
AGV在固体制剂车间的物流搬运应用
2019-12-26 11:07孔祥震
物流技术与应用 2019年12期
文/焦 健 郝 询 张 胜 陈 浩 孔祥震
作为国内领先的制药生产及研发型企业,华东百灵率先走在时代的前列,大胆地提出了使用AGV取代传统人工叉车作业模式,从而实现新旧动能的转换,推动了制药生产环节的车间物流搬运。利用AGVS作业的准确性、时效性和高度信息化来保驾护航GMP的各项要求。
AGVS主要应用在华东百令工厂的固体制剂车间,作为国内第一个制药生产环节的IBC料桶搬运项目,怎样在搬运过程中满足工艺环节周转准确性的同时,从AGV设备的本身来保证防止“跑冒滴漏”的发生又成为了至关重要的一环。

华东百灵提出使用AGV取代传统人工叉车的作业模式,实现了新旧动能的转换,推动了制药生产环节的车间物流搬运
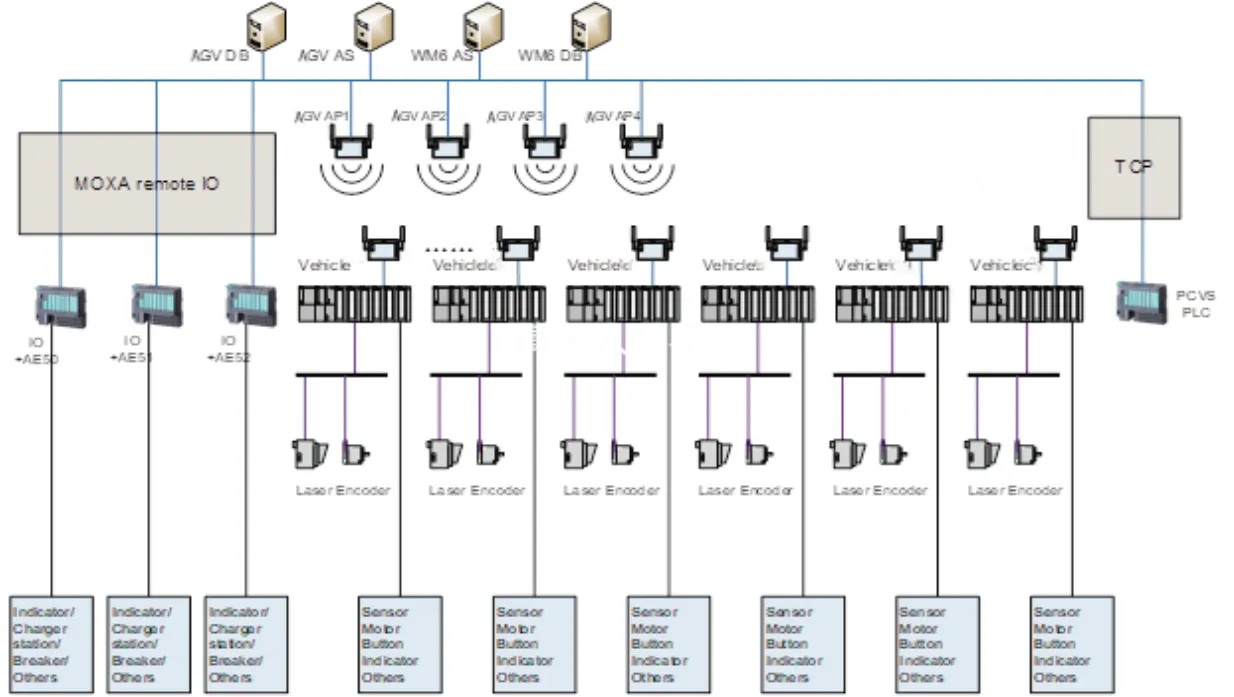
图1:系统架构图
一、工艺流程
AGV系统架构图,如图1。
1.IBC料桶配料混合过筛流程
根据作业班次和任务流程管理,AGV在MES的统一调配之下执行固体制剂车间IBC空料桶的周转搬运功能。AGV将A点暂存的空桶搬运至B点进行初始状态下的配料罐装功能。执行完毕后,AGV返回,将A点的IBC空料桶搬运至C点的过筛机,完成过筛初始阶段的准备工作。待B点配料工作完成后,AGV将在B1点已经加料后的满料桶搬运至D点的混合机,进行一步混合功能。一步混合完成后,混合机发出完成信号,通知MES呼叫AGV将混合完成的料桶搬运至C点,进行一步过筛功能。一步过筛完成后,AGV将C点满料桶搬运至B2进行二次配料工作,搬运完成后,AGV返回C点过筛机将留在过筛机上的IBC料桶由卸料位置转换至接料位置。接到B2发出的配料完成信号,MES调配AGV前往B2将IBC料桶搬运至D点进行二步混合工作。在这里我们注意到,在本项目中的第一个亮点即为AGV并不是通过其它周转设备来与混合机对接,而是通过AGV自身的激光定位直接将IBC料桶放在混合机上,实现一步到位的功能。像这样的混合到过筛到配料的工序重复三次,即完成三层的作业功能。IBC料桶配料混合过筛流程,如图2。
2.IBC料桶称重投料流程
由提升机将三层生产混合后的料桶提升至四层,AGV前往G点将IBC料桶搬运至E点的称重模块处,AGV不离开E点,只待称重数据获取后,将料桶重新抬起搬运至F区域进行暂存。在信息系统内部会将料桶的重量与料桶的编号进行无缝的绑定,记录的数据不丢失。待生产计划进行投料任务的产生后,AGV将对应的F区域的料桶搬运至H点进行投料工作,对接仍无任何的辅助设备参与。

图2:IBC料桶配料混合过筛流程

图3:于车体底部设计的接油盘
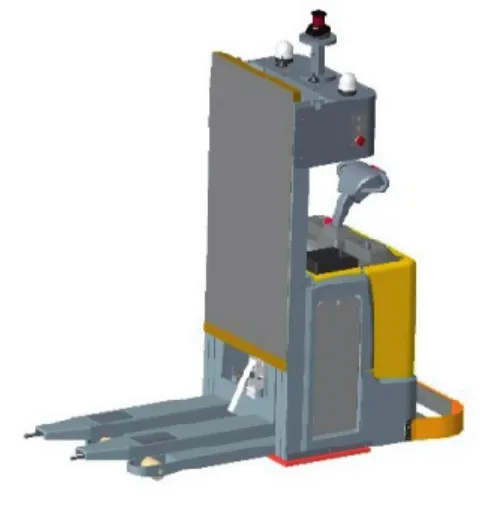
图4:特殊设计的车体门架

图5:特殊设计的货叉
二、AGV系统的智能化和信息化
AGV系统的最大优势在于其智能化的体现和信息化的跟踪记录,在华东百令项目中,其优势主要体现在以下几个方面。
1.路径智能化选择
根据MES的调配任务,AGV系统自动选择距离任务点最近的车辆去完成任务,通过路径的距离分析选择最近路线完成任务指令。因为在生产过程中所有的生产流程有着严格的时间规定,在特定的时间内要完成桶料的周转,在有限的空间下实现运行,需要稳定的系统判断能力。
2.任务智能化分解
AGV在执行任务的过程中,完成一个流程的任务,需要多个步骤连贯运行完成,在这样的特定生产环节中,就需要任务的智能分解。例如:当四层的AGV搬运料筒由电梯口至暂存区前完成静置暂存工序时,就需要AGV首先与电梯进行信号交互,判断物料即将到达位置,AGV立即前往电梯口进行搬运。其次,在运送至暂存区之前,要是在物料称重的功能,当AGV判断货物已经离开货叉并且称重模块的数值稳定,MES系统记录了其相对应的数值后,AGV将料桶抬高,离开称重区域前往暂存区完成整个流程。不难看到,每一个环节都是靠分步动作进行串联的,上一步的完成推动了下一步的开始。最后,暂存区的货位管理系统会判断并提供给AGV系统选择空位置将桶料搬运至此。
3.信息化统一记录
在生产过程中,所有的转运环节,料桶身上的产品信息与小车的作业流程是绑定在一起的,从它的生长周期经历的各个过程,每次处理的时间长短,在哪个时刻我们都统一记录下来,确保数据不丢失,可查询。在一段生产逻辑的过程中,数据统计量都通过信息化的传递统一来记录,这样我们就可以分析把控各个生产环节,做到质量上的新高度。
三、特殊的车体设计
在医药行业中,特别是在洁净要求下的制药环节中,自动化的搬运从来就没有停止过自我革命的创新。减少人员的参与是为了保证准确无误,提高产量的同时来把好生产质量的大关。做好药、做放心药也被业内广外流传,然而固定在一个区域的生产设备,其自身的洁净程度是相对容易处理的,移动的设备想要保证其密闭性和无油润滑处理是十分困难的。本次项目中也是本着壮士割腕的勇气,突破传统思维模式,真正从源头来杜绝“跑冒滴露”。
1.车体底部特殊设计
在车体底部设计接油盘,接油盘内设计吸油纸,最大程度地防止因内部产生的润滑油脂溢出车体,定期更换内部吸油纸最大程度地降低了油脂泄露的可能性。如图3。
2.车体门架特殊设计
车体门架的联调采用食品级润滑脂润滑,保证了其不易挥发。在料调外面加盖一层防尘罩使得原本暴漏在空气中的链条也穿上了一层衣服,在保证其不影响正常功能的前提下,使得自身具有了一定的防护功能。如图4。
3.货叉特殊设计
货叉为配有304不锈钢的叉套保护,杜绝了非不锈钢金属与IBC料桶的接触。如图5。
4.润滑的特殊设计
车体的液压油采用食品级的保证,润滑部分也同样为食品级,除液压系统外,小车的其他部件均为润滑脂来保驾护航。
四、总结
目前国内良好的发展契机,有望使制药行业的自动化程度迈上新的台阶,使我国的制药事业勇攀高峰,谱写中国智能制造的新篇章。
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
小学生作文(低年级适用)(2022年9期)2022-09-28
建材发展导向(2022年3期)2022-04-19
快乐语文(2021年33期)2021-12-21
科学与生活(2021年24期)2021-12-06
疯狂英语·新阅版(2021年5期)2021-06-21
农村百事通(2020年9期)2020-05-29
饮食科学(2018年12期)2019-01-23
中国纤检(2018年8期)2018-09-07
现代家庭·生活版(2016年12期)2016-12-07
