
不同结构的条缝喷嘴对冲击射流换热的影响
2019-12-30 05:23
制冷学报 2019年6期
(上海海洋大学食品学院 上海水产品加工及贮藏工程技术研究中心 上海冷链装备性能与节能评价专业技术服务平台 上海 201306)
随着新型商务模式“新零售”不断深入人心,人们对冷链物流技术的要求越来越高,如何在生产、运输、储藏和销售等各个环节保持良好的食品品质,成为许多企业关注的焦点。食品速冻技术通过低温环境使食品在最短时间内通过-5~-1 ℃的最大冰晶生成带,食品中心温度迅速降至-18 ℃以下[1],维持食品品质,降低食品损耗,具有保持食品健康、方便、卫生等优点[2],因此速冻设备被广泛的开发和利用。
冲击式速冻技术利用高速射流冲击冻品表面,加快了冻品与低温环境的传热速率,减少了冻结时间,是目前较为领先的速冻技术[3-4]。S. Sundsten等[5]在相同条件下利用3种不同的速冻技术,对重量均为80 g、厚度均为10 mm的汉堡包分别进行速冻实验,发现螺旋速冻技术需要1 320 s才能使汉堡包的温度从4 ℃降至-18 ℃,液氮速冻技术也需要330 s才能使汉堡包达到冻结要求,但冲击式速冻技术仅需要160 s即可使汉堡包达到冻结要求。S. Sundsten等[5]也对不同速冻技术冻结完的汉堡包进行了失重率的测定,发现利用冲击式速冻技术冻结后的汉堡包失重率仅为0.4%,是其他速冻技术的三分之一。提高速冻机出口风速和降低出风温度是优化冲击式速冻技术的两大思路[6],考虑到能耗问题,多数学者把研究焦点对准出口风速,通过改变设备结构来提高风速、Nu和流场均匀度[7]。王金锋等[8-10]对比了V型条缝喷嘴和平直条缝孔板对速冻机出风情况的影响,研究发现V型条缝喷嘴的出口流场更加均匀,平均Nu更高,横流方向上风速较小,钢带上冻品换热情况更好且不易被吹飞。因此,V型条缝喷嘴在一定程度上优于平直条缝孔板,但V型条缝喷嘴不同的结构参数对射流换热的影响不明确。
本文研究了3种不同结构的V型条缝喷嘴对冲击式速冻设备换热的影响,对比了在相同工况下不同结构喷嘴的出风速度和流场均匀性,并分析产生这种差异的原因,进而优化喷嘴结构,减少速冻时间,提高速冻效率。
1 数值模拟
1.1 物理模型
冲击式速冻设备由设备顶部的离心风机将冷空气吹进静压箱,被压入的冷空气在静压箱内蓄积。如图1所示,静压箱内的冷空气通过位于钢带上方的V型条缝喷嘴形成冲击射流,冲击钢带表面进行对流换热,换热后的冷空气在风压作用下,从钢带两边出风口排出并进入蒸发器降温。
实验中改变喷嘴延伸段长度K以及喷嘴渐缩段与延伸段之间的夹角α,研究了3种不同结构的V型条缝型喷嘴(见图2)对冲击射流的影响,对比了不同喷嘴出口风速、流场均匀度和钢带表面平均Nu的大小。为减少数值模拟计算时间,计算时选取了冲击式速冻设备模型的1/12,各个截面作对称边界处理。
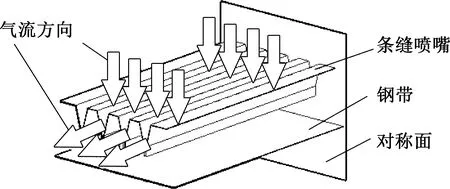
图1 冲击式速冻设备内空气流动
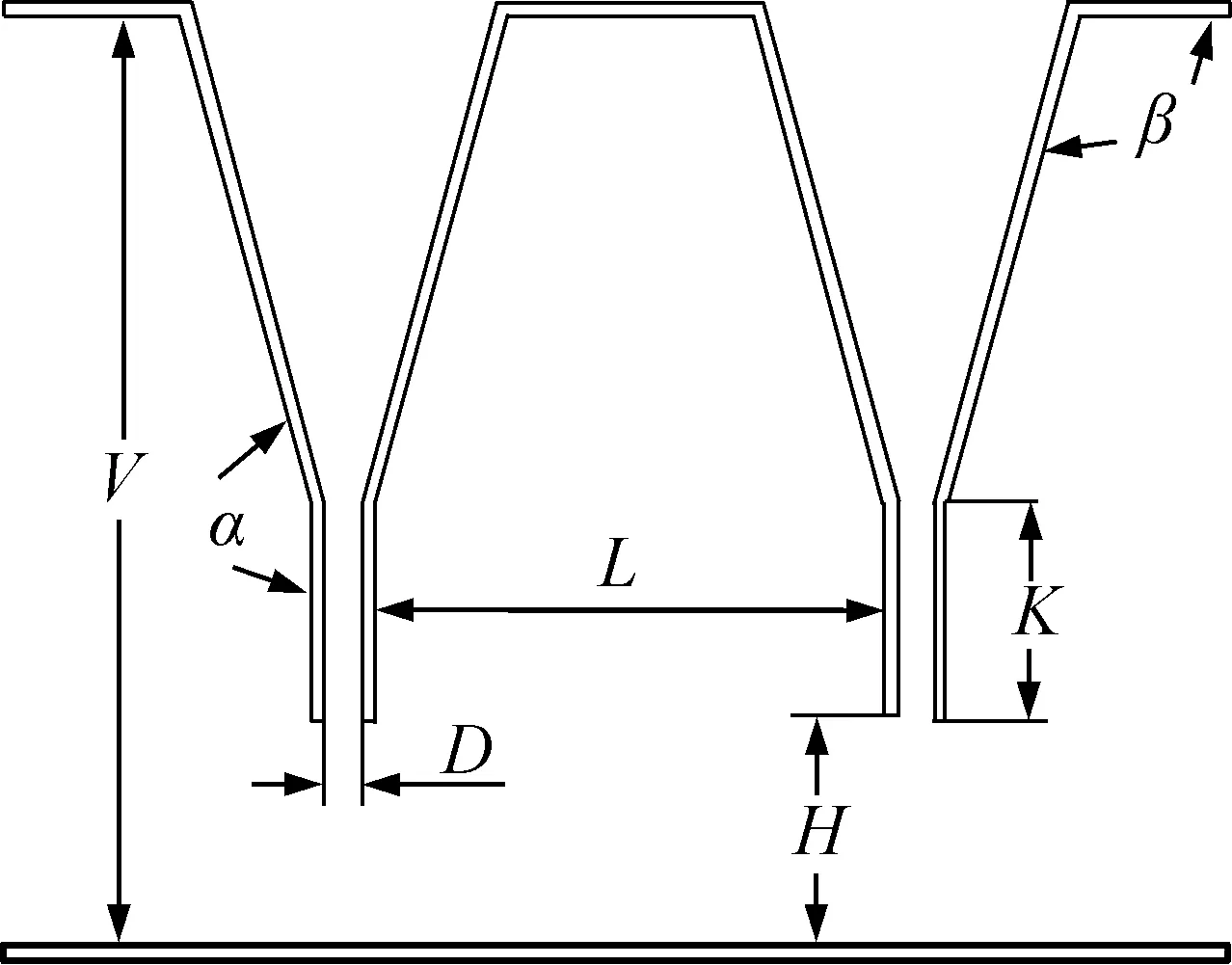
图2 V型条缝喷嘴结构
V型条缝喷嘴的结构:喷嘴距钢带最大距离为V、喷嘴渐缩段与延伸段之间的夹角为α、喷嘴的条缝宽度为D、两喷嘴间距为L、喷嘴出口到钢带距离为H、喷嘴延伸段长度为K,喷嘴与平板的夹角为β。3种V型条缝喷嘴的结构参数如表1所示。

表1 V型条缝喷嘴结构参数
1.2 数值模拟各项条件的设定
此次研究的数值模拟利用ICEM CFD软件对目标模型的各个面进行定义,如图3(a)所示,将进风口定义为“in”,将钢带定义为“gd”,将出风口定义为“out”,其余各个对称面定义为“对称面1、对称面2、对称面3”,然后利用该软件对目标模型进行网格划分,如图3(b)所示。由于3种喷嘴结构不同,因此软件对各模型细节处的网格划分也略有不同,本次实验的3种喷嘴局部网格划分如图4所示。
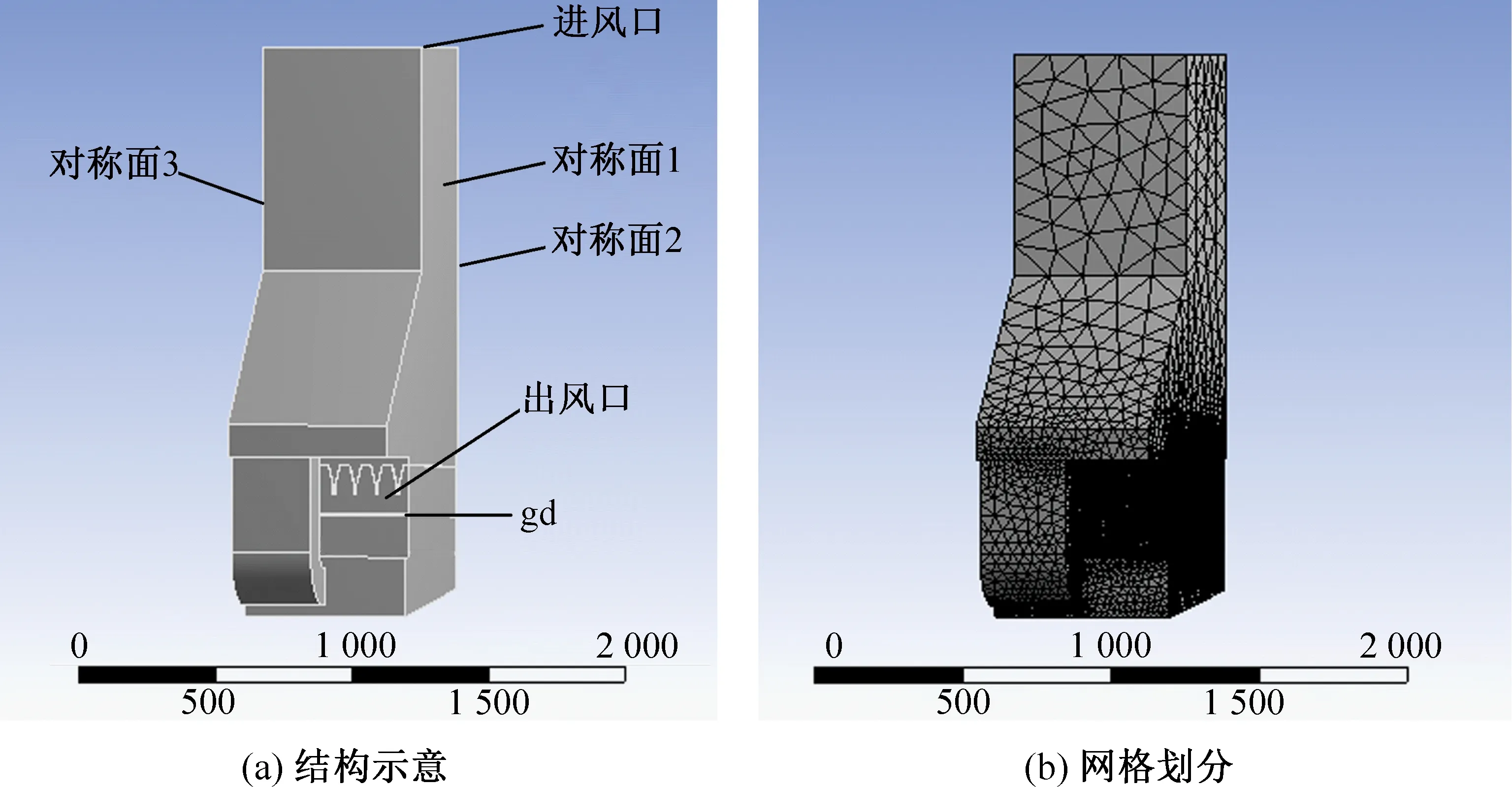
图3 目标模型的网格划分(单位:m)
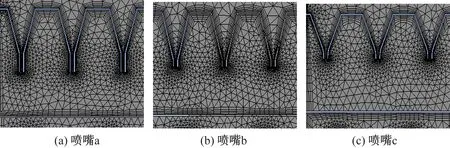
图4 3种喷嘴局部网格划分
利用Fluent软件对已经划分好网格的模型进行数值模拟,在模型中流动的介质为空气,为简化计算,假设空气为不可压缩的黏性流体且设备内部壁面为绝热壁面[11-12],不与外界环境进行热交换。模拟时:1)采用连续性方程、Navier-Stokes方程(即动量守恒方程)以及能量守恒方程共同求解[13];2)采用进口压力pin作为入口边界条件,提高模拟准确性,由于实验设备受实际工作情况的限制,为了能进行更好的实验验证,将进口压力pin设定为170 Pa和190 Pa;3)采用出口压力pout作为出口边界条件,加快收敛速度,减少模拟计算时间;4)采用k-ε湍流模型和SIMPLE算法进行计算。
3种不同结构的条缝喷嘴的模拟边界条件: 出口压力pout=0 Pa;进口温度Tin=228 K;出口温度Tout=233 K;钢带表面温度Tgd=223 K;喷嘴a和喷嘴b进口压力pin均取170 Pa和190 Pa,喷嘴c进口压力取190 Pa。
2 实验验证
2.1 实验设备
在企业研制的长×宽×高为4 000 mm×1 500 mm×3 000 mm板带式高效鼓风速冻装置中,对上述3种不同结构的条缝喷嘴以及对应的边界条件分别进行实验,以验证数值模拟的准确性。1)根据3种条缝喷嘴的结构参数定制可以安装在冲击式速冻设备上的喷嘴钢板;2)给设备分别安装两种不同型号的风机,以提供不同的进口压力,保持和数值模拟边界条件一致。3)利用TESTO-510型空气差压仪测量设备进口压力、利用KANOMAX6243型多点风速仪测量喷嘴的出口风速。
2.2 实验步骤
1)在冲击式速冻设备上安装进口压力为170 Pa的风机A,将定制的条缝喷嘴a钢板安装速冻设备内;检查静压箱的密闭性,以保证实验的准确性。
2)由于喷嘴钢板宽1 500 mm,根据对称性,将测试点布置在距离设备出风口450 mm处的喷嘴出口位置;由于总长3 000 mm的喷嘴钢板由3块1 000 mm相同的喷嘴钢板组成,因此对每一块喷嘴钢板的中心出口风速都进行了上述的布点测试。
3)利用风速仪支架将3组0965-00/01型风速探头固定在上述测试点的位置;运行速冻设备,通过探头连接的KANOMAX6243型多点风速仪每10 s记录一次数据,记录10次后取平均值得到450 mm处的3个测试点风速,再将3个测试点的风速取平均值得到450 mm处的风速。
4)测试完毕后,更换另一个结构尺寸的喷嘴钢板,以及更换进口压力为190 Pa的风机B,重复步骤1)~3)。
5)将测试结果与模拟结果进行对比,计算相对误差,验证模拟的准确性。
3 结果与讨论
3.1 数值模拟的准确性
表2所示为数值模拟计算得出的风速和实验测得的风速以及两者相对误差。数值模拟的平均风速是利用Tecplot软件,在模型上对中心条缝喷嘴取30个点,并对这30个点的出口风速取平均值得到。通过对比可知,在不同进口压力条件下,各点风速的测试值和模拟平均值的相对误差均在0~10%的范围内,模拟误差较小[14]。证明此次数值模拟模型和方法的准确性。

图6 两种进口压力条件下V型条缝喷嘴出口风速
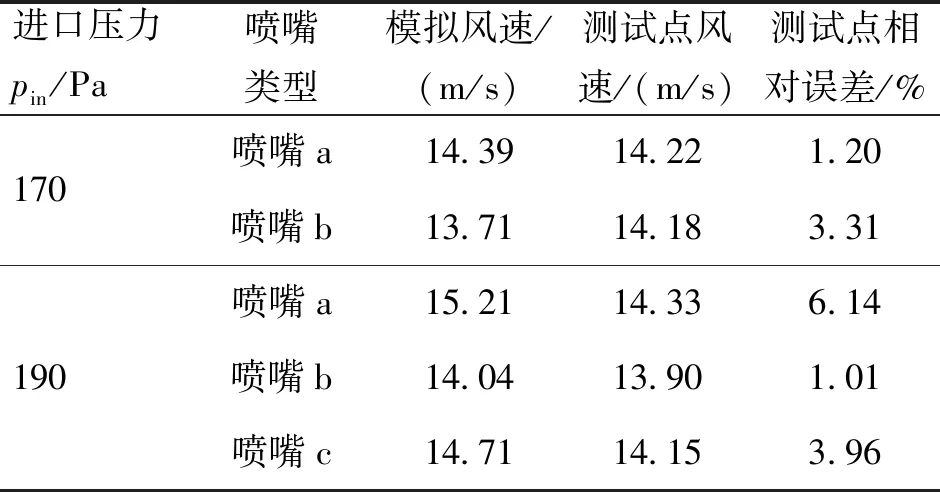
表2 不同喷嘴出口风速的相对误差
3.2 K对冲击射流换热的影响
在数值模拟模型和方法正确的基础上,对模拟结果进行进一步的分析。由表1可知,条缝喷嘴a与条缝喷嘴b在结构上只有喷嘴延伸段长度K一处不同,条缝喷嘴a的喷嘴延伸段长度Ka=300 mm,条缝喷嘴b的喷嘴延伸段长度Kb=100 mm,板间距与喷嘴直径比(H/d)保持相同,即H/d=14,定义喷嘴出口到设备出口距离为x,如图5所示。
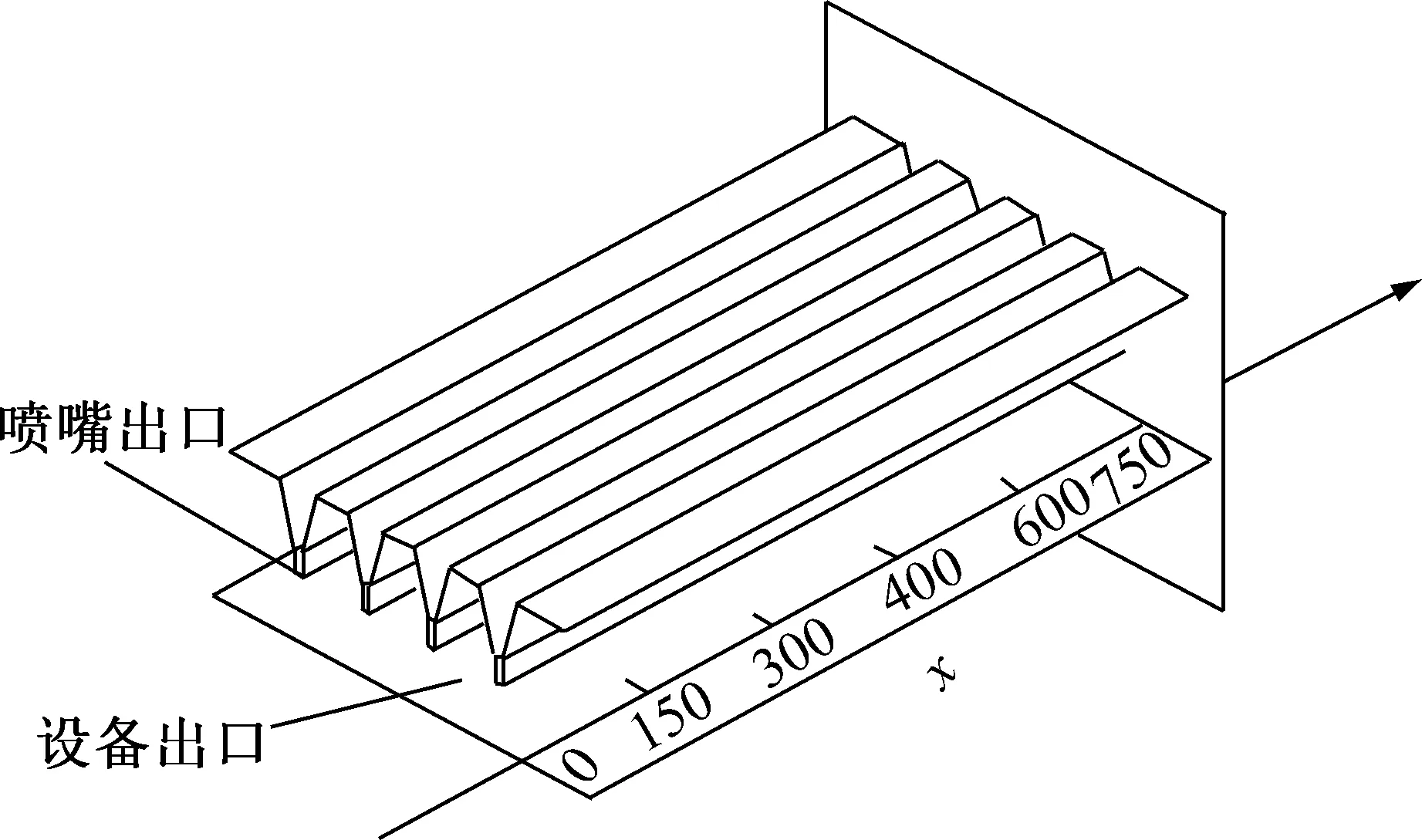
图5 喷嘴出口到设备出口的距离x(单位:mm)
图6所示为两种进口压力下V型条缝喷嘴出口风速。由图6可知,条缝喷嘴a各点的出口风速Vxa均高于条缝喷嘴b各点的出口风速Vxb,即K较大的喷嘴出口风速较大;随着x的不断增大,两种进口压力条件下的喷嘴a和b的出口风速均减小,在条缝喷嘴中心达到喷嘴出口风速的最小值。这是因为越靠近设备出口,喷嘴出口的压差和沿程阻力越小,所以风速越大;当pin=170 Pa时,条缝喷嘴a、b的出口风速极差分别为1.18 m/s和1.59 m/s;当pin=190 Pa时,条缝喷嘴a、b的出口风速极差分别为1.02 m/s和1.58 m/s。在两种进口压力条件下,喷嘴a、b各自对应的极差大小几乎相同且喷嘴a的极差明显小于喷嘴b的极差,出口风速较为均匀,说明进口压力对出口风速的均匀度几乎没有影响,但K对出口风速的均匀度有一定影响,条缝喷嘴b的出口风速的下降速率更快。
横流是影响冲击式速冻设备冻结效率的重要因素之一,较大的横流会影响设备的工作效率和能耗比[15-16],以虾仁为目标冻品,假设虾仁厚度为10 mm,取钢带上方10 mm处的横流风速进行研究。发现条缝喷嘴a和b在横流方向上风速的变化趋势与其出口风速的变化趋势基本一致,条缝喷嘴a的风速均高于条缝喷嘴b的风速,且随着喷嘴出口到设备出口距离x的不断增大而减小。图7所示为两种进口压力条件下V型条缝喷嘴横流方向风速。由图7可知,在均匀度方面,横流方向上风速与出口风速略有不同。在横流方向上,当pin=170 Pa时,条缝喷嘴a、b的风速极差分别为1.93 m/s和1.40 m/s;当pin=190 Pa时,条缝喷嘴a、b的风速极差分别为1.88 m/s和1.44 m/s。在横流方向上,喷嘴a、b各自对应的极差大小同样几乎相同,但与出口风速情况相反的是喷嘴a的极差明显大于喷嘴b的极差,横流方向风速下降速率更快。这是因为条缝喷嘴a较长的喷嘴延伸段形成的凹槽间隙给了横流较大的缓冲区域,使横流效果减弱更明显,横流方向上风速也随着凹槽的不断增多,衰减越来越快[17]。
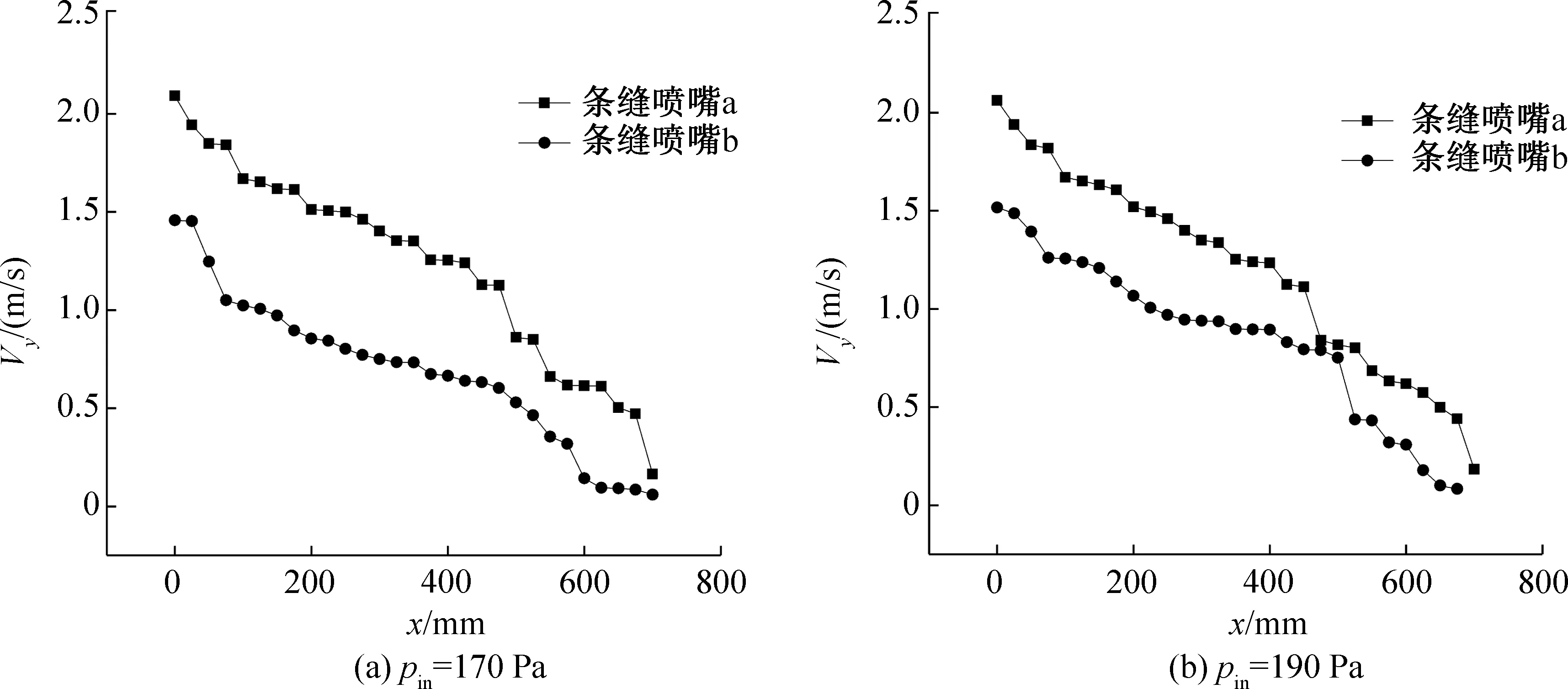
图7 两种进口压力条件下V型条缝喷嘴横流方向风速
努塞尔数(Nu)是表征流体与物体之间对流换热强度的一个准数,通常Nu越大对流换热强度越大。图8所示不同进口压力条件下两种喷嘴的Nu分布。由图8可知,当pin=170 Pa时,条缝喷嘴a对应的钢带表面平均Nu=220.72,条缝喷嘴b对应的钢带表面平均Nu=228.60,比条缝喷嘴a平均Nu提高了3.5%;当pin=190 Pa时,条缝喷嘴a对应的钢带表面平均Nu=230.21,条缝喷嘴b对应的钢带表面平均Nu=231.56,比条缝喷嘴a平均Nu提高了0.6%。由此可见,在pin为170 Pa和190 Pa两种条件下,条缝喷嘴b的平均Nu均高于条缝喷嘴a的平均Nu,对流换热强度更大,并且在pin=170 Pa时最明显。根据最大努塞尔数-最小努塞尔数=极差,计算在170 Pa和190 Pa两个进口压力条件下,条缝喷嘴a的极差分别为12.30和11.98,条缝喷嘴b的极差分别为20.03和24.20,条缝喷嘴a的换热均匀度更好。

图8 两种进口压力条件下两种喷嘴的Nu分布
综上所述:V型条缝喷嘴延伸段长度K影响钢带表面的换热情况,在相同进口压力条件下,K较大的喷嘴出口风速较大,换热均匀度更好,但受横流影响较大,导致钢带表面平均Nu较低,换热效率较低。
3.3 α对冲击射流换热的影响
条缝喷嘴c在喷嘴渐缩段与延伸段之间的夹角α=155°,不同于喷嘴a和b的夹角165°。但条缝喷嘴c的K大小与条缝喷嘴b一致,即Kb=Kc=100 mm。为了能更加直观的看出α对换热情况的影响,并可与K的影响大小进行对比,将3组条缝喷嘴的出口风速、横流方向风速以及平均Nu同时进行对比。图9所示为当入口压力为190 Pa时,三种条缝喷嘴的出口风速和横流方向风速随出口距离的变化。

图9 pin=190 Pa时,三种条缝喷嘴的出口风速和横流方向风速随出口距离的变化
由图9(a)可知,条缝喷嘴c各点的出口风速均高于条缝喷嘴b,但低于条缝喷嘴a,说明α的改变对出口风速的影响没有K的影响明显。这是因为α较小导致喷嘴渐缩段开口较大,渐缩区域面积较大,在一定程度上减少了喷嘴内部气流与喷嘴壁面的碰撞,减少了静压能的损耗,但没有较长喷嘴延伸段给予的压力束缚[18]。当pin=190 Pa时,条缝喷嘴c的最大出口风速为15.85 m/s,最小出口风速为14.03 m/s,出口风速极差为1.82 m/s,大于条缝喷嘴a和条缝喷嘴b的出口风速极差,出口风速均匀度较差。因此,虽然α=155°时可以提高喷嘴各点出口风速,但会降低出口风速均匀度,流场波动较大。
由图9(b)可知,条缝喷嘴c在横流方向上的风速均低于条缝喷嘴a和b,横流影响较小。当pin=190 Pa时,条缝喷嘴c在横流方向上的最大风速为1.07 m/s,最小风速为0.04 m/s,风速极差为1.03 m/s,是3种喷嘴中横流方向上风速极差最小的,横流方向上风速较为均匀,波动较小,横流对钢带表面的对流换热影响较小。
图10所示为pin=190 Pa时,喷嘴c的Nu分布。由图10可知,条缝喷嘴c的平均Nu=222.57,且极差为19.11,同条缝喷嘴a和b的数据进行对比发现,条缝喷嘴c的平均Nu最低,极差最大,换热效果在3种喷嘴中最差。
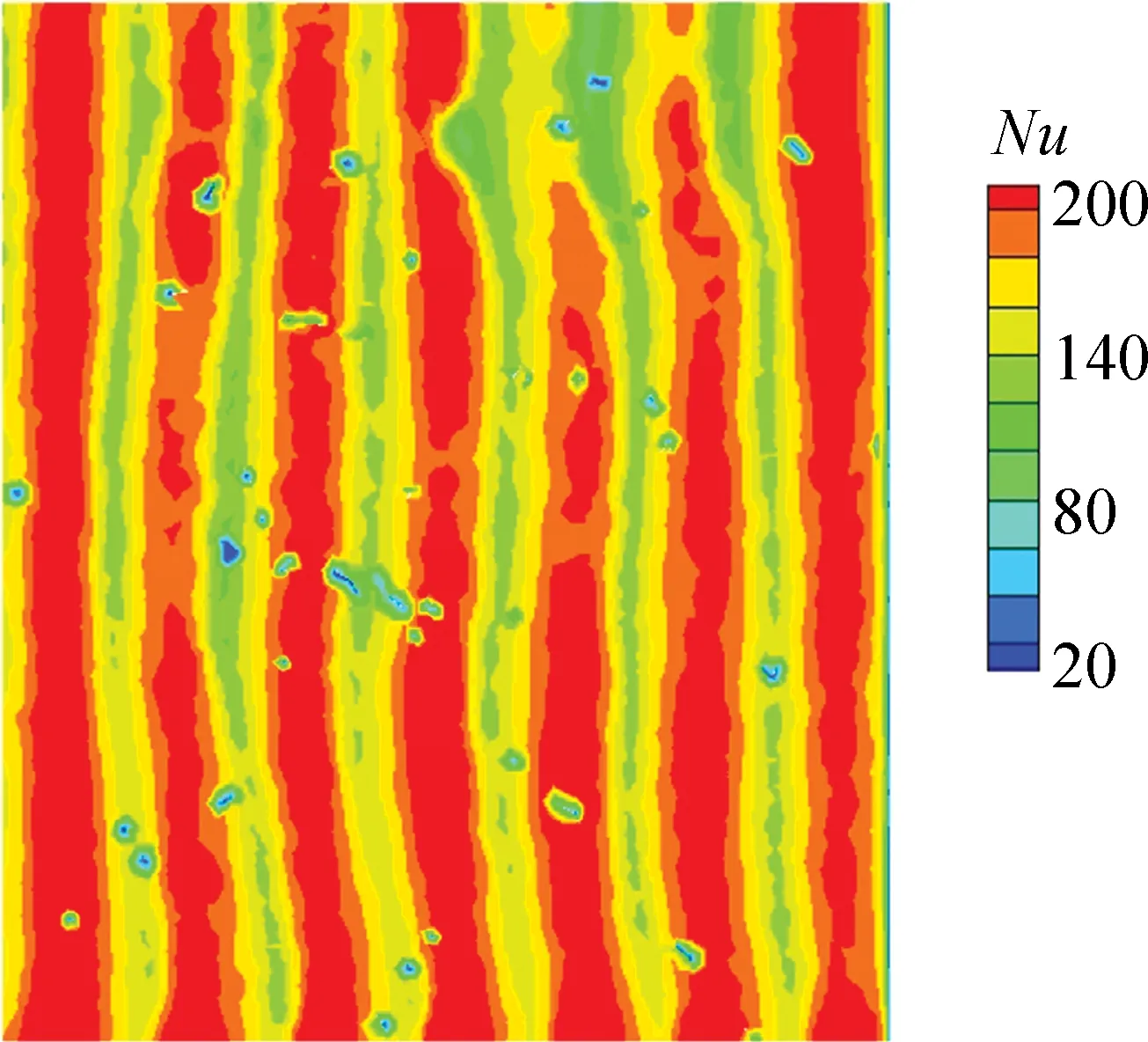
图10 当进口压力为190 Pa时,喷嘴c的Nu分布
4 结论
本文以V型条缝喷嘴为研究对象,利用数值模拟结合实验验证的方法对比了170 Pa和190 Pa两种进口压力条件下,3种不同结构的V型条缝喷嘴对冲击式速冻设备换热的影响,研究了喷嘴延伸段长度K和喷嘴渐缩段与延伸段之间的夹角α对冲击射流换热的影响,得出如下结论:
1)进口压力对于V型条缝喷嘴出口风速的均匀度几乎没有影响,但K的大小在一定程度上决定了出口风速的均匀度,K较大的条缝喷嘴,出口风速均匀度越好。
2)K较大的条缝喷嘴出口风速较大,出口风速较为均匀,随着喷嘴出口到设备出口距离x的不断增大,横流方向上风速下降速率更快,但钢带表面平均Nu较小,换热强度略有降低。
3)较小的α可有效降低冻品表面横流方向速度,并且横流方向上风速均匀度较高。
4)当V型条缝的K=10 mm,α=165°时,平均Nu最高,对流换热强度最大。
5)K较大的条缝喷嘴可以较好地提高出口风速及均匀度。将α由165°改成155°,可以较好地降低横流方向上风速大小,并对横流的变化起到较好的稳定作用。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
山东冶金(2022年1期)2022-04-19
初中生世界(2021年43期)2021-11-23
煤气与热力(2021年3期)2021-06-09
中学数学研究(江西)(2019年5期)2019-06-11
空气动力学学报(2018年2期)2018-04-25
北京航空航天大学学报(2017年5期)2017-11-23
中国钢铁业(2017年7期)2017-09-03
东方女性(2016年4期)2016-04-28
商业文化(2016年36期)2016-03-01
