
Nb微合金化在八钢生产HRB400E的应用
2020-01-04 02:47冯跃平王建新
新疆钢铁 2019年3期
冯跃平,王建新
(新疆八一钢铁股份有限公司制造管理部)
1 前言
目前,我国的热轧带肋钢筋中,HRB400E钢筋是主要的建筑用钢筋,占比在70%以上。在《钢筋混凝土用钢第二部分:热轧带肋钢筋》(GB1499.2-2018)中规定,生产HRB400E钢筋可采用V、Nb、Ti等元素。铌是强碳氮化物形成元素,在钢中通常以Nb(CN)形式存在。铌在钢中的作用包括三个方面:细化晶粒;沉淀强化;固定钢中自由氮,消除氮对钢的韧性和时效的影响。高温析出的Nb(CN)阻抑原始奥氏体晶粒长大,在轧制过程中阻碍变形奥氏体的再结晶,从而起到细化晶粒作用。在相变时或相变后析出的Nb(CN)对铁素体有强烈的沉淀强化作用[1]。
以V-N合金生产的HRB400E钢筋,性能比较稳定。但V-N合金的价格资源紧张,价格大幅上涨,致使HRB400E钢筋的合金成本急剧上升。在Nb价格相对稳定和波动不大的情况下,以Nb生产HRB400E钢筋成本相对较低。通过调整成分设计,优化轧制的控制参数,八钢棒线产线生产了符合国标要求的HRB400E钢筋,避免了钢筋屈服点不明显、屈服容易偏低的现象。降低了生产成本,提高了产品效益。
2 Nb钢的成分设计和工艺路线
2.1 成分设计及性能要求
查询资料表明,大多数生产厂使用Nb合金生产热轧带肋钢筋,Nb含量为0.025%~0.045%。结合八钢的实际情况,在八钢第一炼钢厂40t转炉进行了Nb合金试验,Nb含量为0.026%~0.034%,设计成分按表1化学成分进行控制。

表1 HRB化学成分及钢筋力学性能

Rm,MPa Rel,MPa Agt % Rm。/Rel。 Rel。/Rel≥540 ≥400 ≥9 ≥1.25 ≤1.30
钢筋的正常组织应主要是铁素体加珠光体,允许少量贝氏体。
2.2 工艺路线
40t转炉→方坯连铸→棒线轧机→检验→标识→入库。钢坯尺寸为150mm×150mm,长度11800mm。
棒线轧机技术要求:开轧温度1030~1070℃;上冷床温度980~1010℃;冷却方式采用空冷。轧制规格为φ12mm~φ25mm热轧带肋钢筋。
3 降低Nb含量的生产试验
3.1 第一次试验
3.1.1 冶炼
试验1炉,钢坯化学成分见表2,Nb含量达到上限。

表2 第一次试验钢坯化学成分 %
3.1.2 轧制及产品性能
将3-267炉组两批在一棒、二棒各试轧6支。一棒轧制规格Φ25mm:开轧温度1060℃,上床温度1001℃,轧机速度13m/s;二棒轧制规格Φ12mm×4:开轧温度1038~1040℃,上床温度1000~1010℃,成品速度13m/s。
力学性能见表3,屈服强度在检测时,无屈服平台,表现为屈服强度不显现。

表3 第一次试验钢筋的性能
取轧材样进行金相分析,结果见表4。
试验结果分析:钢材无屈服强度的原因是轧材组织存在大量贝氏体。贝氏体含量超过10%时,钢筋很容易出现屈服点不明显现象[2]。铌元素虽然具有显著的强化效果,但它同时又是增加淬透性的元素,促进贝氏体等异常组织的产生,如果加入过多,一旦形成贝氏体组织,就会出现屈服不显现的情况。通过进一步试验,降低Nb合金加入量,减少轧后成品材中贝氏体量,使屈服点显现。

表4 第一次试验钢筋金相分析
3.2 第二次试验
3.2.1 成分调整
继续在40t转炉进行添加铌铁合金试验,减少钢中铌含量。Nb含量0.015%~0.023%。铌铁合金在转炉出钢过程中加入,吹氩时间必须≥4min。
冶炼:冶炼试验1炉,炉号2-342,化学成分见表5。

表5 第二次试验化学成分 %
3.2.2 轧制及产品性能
在一、二棒各试轧6支。一棒轧制规格Φ18mm×2:开轧温度1065℃,上床温度985~1000℃,轧机速度 11.5m/s。
二棒轧制规格Φ12mm×4:开轧温度1020~1050℃,上床温度980~1010℃,成品速度13m/s。
成品力学性能见表6,一棒轧制无屈服强度,二棒轧制力学性能满足要求。
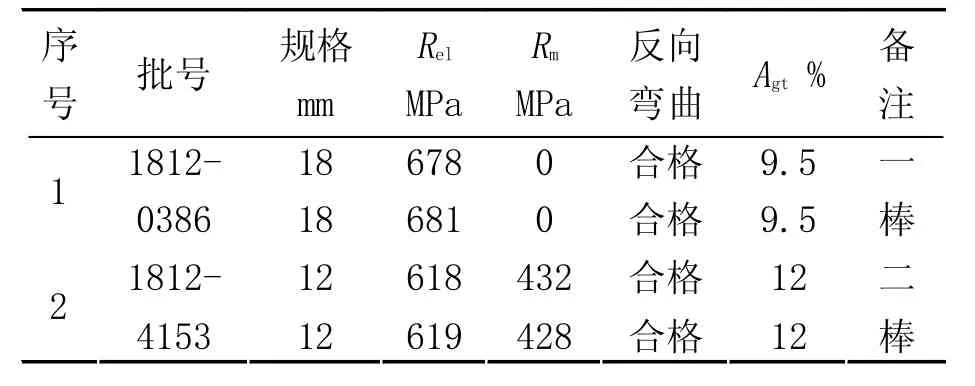
表6 第二次试验钢筋的性能

表7 第二次试验钢筋金相分析
取轧材样进行金相分析,结果见表7。
试验结果分析可知:钢材力学性能检测屈服强度不显现的原因是轧材组织存在大量贝氏体,力学性能满足要求的钢材组织中出现少量的贝氏体。1812-0386试Rm达到681MPa及无屈服强度情况来看,Nb含量还可以下调。
3.3 第三次试验
3.3.1 成分设计
继续减少钢中铌含量,Nb含量范围0.012%~0.018%,其它成分不变。其它试验条件与第二次试验工艺相同。冶炼试验3炉,化学成分见表8。

表8 第三次试验钢坯化学成分
3.3.2 轧制及产品性能
二棒轧制规格Φ14mm开轧温度1035~1050℃,上床温度1005~1015℃,轧机速度13m/s。在一棒试轧6支。一棒轧制规格Φ22mm开轧温度1064~1074℃,上床温度991~1000℃,轧机速度13.9 m/s。力学性能满足要求,见表9。取轧材样进行金相分析,结果见表10。

表9 第三次试验钢筋的性能

表10 第三次试验钢筋金相分析
从试验钢筋的性能与金相分析可以看出:钢中出现少量的贝氏体组织可以提高钢的强度,如果贝氏体组织过多,拉伸检验时就会出现无屈服点现象。调整Nb含量后,力学性能满足要求,屈服明显。
4 大批量生产实绩
根据三次试验的结果,确定了工艺控制参数及合金Nb的加入量,进行了扩大批量的生产试验。冶炼的化学成分实绩见表11,钢筋性能及金相组织见表 12、表 13。

表11 批量生产冶炼成分实绩 %
在一棒机组和二棒机组轧制规格Φ12~Φ25mm,共91批,力学性能检测结果见表12。

表12 批量生产钢筋性能

表13 批量生产钢筋金相抽查结果

从扩大试验的检测结果显示,生产的钢筋性能均能满足GB1499.2-2018要求的HRB400E要求,组织正常,说明试验的成分控制和轧制工艺稳定,可以进行批量生产。
4 结束语
(1)采用最终确定的化学成分和轧制工艺,采用Nb微合金化批量生产了HRB400E钢筋(Φ12、Φ14、Φ16、Φ20、Φ22、Φ25mm)等 6 种规格的钢筋累计15.23万t,检测后的力学性能均符合GB1499.2-2018标准要求。
(2)通过该工艺生产的HRB400E钢筋,试验钢在铌微合金化工艺的基础上,减少铌铁合金加入量。按试验期合金价格计算,吨钢降低成本25元以上。
(3)在生产HRB400E钢筋过程中,合适的Nb含量以及轧后冷却,可以避免成品组织中出现一定量的贝氏体,在拉伸试验时屈服平台明显。
猜你喜欢
钢管(2022年4期)2023-01-05
山东冶金(2022年2期)2022-08-08
红岩春秋(2022年1期)2022-04-12
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
热处理技术与装备(2019年3期)2019-12-22
热处理技术与装备(2019年1期)2019-03-14
意林(绘英语)(2018年2期)2018-11-29
重型机械(2017年3期)2017-07-19
小天使·二年级语数英综合(2015年11期)2015-11-11
