派瑞林生产过程中三甲胺尾气的资源化利用
2020-01-06 03:31史风华王文文
中国资源综合利用 2019年12期
史风华 ,王文文
(1.江苏南大华兴环保科技股份公司;2.南京大学盐城环保技术与工程研究院,江苏 盐城 224000)
化工厂生产派瑞林期间,合成釜、环合釜和蒸馏除盐釜等装置均有三甲胺尾气产生,其中合成工序采用99.5%的对甲基氯苄与过量的30%三甲胺水溶液为原料,合成中间体4-甲基苄基三甲基氯化铵。该类废气具有成分单一、风量小、浓度高等特点。三甲胺常温下为无色气体,具有鱼腥味恶臭,溶于水、乙醇等,易燃,有毒,沸点为3~4℃。因其沸点较低,使用过程中挥发量大;嗅阈值低,恶臭严重,影响厂区周边环境空气质量并扰民。
1 三甲胺尾气治理现状
目前,三甲胺尾气治理主要有破坏技术和回收技术。其中,破坏技术主要包括活性炭吸附法、低温等离子法、催化氧化法、生物法和焚烧法等;回收技术则有冷凝法、吸收法、吸附-脱附法等[1-4]。
在应用过程中,普通活性炭吸附会有固废产生,造成二次污染;低温等离子体和光催化氧化对于高浓三甲胺废气去除效率低,同时有O3和NOx等二次污染物产生;催化燃烧和焚烧法虽然去除效率极高,但投资成本大,同时也存在NOx二次污染物,需要考虑脱硝,并增加运行成本;而生物法则不适宜处理高浓度废气,稀释处理势必增加投资运行费用。由于三甲胺沸点很低,冷凝和吸附效率有限,无法实现达标排放,因此实际生产中通常采用吸收法处理高浓度的三甲胺废气。
在吸收法治理高浓三甲胺废气的过程中,常使用水、稀硫酸作为吸收剂。使用水作为吸收剂,得到的三甲胺水溶液浓度一般低于20%,需要提浓至30%才能回用至生产,但此过程不仅能耗大,而且去除率低,尾气超标现象严重;使用稀硫酸作为吸收剂,虽然去除效率得到提高,尾气超标问题得到解决,但得到的三甲胺盐酸盐溶液需要蒸发析盐,能耗大,且副产三甲胺硫酸盐去向或处理困难。
2 试验
本试验提出一种三甲胺尾气的资源化利用新方法。利用该化工厂现有三甲胺尾气治理系统——三级降膜吸收装置,采用工业级对甲基氯苄作为吸收剂,得到对甲基氯苄和4-甲基苄基三甲基氯化铵混合物。
2.1 反应原理

去除(回收)率计算公式为:

式中,η为废气净化系统去除(回收)率,%;Cin为废气净化系统进口三甲胺浓度,mg/m3;Qin为废气净化系统进口尾气流量,m3/h;Cout为废气净化系统出口三甲胺浓度,mg/m3;Qout为废气净化系统出口尾气流量,m3/h。
2.2 试验过程
试验过程如图1所示,将派瑞林车间内的合成釜、环合釜、蒸馏除盐釜产生的高浓三甲胺尾气输送至车间外的三级降膜吸收装置进气口,其中尾气风量为300 m3/h,质量浓度为1 000~2 000 mg/m3,单套降膜吸收器停留时间为5 s,接触面积为30 m2、液气比为4 L/m3。其间采用工业级质量浓度为99.5%的对甲基氯苄作为吸收剂。在降膜吸收器中,尾气中的三甲胺首先溶于对甲基氯苄中,然后与其反应生成4-甲基苄基三甲基氯化铵,反应原理如式(1)所示;三甲胺尾气经三级降膜吸收的洁净气,经排气筒高空排放,工艺流程如图1所示;采用霍普斯PGCM-5500G型挥发性有机物在线监测系统对排放尾气进行实时浓度检测,三甲胺尾气去除(回收)率计算如式(2)所示,去除效果如图2所示。最后将三甲胺尾气处理得到的对甲基氯苄和4-甲基苄基三甲基氯化铵混合物作为派瑞林合成工序的部分原料。
2.3 结果分析
由图2可知,经过连续72 h的试验,笔者发现,三甲胺转化率随着反应时间的延长而缓慢下降,且与时间关系曲线有波动,三甲胺的转化率下降,其主要原因是吸收液中对甲基氯苄的含量逐渐减少,反应速率相对下降;转化率发生波动,其主要原因是生产过程属于间歇操作,尾气中三甲胺浓度等工况出现变化因素。但是,采用对工业甲基氯苄作为吸收剂对高浓三甲胺尾气进行吸收,总体表现出极高的去除(回收)效率。
在线监测仪数据显示,72 h内排气筒检测口处的非甲烷总烃浓度为4.92~20.18 mg/m3,排放速率为(1.5~6.1)×10-3kg/h,远低于《恶臭污染物排放标准》(GB 14554—1993)中的三甲胺排放标准,去除率高,达到98~99.5%;吸收产物作为部分合成工序原料,产品质量未受影响,合成工序时间也有所缩短,生产效率得到提高。
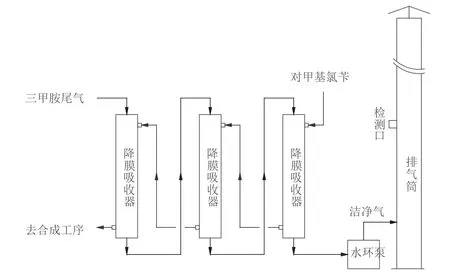
图1 三级降膜吸收处理高浓三甲胺尾气流程
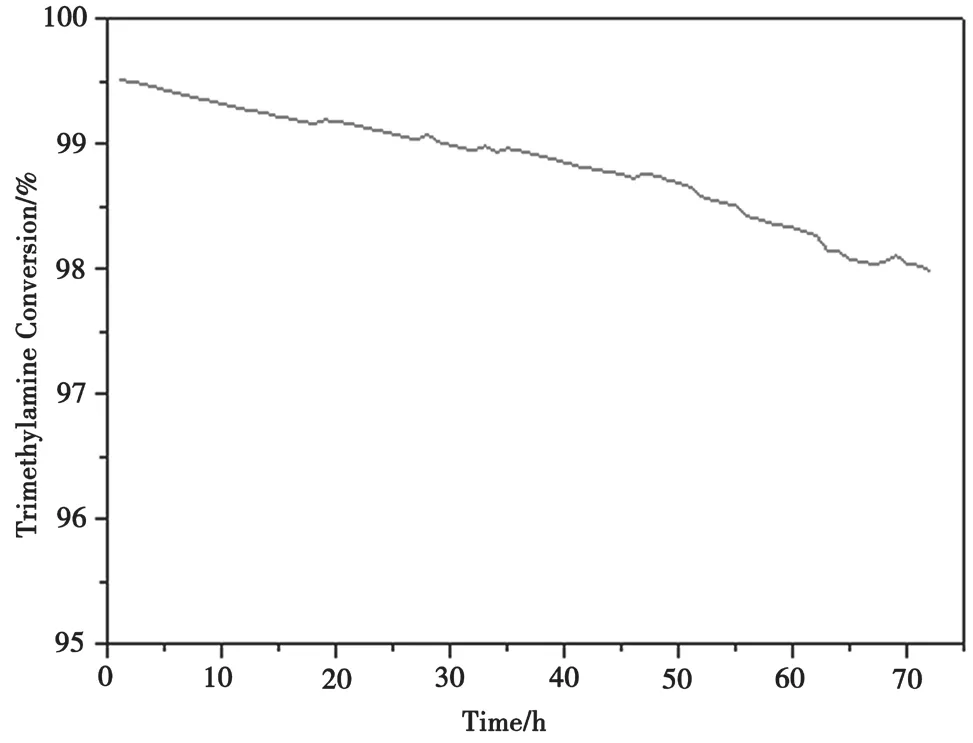
图2 三甲胺转化率与时间的关系
本试验能保持如此高的去除效率,效果良好,得益于以下原因。一是对甲基氯苄具有较高的沸点(200℃),饱和蒸气压低,溶于其中的三甲胺不易挥发逃逸,同时,三甲胺能够与对甲基氯苄发生化学反应,且对甲基氯苄相对三甲胺是极度过量的,有利于反应且反应迅速。二是在降膜吸收器中尾气与吸收剂流向相同,即并流吸收,停留时间更久,延长了吸收和反应时间,进而提高了吸收效果和去除效率。三是将对甲基氯苄纯品作为第三级吸收器的吸收剂,将第三级的吸收液作为第二级吸收器的吸收剂,并将第二级的吸收液作为第一级吸收器的吸收剂,梯级向前,提高了4-甲基苄基三甲基氯化铵在吸收液中的浓度;此外,整个吸收和反应过程与合成工序的反应机理相同,故可将尾气吸收产物作为合成工序的部分原料及产品,从而实现三甲胺尾气的资源化利用。
3 结论
针对派瑞林生产过程中产生的三甲胺尾气,采用生产原料对甲基氯苄作为吸收剂,具有较高的去除效率,尾气能够连续稳定达标排放,又能将吸收液作为合成工序的原料,实现了三甲胺尾气的资源化利用。较现行治理技术,整个过程无二次污染,不需要蒸馏提浓,动力能耗和三甲胺损耗大幅下降,经济效益可观,值得推广借鉴。
猜你喜欢
热力发电(2022年5期)2022-06-09
节能与环保(2022年3期)2022-04-26
能源化工(2021年2期)2021-12-30
能源化工(2021年1期)2021-12-28
能源工程(2021年5期)2021-11-20
中外文摘(2021年21期)2021-11-11
中西医结合心脑血管病杂志(2021年4期)2021-01-03
阅读(科学探秘)(2020年5期)2020-08-11
当代化工(2019年2期)2019-12-10
电子制作(2018年9期)2018-08-04