强磁场环境大型脱硫塔的焊接工艺
2019-12-26 03:27:32范兰王加东张彦兵丰来国
世界有色金属 2019年18期
范兰,王加东,张彦兵,丰来国
(江苏兰丰环保科技有限公司,江苏 盐城 224003)
1 前言
铝厂电解车间生产会产生强磁场,磁场强度与电解槽的电流大小成正比关系,电流越大磁场越大。电解铝生产过程是连续不间断的,如生产线停开一次,将增加成本数十万元以上,因此一般情况下电解铝厂生产维修和技改工作都是不停产进行的。电解铝厂的维护和技改过程一定伴随大量的焊接工作,强磁场环境中焊接时产生的磁偏吹对焊接工作质量影响巨大,无经验的焊工甚至无法完成焊接工作,焊接时遇到磁偏吹成了铝厂技改工作时的老大难问题。
近年来随着中国环保治理力度的加大,对工业企业有害废气排放提出了更高的要求,碳素、电解铝、发电厂比较集中的地方政府要求超净排放,废气中SO2排放要求≤35mg/Nm3,粉尘≤10mg/Nm3,为此,各相关企业纷纷上马环保技改工程。脱硫塔是环保技改工程中的重要柱状装备,其直径最大达到20多米,高度最高达50多米,气体排放烟囱高点达100米。巨大的脱硫塔无法在没有磁场的环境中制造好后运往环保技改工地,只能在有强磁场场地上进行制作。
笔者有幸参与了“XX”集团铝厂240kA和600kA电解铝厂项目的环保技改工程,见证了强磁场环境中脱硫塔的焊接困境和解决焊接磁偏吹问题的探究全过程,在本公司、业主、施工单位全体工程技术人员的共同努力下,研究探索出了一种克服焊接时磁偏吹方法,在场地小、强磁场、施工工期短等不利条件下,取得了强磁场环境中大型脱硫塔焊焊作业顺利完成的成功案例,为铝厂环境治理做出了应有的贡献,同时也为强磁场环境中克服焊接困难找到了一种解决办法。
下面以600kA电解铝厂环保技改项目脱硫塔制作工程中磁场对横向环缝焊接的影响及解决方案介绍如下。
2 强磁场环境中大型设备焊接的困境
本公司接到本次环保技改时,全体技术人员就预感到强磁场对现场焊接工作会带来困难,也做了一些技术准备,8 m直径以内的构件全部在建设场地外制作,通过500吨的老式履带吊车进行吊装作业,超大构件(脱硫塔)制作前对拼装焊接场地磁场强度进行了测量,脱硫塔拼装范围内磁场强度500~800GS(高斯)不等,不同方位和地点有一定的差别。在安装脱硫塔底座时虽然焊接有一些困难,通过改变焊机地线接线方式,选用有丰富焊接经验的焊工,采用小电流、变换焊枪角度等措施解决磁场干扰,完成了焊接工作,但当脱硫塔塔板围成直径14.5 m圆柱时,直拼缝不受磁场干扰,焊接工作能正常进行,而横向环状拼缝焊接遇到了磁偏吹的严重困扰,45度坡口处磁场强度增大到6000——15000Gs(随塔板厚度增大而增强),几十斤重的锤头一靠近塔板立即被吸附,焊条靠近焊缝坡口要么铁水四溅,要么被吸附,一时间,焊工们变得束手无策,脱硫塔焊接工作陷入停顿状态。环保技改升级工程如不能在2018年投入运营,当地政府将要求铝厂停产改造,停产改造不仅严重影响铝厂的经济效益,也将影响技改成本。“XX”集团立即召集环保技改总包单位和施工单位开会,集思广益研究解决困扰强磁场环境下磁干扰的难题的方法。
3 强磁场环境下克服磁偏吹的方法
3.1 阻隔部分磁场的回路
在脱硫塔二带钢板外部横向环状切口焊接前,先在塔板焊接部位的内侧用带状钢板封闭部分环缝,尽可能严密,使得相对位置的横向焊缝切口处磁场强度减弱,降低外部环缝焊接时磁偏吹,使用此法有一定的效果。但是,由于封闭垫板是很难做到和塔板弧度做到完全一致,实践中阻隔效果不理想,而且工作量巨大,焊接速度受到严重影响。
3.2 外加一个同样强度的磁场消除原有磁场的影响(消磁)

图1 缠绕线圈的“U”铁芯结构示意图
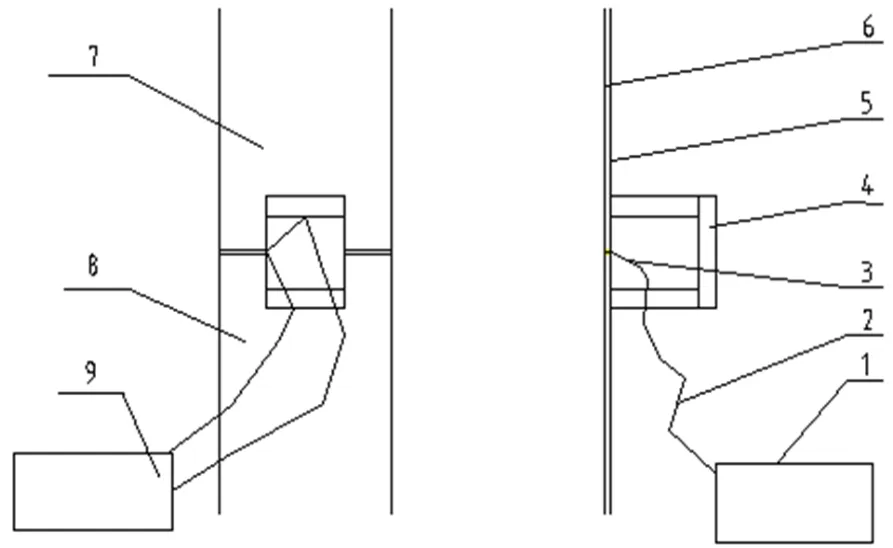
图2 塔体外加消磁设备构成示意图
这种做法理论上完全可行,实施过程中由于现场影响因素较多,如磁场强度随脱硫塔塔板厚度变化,塔体周边钢结构的变化等因素而变化,在建立外加磁场前,对脱硫塔横向环缝45度坡口处的磁场强度分布进行实测(最大磁场强度达到15000高斯),对有关数据分析后,确定消磁设备焊机的型号、铜芯电缆的规格、“U”铁芯钢板的厚度、宽度、高度,原则是既达到消磁的效果,又方便焊工工作。通过无数次的摸索,我们选择直流电焊机作为电源,根据不同塔板横向环状45度坡口处的磁场强度制作了几种规格的“U”铁芯,钢板厚度从50~160不等,“U”铁芯的净高度320mm以上,“U”口宽度300~400mm,长度300~320mm,“U”支腿上的电缆圈数根据横向环状45度坡口处的磁场强度确定,原有磁场强度越大,则线圈匝数越多,成正相关,“U”铁芯的钢板厚度和原有磁场的强度也是正相关,直流电焊机的电流尽量保持不变,减少可变因子。直流焊机作为外加磁场的电源其最大电流可达630 A,经过大量实践,最终做法为电源电流确定后保持不变,“U”铁芯的板厚确定后不变,根据焊接坡口处的磁场强度增减“U”支腿上的电缆圈数即可满足消磁的目的,保证焊接时不发生磁偏吹,保证焊接质量和进度。
脱硫塔横向环缝采取交流电焊,消磁设备由直流焊机、若干长度铜芯电缆、“U”铁芯、开关构成,通过这样的方法虽然对焊接进度有一定的影响,但强磁场环境下焊接磁偏吹的老大难问题得到了有效解决。
2018年通过业主、总包单位(笔者公司)、施工单位的共同努力,按时完成了技改任务,各项指标优于设计要求。
4 结论
4.1 强磁场环境下通过外加一个消磁设备可以保证大型脱硫塔或相似设备焊接工作的正常进行,也能确保焊接质量。
4.2 电解铝厂电解车间磁场无处不在,在强磁场存在的情况下,为保证消磁设备有效,需要对磁场和待焊设备焊口处的磁感应强度进行仔细测量,根据磁感应强度的分布制作消磁设备,以最大和最小数值为依据确定“U”铁芯的钢板厚度、选择直流焊机作为电源、通电和散热效果好的铜芯电缆制作感应线圈,。由于现场影响磁场感应强度的因素较多,铜芯线圈的匝数确定要经实践检验最终确定,“U”铁芯钢板厚度宜厚一点。
4.3 即使通过附加一个外部消磁设备能有效的解决焊接磁偏吹的难题,但在强磁场存在的地方焊接效率也会降低,焊条消耗量也会增加,对焊工的技术要求有所提高,大型构建的制造成本有所增加。
4.4 由于消磁面积较小,“U”铁芯很重(数十到数百公斤),每次移动靠焊工无法完成,需要制作自动移动吊装设备(由电动葫芦和环状轨道组成),可以减少每次移动的时间,提高作业效率。
猜你喜欢
轻金属(2021年7期)2021-12-31 20:00:01
轻金属(2021年12期)2021-01-02 07:09:40
军事文摘(2019年13期)2019-07-12 08:12:42
中学生数理化(高中版.高考数学)(2017年3期)2017-05-04 07:15:08
中学生数理化·高三版(2017年3期)2017-04-21 17:09:44
中学生数理化(高中版.高二数学)(2017年1期)2017-04-16 05:33:47
船电技术(2016年1期)2016-03-25 10:14:29
工业炉(2016年1期)2016-02-27 12:34:09
上海金属(2015年1期)2015-11-28 06:01:14
船电技术(2011年7期)2011-06-05 10:19:48