
基于铸造软件的变速箱壳缺陷预测与质量分析
2020-01-13 10:00:48唐建敏
四川冶金 2019年6期
刘 祥,林 波,唐建敏
(重庆科创职业学院汽车工程学院,重庆 永川 402160)
随着铸造技术的快速发展,为提高铸件生产质量和降低生产成本,企业采用计算机仿真模拟的应用越来越多,模拟铸造成型过程正在成为国家汽车铸造关注的前沿领域之一[1-3]。清华大学、日本新东工业都进行过湿型砂铸造过程模拟,德国亚琛工业大学进行过对射芯数据模拟。国内汽车铸造业使用模拟软件在铸件充型模拟、铸造凝固模拟、凝固温度场模拟以及铸造缺陷预测与分析方面,已经逐步在行业、企业内开展应用。本文以企业真实的变速箱壳体零件铸造为例,使用软件对零件进行仿真模拟及实物对比分析,排除和改进多项铸件可能的缺陷点及工艺参数,其创新点为:通过将模拟结果和试制结果相结合,可快捷地找到可能的缺陷点并得到可量化的数值,同时检测试制件还可修正软件模拟的误差,为调整工艺参数提供可靠、合理的依据,软件模拟还可显著减少企业铸件试制的次数,成本明显减少。
变速箱壳体是变速箱重要的外部保护装置,同时其还承担着内部零件的安装、润滑及散热等多项功能,属于高强度、高韧性、耐腐蚀的大型薄壁复杂零件[4-7]。由于变速箱壳体结构复杂力学性能要求高,企业在进行铝合金铸造时往往废品率很高,急需采用先进的技术手段来预测铸造缺陷的产生,以减少企业的生产成本[8]。在铸造企业,常用的缺陷预测方法是铸造软件的压铸充型模拟,结合试件的铸造对比分析,其缺陷预测准确性可达90%以上[9]。本文利用三维软件创建的汽车变速箱壳体模型,经格式转换后将其导入Magma软件中进行充型模拟分析。模拟及实验的最终目的为:①观察分析铸造方案的充型流态是否正常;②分析铸造方案中的吸气和缩孔状况是否严重;③找到最佳模拟效果,选取合适的铸造工艺参数。
1 变速箱壳体铸造工艺参数设置
首先通过三维软件设计铸造件的数值模型,其模型包括:①汽车变速箱壳体模型;②压铸用熔杯模型;③主流道与分流道模型;④铸造冒口模型;⑤排气槽模型等。再将铸造件的数值模型导入模具设计软件中,生成模具的模腔,设计冷却水水道,分模并形成定模和动模。图1为铸件在模具中的安放位置,图2为铸件的冷却水道设置。
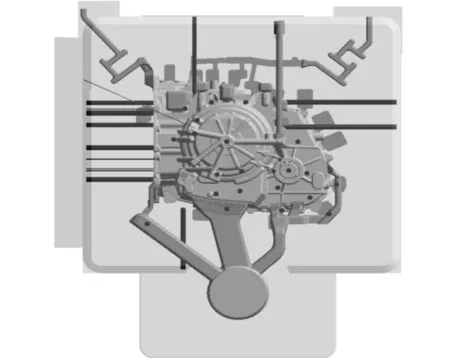
图1 铸件在模具中的位置Fig.1 Position of the casting in mold
变速箱壳体零件的压铸分析需经过仿真模拟和产品试验两个环节,仿真模拟和产品试验均可按照相同的工艺参数进行。经过多次试验和改进,本零件的压铸工艺参数设置如表1所示。
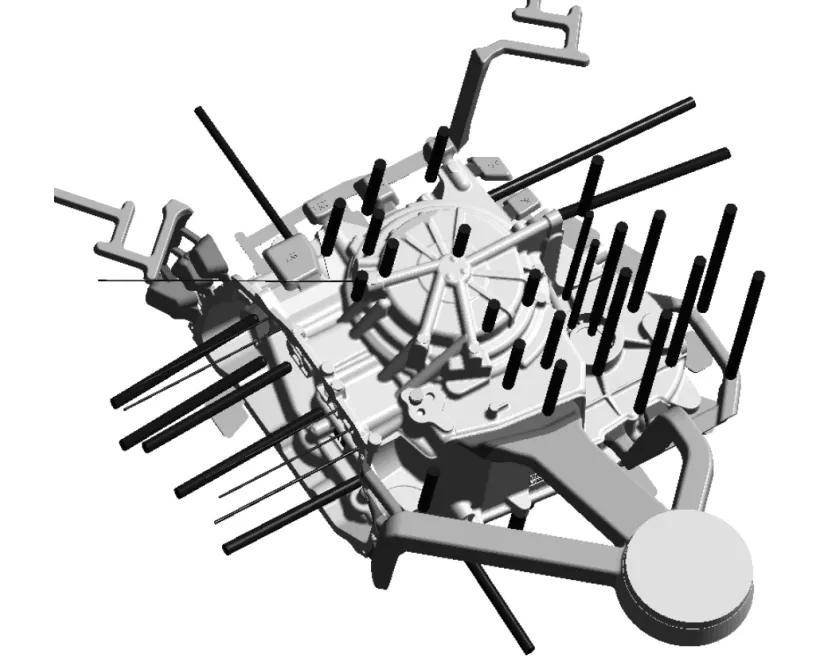
图2 铸件冷却水道设置Fig.2 Casting channel setting

表1 工艺参数设置
2 变速箱壳体模拟充型效果
为了使铸件充型精确并尽可能减少空气卷入,铸造时需各流道充填速率基本一致,充填速率的测试可通过软件中的流速测试模块得到。图3为铸造时主流道与各分流道的充型速度图,其中主流道流速为52-57 m/s,各分流道流速为42-59 m/s,各部位充型速率基本一致,可以保证铸件充填的准确性。
图4为模拟充填完成后的充型效果图。从效果图中可以发现铸件充型完整,整体流速均匀,未发现有流速异常及铸造死角的部位。
3 填充缺陷预测与质量状况分析
采用铸造方法制造的零件普遍存在铸造缺陷多,潜在缺陷不易察觉等现象。总体来说,铸造缺陷主要有填充缺陷和凝固缺陷两类[10]。铸件的填充缺陷主要有:①局部温度过低,易出现气孔;②最后充填部位易形成裹气;③产品尾端或拐角处,易侵入气体等。

图3 模拟充型速度Fig.3 Filling simulation velocity

图4 模拟充型效果Fig.4 Filling simulation outcome
图5红色标记处为模拟充填中的局部温度较低的位置,此处铝液温度约为625 ℃,比周围铝液温度要低,同时此处在铸造完成后需进行二次加工,容易出现铸造缺陷。图6为壳体加工后相同位置的对比图,经实物检验后发现此处材料并未出现铸造缺陷问题,其原因是局部降温并不明显,未影响到加工区域。
铝液充填温度为650 ℃左右,在进入铸造流道后逐渐开始降温,因此铸件充填的最后位置往往是铝液温度最低的位置。铝液温度过低易出现冷隔、气孔等现象。本铝合金液相线为578 ℃,图7红色标记处为铸件充填的最后位置,铝液温度为595 ℃,比周围铝液温度要低,而且接近液相线,此处易出现铸造缺陷。图8为壳体加工后相同位置的对比图,经钻孔后并未发现明显缺陷,分析原因为铸件表面温度略低,内部温度合适,将表层不良组织切削后,内孔并未出现问题。
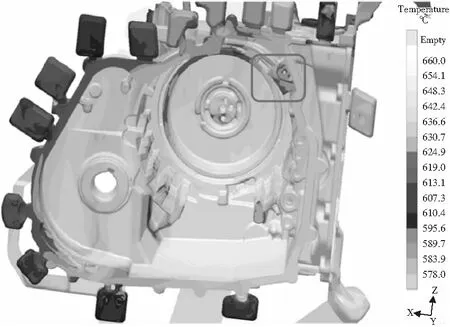
图5 填充温度较敏感处Fig.5 Filling temperature of product
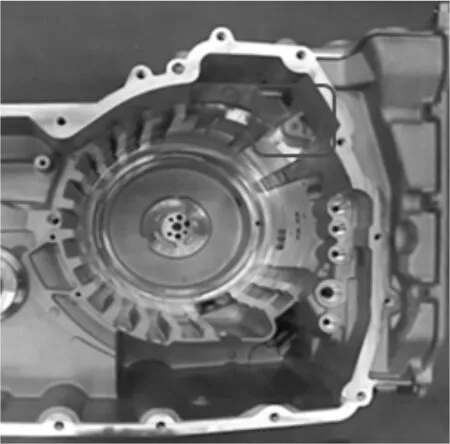
图6 壳体加工后对照图Fig.6 Physical contrast
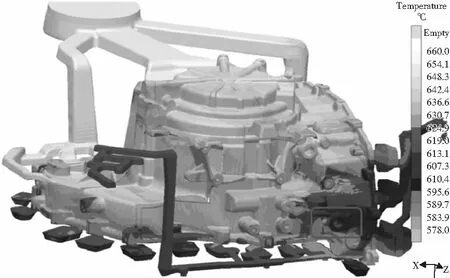
图7 填充温度较敏感处Fig.7 Filling temperature of product
铸件的另一种常见的缺陷是气体侵入,气体侵入主要是由于流体的剧烈搅动以及空气的排出不畅等原因造成,故这类缺陷常常出现在铸件的尾端或拐角处。图9中三处位置为气体侵入较严重的区域,这三个区域空气卷入指数分别达到了10.13%、8.44%和11.82%,此处最常见的铸造缺陷是形成皮下气孔。图10为零件相同位置的外形对比图,由于这三个区域不是加工的重点部位,经外观检查并无缺陷,满足零件要求。

图8 壳体加工后对照图Fig.8 Physical contrast
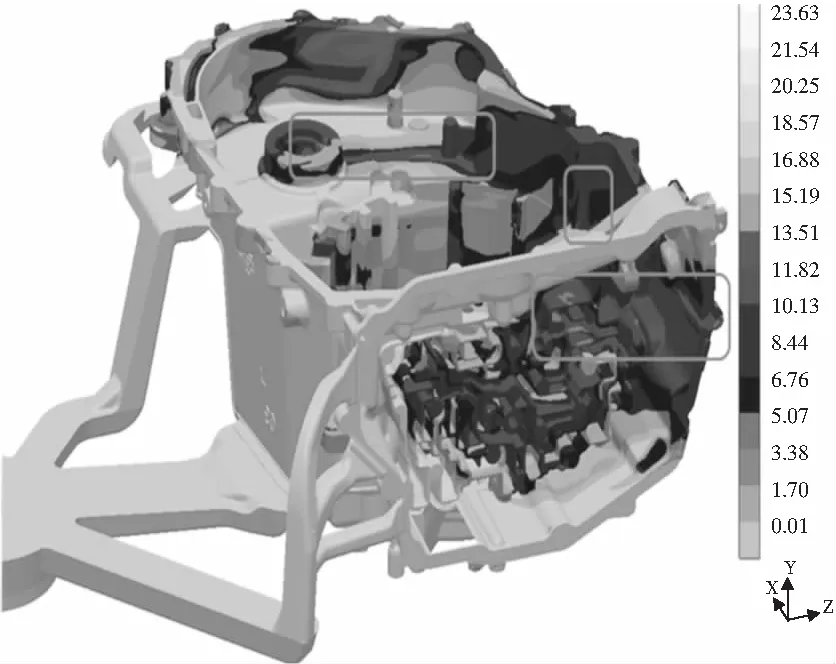
图9 气体侵入敏感处Fig.9 Air entrainment rate
图11中为另两处气体侵入较严重的区域,一个区域为零件拐角较大的位置,另一个区域处于充型的最末端,同时此处还是充型温度较低的位置。这两个区域空气卷入指数分别达到了11.82%和13.51%,尤其是后一个区域空气卷入明显。图12为壳体零件相同位置的外形对比图,经实物加工后未发现内孔缺陷,其原因同样是加工切除了表面不良组织。
4 凝固缺陷预测与质量状况分析
铸件在凝固过程中也容易出现一些缺陷,主要有:①局部材料受热时间过长,易造成材料组织粗大;②材料降温速度不一致,冷却较慢的部位易出现缩孔或缩松;③铸件中材料较多的部位易出现热节,造成内部孔洞或应力集中。图13中为材料受热时间过长造成材料老化的部位。图14为相同位置的对比图,经加工后发现其老化程度在可加工范围内。图15、16为另两处材料老化区域,因不在重点加工部位可忽略。

图10 壳体外形对照图Fig.10 Physical contrast

图11 气体侵入敏感处Fig.11 Air entrainment rate

图12 壳体外形对照图Fig.12 Physical contrast
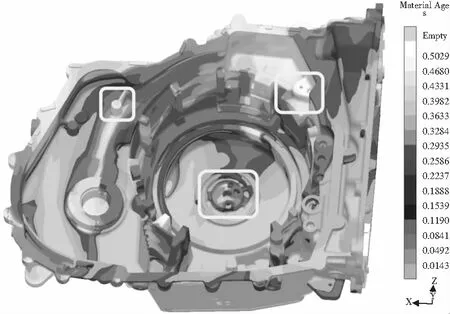
图13 材料老化区域一Fig.13 Material age 1

图14 外形对照图Fig.14 Physical contrast

图15 材料老化区域二Fig.15 Material age 2
铸造材料在凝固时由于降温速度不一致,在局部形成液相孤岛易出现缩孔。图17为模拟出的四个缩孔偏大的区域。分析发现位置1至位置4缩孔量分别为77.327、93.008、97.817和76.771,经实物测试缩孔量在技术要求控制范围内,相关数值见图18所示。
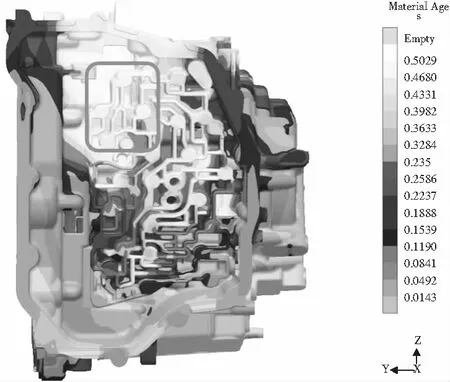
图16 材料老化区域三Fig.16 Material age 3

图17 材料缩孔Fig.17 Material shrinkage cavity

图18 缩孔量数值Fig.18 Shrinkage cavity numerical
热节也是造成铸件形成缺陷的重要原因,铸件中热节均为压铸过程中温度较高的区域,在箱壳零件中这样的热节非常多,其中较严重的热节有两个。图19为箱壳零件中所有热节的具体位置。图20为铸件中较大的两个热节的数值22.534 s和19.838 s,这两处较易形成缩孔。在实际生产中通过加大冷却水循环速度,进行实时控制等方法促使材料同步凝固,将温度控制在技术要求范围内。

图19 热节Fig.19 Hot spot

图20 热节数值Fig.20 Hot spot numerical
5 结论
铸造软件模拟共经过15次循环模拟实验,同时经过多次实物对比分析,排除了多项变速箱壳零件可能的铸造缺陷点,同时进行了一项控制热节的工艺改进。实验对铸件中可能出现的气孔、缩孔和热节有了定量及定性的分析,对改进铸造工艺参数提供了可靠的数据。将软件中模拟的工艺参数复制到压铸机上,通过调整得到理想的控制参数,改进铸件压铸的质量。通过软件的模拟还可了解到整个压铸过程的温度动态变化,为温度的实时控制提供可能。
猜你喜欢
大连交通大学学报(2021年2期)2021-05-21 01:52:30
大型铸锻件(2021年3期)2021-04-30 05:13:12
内燃机与配件(2020年2期)2020-09-10 14:53:53
内燃机与配件(2020年4期)2020-09-10 07:22:44
山东工业技术(2019年18期)2019-07-19 06:03:19
中国铸造装备与技术(2019年2期)2019-04-01 07:55:24
中国科技博览(2018年16期)2018-06-13 10:29:04
资源再生(2016年10期)2016-11-16 03:29:12
材料科学与工程学报(2016年5期)2016-02-27 07:11:21
重庆理工大学学报(自然科学)(2015年1期)2015-12-07 02:52:00
