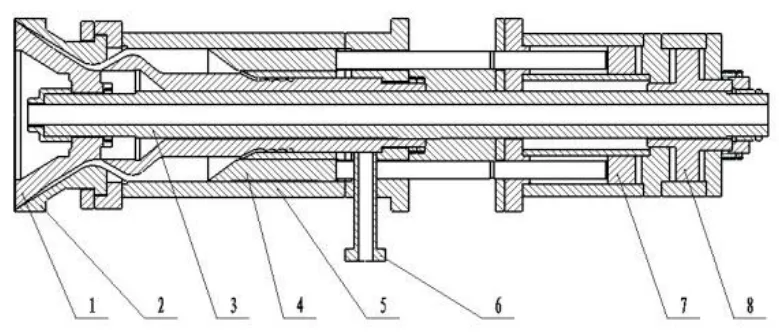
图9 一种大型储料式机头
储料式机头主要包括:圆环形的机筒、压料活塞、可上下移动的芯棒、压料油缸、伺服油缸、可调节的口模、芯模、电加热器、电热偶、位移传感器、伺服阀等零件以及冷却装置。有的储料式机头还包括:顶出装置、上部预夹装置、上部扩坯装置、型坯切断装置、径向伺服控制装置等。
储料机头的流道设计至关重要,它会直接影响制品的质量和壁厚的均匀性,以及换色、换料的快慢。将机头内流道压力设置较高可使型坯壁厚的均匀性得到改善,熔体的熔接线强度增加,换色换料速度提高,但是过高的流道压力会导致挤出机压力提高,输送速度低,并导致机头内储料速度慢,直接影响生产效率。当机头内的流道压力设置过低时,型坯的壁厚可能出现不均匀的状况,熔体的熔接线强度可能较低,换色换料时间较长,但能提高熔体的输送速度。所以设计流道压力时要寻找到一个比较合适的值。
双层心形包络流道的储料式机头是一种高性能储料式机头,其原理是将熔合缝区分成两处并错开分布,型坯被完整的熔料层所覆盖,提高了熔体融合缝区的强度,在国际上已广泛使用,近几年在国内主要几家大型中空成型机生产厂家已广泛使用。

图10 一种双层心形包络流道储料机头的示意图
储料机头内部采用螺旋流道有利于提高塑料型坯的均匀性与消除熔接线,特别是生产高强度塑料制品时效果更为明显。目前国内各个中空成型机生产厂家都在积极开展这方面的研究,苏州同大机械有限公司创造性的成功研制了采用复合流道技术的储料式机头,有效的提高了塑料型坯的壁厚均匀性,加快了换色、换料的速度,缩短了换色、换料的时间。
流道采用流线形设计与制造有利于避免出现滞留区,有利于改善塑料熔体的流动与融合。机头流道表面(含芯模、口模表面)应该高度抛光,以防止熔体流过这些表面时发生滞留与积料,此外,如果流道不光滑,熔体极易产生熔体破裂,制品表面质量差等缺陷。
2. 近几年塑料型坯成型机头流道设计的创新点
中空成型机塑料型坯成型机头流道设计需要重点考虑的问题是塑料熔体流经不同界面流道时的流动特性分析。不同功能段流道过渡要平稳、光滑、无流动死角,特别是要考虑所加工塑料溶体的黏弹流变特性。压缩比用以产生特定塑料制品稳定挤出所必须的机头压力并使挤出(注射)的塑料型坯密实,机头压力的大小与塑料原料和制品截面形状密切相关并受挤出机类型和性能的制约。扩张角的作用是减压降速使溶体流速均匀,扩张角的大小与熔体黏弹性和黏度密切相关。压缩角决定了流体进入定型段前压力增大的快慢程度,合适的压缩角能实现制品的平稳挤出,压缩角太大将导致爬行挤出或制品表面波纹。分流角的大小对挤出(注射)的影响不像压缩角那么敏感,但角度的明显偏大偏小都将导致挤出不稳。定型段要有足够的长度,以便消除溶体在前面流道流动过程中产生的记忆效应,并在此区间形成完全均匀一致向前流动的溶体。口模间隙与制品厚度并非一一对应关系,除考虑出模膨胀、拉伸收缩、冷却收缩外,还有考虑后续成型方式和产品特点。异型制品口模形状要与制品截面形状相适应,不能完全对应,要充分考虑到出模膨胀和拉伸变形。
目前国内外中空成型机的常规成型机头主要采用单一的心形流道技术,或是单一的螺旋流道技术。心形流道主要有单包络、双包络流道两种,即使是采用双包络心形流道技术,流道内的塑料流体的流动仍然不均匀,尤其是加工高分子量的聚乙烯塑料时,其塑料熔体在成型机头中容易出现密度不一致的情况,塑料型坯挤出时则容易出现壁厚分布不均的现象,从而导致吹塑制品的厚度出现不均,最终影响吹塑制品的综合性能。单一的螺旋流道技术虽然能够解决塑料熔接痕的问题,但是螺旋流道的前端流道容易造成对塑料熔体的滞留,造成换色、换料时间周期的延长,影响换色、换料工作的进行,加大了换色、换料的成本。
流道设计在中空机机头上极为重要,是中空成型机的最核心技术之一。目前苏州同大机械有限公司吹塑技术研究中心研制的一种新型复合流道技术,采用了心形流道、螺旋流道复合叠加的技术(如图11),该复合流道技术发挥两种流道的各自优势,创造性研制出一种全新的复合流道技术。技术创新中将心形流道设计为上部流道,下部流道为螺旋流道,从心形流道流动的塑料熔体经过下部流道的重新分布,在流道内部形成多层熔体流动。
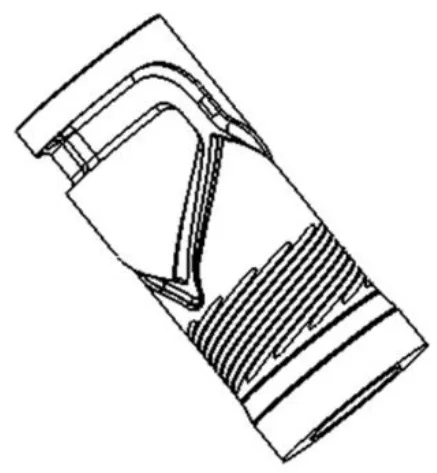
图11 一种复合流道示意图
本技术创新将原来流道中流动的单层熔体转变成为13~129 层以上的塑料熔体流动,彻底消除了熔体熔接痕,解决了心形流道产生熔体熔接痕强度不足的问题,熔体经过重新分布后,熔体各个部位的密度已经实现基本一致,壁厚分布均匀。成功的解决了塑料型坯密度分布不均、壁厚不均匀、机头换色、换料时间长等常规成型机头的常见问题,充分发挥塑料原料的特性,提高吹塑机对不同牌号塑料加工的适应性,特别是提高了对高分子量聚乙烯材料加工的适应性,可有效提高吹塑制品的产品质量和降低制品的重量,从而达到降低制品能耗,降低原料成本的目的。此外,随着吹塑制品壁厚均匀度较大幅度的提高,有利于提高吹塑机的生产效率,进一步降低产品制造时的单位能耗。
3. 复合流道的设计与制造技术
由于越来越多的高分子量高密度聚乙烯应用于25 L 系列以上的塑料容器的生产中,因此吹塑机储料机头与挤出机系统的性能必然需要满足与加工这些材料相配套。我们将心形流道设计为上部流道,下部流道为螺旋流道,从心形流道流动的塑料熔体经过下部流道的重新分布,在流道内部形成多层熔体流动。
本设计在流道内部根据流道的特殊配置,可形成13~129 层熔体流动,彻底消除了熔接痕,解决了心形流道产生熔体熔接痕强度不足的问题,熔体经过重新分布后,熔体各个部位的密度已经实现基本一致,壁厚分布均匀。这种复合流道的结构如图12 所示。
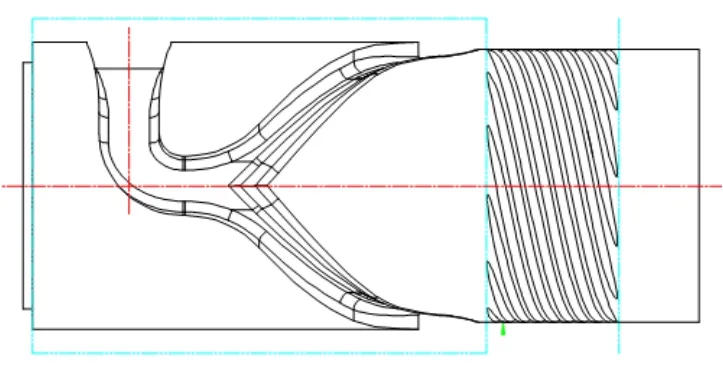
图12 复合流道设计图
3.1 上部心形流道计算机工程模拟分析过程
对流道几何参数进行设计时,我们采用了计算机CAE 技术与传统设计经验相结合的方式,对机头流道内聚合物成型加工的过程进行仿真模拟优化,使所设计的机头流道与聚合物的加工性能更符合,提高一次试模的成功率,缩短设计周期,节省了设计、制造成本。
图13 分别为计算机模拟仿真上部流道的压力分布和温度分布图。
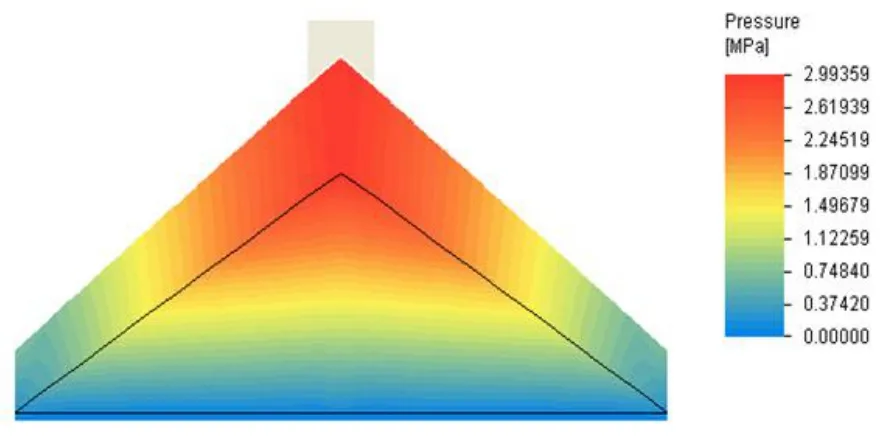
图13 上部流道压力分布图
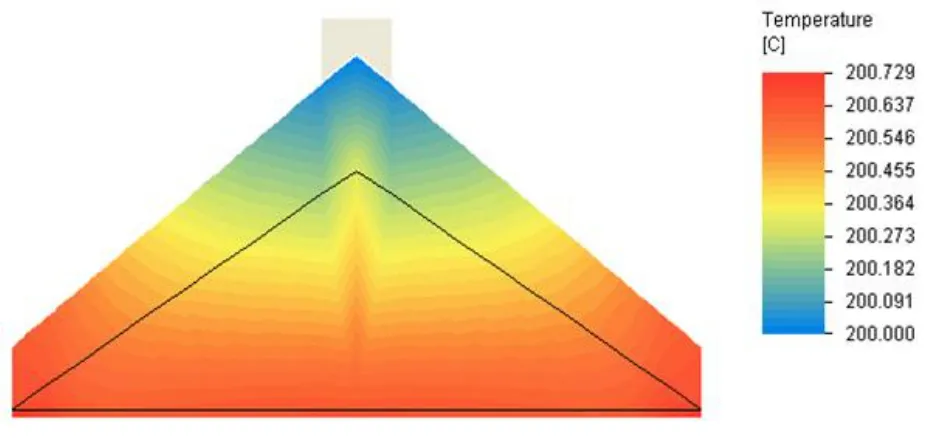
图14 上部流道温度变化图
从图中可以看出,上部流道设计是比较适合所加工的多种塑料原料的,从流道内部温度变化情况来看,其变化值较小,影响熔体的密度变化较少。上部流道熔体压力分布比较合理,在流向下部流道时,压力分布基本趋向一致,这样流向下部流道的熔体的密度、温度、压力基本一致,经过下部流道的进一步均衡,使其熔体的密度、温度、压力变化取向更为稳定,其稳定的熔体流向储料缸以后,能够保证注射时的型坯的均匀性有较大幅度的提高。塑料型坯质量与均匀性的提高这种状况在多次生产实际中得到了证实,恰好验证了模拟仿真结果的合理性和实用性。螺旋流道的计算机CAE 分析技术也能较好的与现实流道结合,在此没有将分析结果列出。
在研制成型机头的复合流道技术过程中,对复合流道的几何参数进行设计时,采用了计算机工程分析软件进行模拟实验,并且结合生产实际中多年积累的经验,对机头流道内聚合物成型加工的过程进行计算机仿真模拟优化,使所设计的机头流道与聚合物的加工性能更加符合实际状况,能够有效提高一次试模的成功率,缩短设计周期,节省了研制成本。
3.2 复合流道的数控加工
在这种采用复合流道技术的数控加工中,采用了高精密度的数控加工中心,较大幅度的提高了这些精密零部件的加工精度。见图15。

图15 高精密度数控加工中心正在加工复合流道零部件
高精密度数控加工中心在加工复合流道时,由于其精密度较高,经过精密加工以后,其流道的精度,表面光洁度得到了有效的保障,因此吹塑机设备的稳定性和耐用度得到提高。

图16 两种复合流道外观图
近年来吹塑机机头的流道采用复合流道形式的增多,结构形式也各有千秋,针对不同塑料与材料分子量的变化,机头结构也不会一成不变,随着研究工作的深入,将可能有更多的高效、高质量的机头面世。
4. 一种扁平储料机头的创新设计
扁平储料机头在中空吹塑机上应用的不多,目前只有苏州同大机械有限公司制造的 TDB-2000L 设备和TDB-1600L 设备上在使用,此类机头特别适合做像吹塑托盘这样外形为扁平状的中空制品。
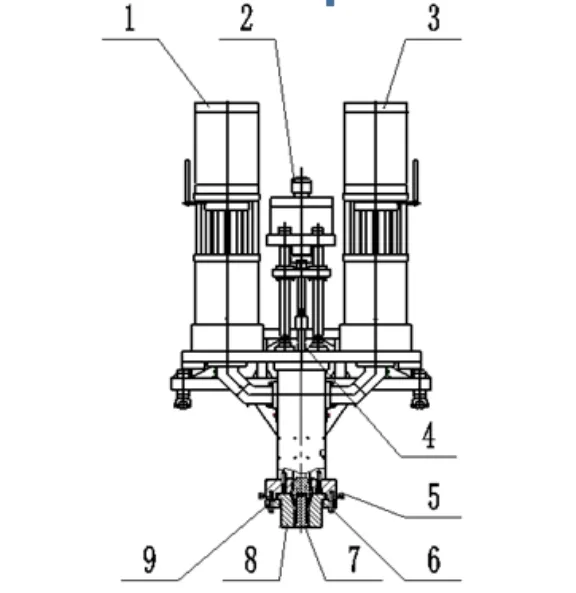
图17 一种超大型扁平储料机头示意图
此扁头储料机头设有两个储料缸,分别由两个射料油缸控制压料动作,其储料量达到100L以上,内部流道设计合理,分流准确,内部设计有自动平衡流道系统,注射压料时塑料型坯平整,壁厚均匀。机头中间为壁厚调节油缸用来控制口模开口的大小,径向间隙调整螺钉是调节口模座的对中度,可以保证塑料型坯出料的均匀性。该设计获得多项发明专利权。
5. 结语
综上所述,储料式机头的设计与很多因素相关,对于吹塑制品的不同,它所相关的技术参数会发生较大的变化,设计师需要根据制品的要求来进行设计。对于工业吹塑制品,产品的不同会使吹胀比有较大的变化,变化范围会在1.0~3.5之间。吹胀比变化对于确定口模的直径至关重要。
塑料成型机头的流道设计会影响到吹塑制品的成型,壁厚的均匀性能,换色、换料的周期,以及成型机头的生产效率以及影响挤出机的挤出效率等,当机头内的流道压力设置较高时,型坯壁厚的均匀性能能够获得改善,熔体的熔接线强度能获得增强,换色、换料的速度可以提高,但是过高的流道压力可能导致挤出机压力提高,输送速度降低,挤出机中熔体温度提高,使其熔体温度难以降低,并且导致储料机头内储料速度降低,影响生产效率的提高。当机头内的流道压力设置过低时,型坯的壁厚可能出现不均匀的状况,熔体的熔接线强度可能较低,换色、换料的时间周期较长,但能提高熔体的输送速度。
塑料成型机头流道内压力设置与流道的断面尺寸,形状,挤出量,塑料原料的力学、化学性能等主要参数关系较为密切,需要根据所使用的塑料原料以及设备所要求的产量、熔体型坯的力学性能,以及换色、换料的时间周期要求来仔细分析确定,随着计算机分析工程技术的应用,设计师能够较为方便的进行机头各类技术参数的分析与修改,从而设计出技术性能较为优良的机头流道,苏州同大机械有限公司与华东理工大学合作,建立了多种HMWHDPE 塑料的流变性能数据库,对于提高挤出机设计水平和机头的流道设计技术水平,将起到较好的作用。
塑料成型机头的流道包括口模、芯模的表面需高度抛光,以防止熔体出现滞留和内外表面不光洁的现象。
在单层储料机头储料腔的上部设计了溢料孔,可以较为方便在换色和换料时实现快速的更换;同时也可以保障储料机头的安全运行。一旦在生产中当伺服液压系统出现意外故障,可控芯模不能向下移动,电控系统的保护同时失灵,而挤出机仍在不断挤出时,溢料孔对储料机头即可起到最后的保护作用。
储料机头的圆环状压料活塞与圆环状的机筒的内壁和圆形芯棒外圆之间的间隙设计及加工至关重要。在设计上,应该充分考虑所选用钢材的遇热膨胀系数以及所加工的塑料原料的工艺加温性能。余料的顺畅溢出是评价储料机头品质优劣的一个重要参数,过多的余料溢出对于原料节约是不利的,但要使储料机头完全不发生余料溢出几乎是不可能的,设备制造和使用厂家都应该对此有足够的重视。
此外,双色与多色机头也是近几年技术创新的热点,苏州同大机械有限公司工程技术研究中心根据客户的需要已经研制出多款双色与多色塑料机头,满足了不同国家客户的需要。
另外,随着中空吹塑微发泡技术研究的深入,与之相关的吹塑微发泡专用单层,多层机头的研究也将进一步深入。大中型的塑料吹塑制品随着采用高分子量聚乙烯的广泛使用,一些高性能的机头研制将会更有市场;还有就是高强度PP 吹塑级塑料和高强度PVC 吹塑级塑料的大量问世,也是必然引发与这些材料配套的吹塑设备及高性能吹塑机头的研制,值得更多业内专家的关注。
随着采用计算机工程(CAE)模拟分析软件对机头流道、心形包络结构设计、复合流道技术的进一步优化以及机头流道采用五轴联控数控加工机床加工与流道表面耐磨处理等先进技术的推广应用,将可能较快的促进国内中空成型机成套设计、制造技术的进步与发展。
猜你喜欢
现代艺术(2021年5期)2021-07-01
珠江水运(2019年13期)2019-08-04
塑料包装(2019年1期)2019-03-22
制造技术与机床(2018年9期)2018-09-19
中国铸造装备与技术(2017年3期)2017-06-21
节水灌溉(2017年11期)2017-03-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
中国塑料(2016年1期)2016-05-17
中国塑料(2014年7期)2014-10-17
