
环锭纺成纱毛羽的影响因素及控制措施
2019-12-20 08:10胡振龙赵卫华吉孟国张成英
纺织器材 2019年6期
胡振龙,赵卫华,吉孟国,张成英
(东营市宏远纺织有限公司,山东 东营 257500)
0 引言
根据环锭纺纱线毛羽形成的机理,可将毛羽分为过程毛羽和加捻毛羽。过程毛羽主要是指纺纱过程中纱线与纺纱通道摩擦形成的毛羽,与纱线通道、纱线经过通道的张力及静电等因素有关。加捻毛羽主要是须条在加捻过程中形成的。须条加捻除了几何结构的变化外,在纺纱张力的作用下,边缘纤维挤向中心,中心纤维挤向边缘,使纤维反复发生内外层转移,当纤维头端被挤出并与其他纤维脱离后,因无纤维抱合而缺少张力和向心力,不再被压向内部,而是留于纱体表面形成毛羽。常见的指标是毛羽根数,单位为根/(10 m)。控制毛羽主要是控制有害毛羽,即控制3 mm 及以上毛羽。笔者重点了分析原棉性能及各工序工艺对成纱毛羽的影响及其控制措施。
1 原料性能对成纱毛羽的影响
1.1 纤维长度
纤维长度与成纱毛羽有直接关系。纤维长,则纱线单位长度内的纤维根数少,且纤维易被扭曲加捻,纱线结构紧密、毛羽少;反之纤维短,则毛羽多。不同纤维长度成纱毛羽对比见表1。

表1 不同纤维长度成纱毛羽对比
1.2 纤维整齐度和成熟度
纤维成熟度过大则纤维刚性增大、抱合力减弱,导致成纱毛羽增加;成熟度过小,纤维强力小且易断,使短绒增加,导致成纱毛羽增加;短绒多,纤维整齐度差,单位截面中纤维根数增多,导致成纱毛羽增加;纤维整齐度好,则成纱毛羽少。不同纤维整齐度、成熟度成纱毛羽对比见表2。

表2 不同纤维整齐度、成熟度成纱毛羽对比
1.3 纤维抗扭强度和抗弯刚度
纤维的抗扭强度和抗弯刚度越大,其扭转和弯曲难度越大,越难完全被捻合到纱体中,已捻入纱体的纤维端有可能会弹出纱体,增加毛羽产生的概率。
1.4 单纤维强力和断裂强度
单纤维强力大,断裂强度增加时,加工过程中棉纤维不易断裂,成纱毛羽少。棉纤维强力不仅与纤维粗细有关,也与纤维品种、成熟度有关,如长绒棉线密度小、纤维长度长、成熟度佳、单纤维强力大,故成纱毛羽少。不同单纤维强力、断裂强度成纱毛羽对比见表3。
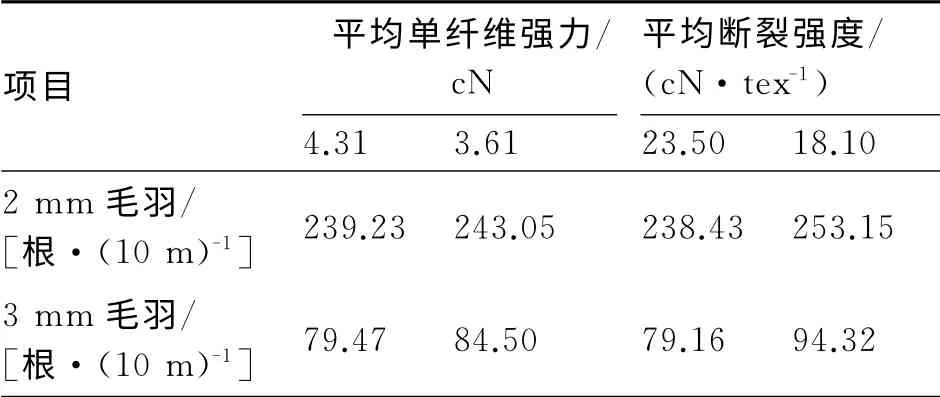
表3 不同单纤维强力、断裂强度的成纱毛羽对比
1.5 短绒率
纤维短绒越多,越不利于牵伸机构对纤维运动的有效控制和须条中纤维伸直平行度的改善,造成牵伸过程中移距偏差过大,使纤维变速点过于集中,导致纤维与纤维间易滑脱形成毛羽。不同纤维短绒率成纱毛羽对比见表4。

表4 不同纤维短绒率成纱毛羽对比
1.6 线密度
线密度越小,纱线截面内纤维根数越多,纤维间抱合力与摩擦力越大,纤维受外力作用时不容易产生滑脱,短绒易被牵伸机构控制,使纤维变速点集中,浮游纤维数量减少,因而成纱结构紧密,表面光洁,成纱毛羽少[1]。不同纤维线密度成纱毛羽对比见表5。
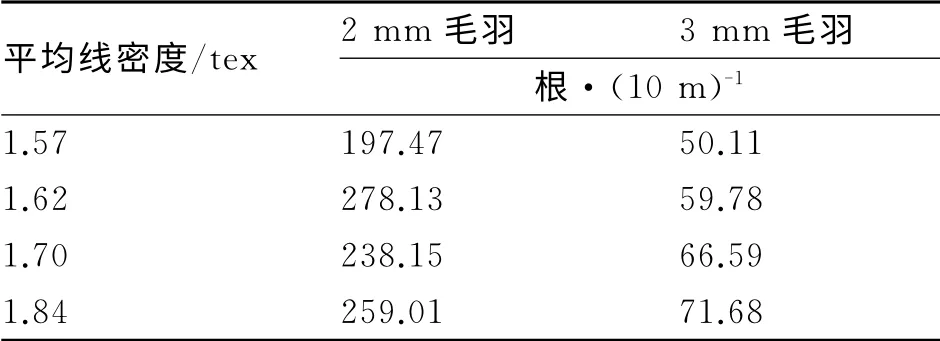
表5 不同纤维线密度成纱毛羽对比
2 各工序工艺对成纱毛羽影响及控制措施
2.1 清花工序
清花工序重点是减少纤维损伤,保持气流通畅,减少堵车,避免产生大量索丝和棉结。低含杂原棉采用“降低打手速度、放大握持打击点隔距”的工艺原则;抓棉机“轻抓、细抓、抓小、抓全、抓匀”,从而保证开松度、混和度和除杂效率,尽量减少纤维损伤;除杂箱应控制好入口、出口气流,保持尘棒光洁、无毛刺,防止出现尘棒挂花、糊花及大量回收短纤维的问题;对握持打击设备采用“薄喂、快喂、柔和开松、强力排除”的工艺原则,减少棉结、短绒的增长;同时,要保证各单机处于较高运转效率,以达到均匀、连续喂棉的工艺要求。
2.2 梳棉工序
梳棉工序的工艺思路是减少损伤、排除短绒、提高纤维的伸直平行度,遵循“梳理转移适度、结杂短绒兼顾、气流参数保证、合理配套针布”的工艺原则。生条定量应适当掌握:定量大则喂入棉层厚,导致锡林与盖板工作负荷大;定量小会造成纤维损伤、纱线毛羽增多。此外,需处理好握持梳理和自由梳理的关系,充分发挥各处隔距的作用,在正常梳理状态下,减少短绒产生,加大对短绒的排除;控制好梳棉设备状态,采用矮、浅、小、薄、密的针布,确保其齿/尖面锋利,表面平整光洁,做到一致性好,准确性高,合理性强,输棉通道畅通,从而实现提高落棉率,排除短绒,改善条干,降低成纱毛羽的目的。
2.3 并条工序
并条工序的重点是优化牵伸工艺,提高纤维的伸直平行度。其工艺思路:头(预)并并合数和总牵伸倍数宜小不宜大,后区牵伸倍数和后区隔距宜大不宜小;二并并合数与总牵伸倍数相当;末并并合数与总牵伸倍数相当,后区牵伸倍数宜小不宜大,前区牵伸倍数宜大不宜小。同时,缩小圈条器喇叭口直径,使条子圈放紧密,表面光滑。并条采用“中定量、重加压、顺牵伸、中捻度、小张力、适当罗拉隔距”的工艺原则有利于成纱毛羽的减少。并条机后区不同牵伸倍数成纱毛羽对比见表6。

表6 不同后区牵伸倍数成纱毛羽对比
从表6可知,头并采用较大后区牵伸倍数,末并采用较小后区牵伸倍数有利于提高纤维伸直平行度,改善熟条内部结构,对改善细纱条干,减少成纱毛羽极为重要。
2.4 粗纱工序
粗纱工序降低毛羽的重点是增加须条的紧密度,提高纤维的伸直平行度,使纱体更光洁。为此,可适当地增加粗纱车间的相对湿度和粗纱回潮率;主牵伸区采用适宜的集合器,以保持良好的纤维通道状态和钳口压力;选择适宜的钳口隔距,以适当减轻粗纱定量,减小后区牵伸倍数,这样均有利于成纱毛羽的降低[2]。不同粗纱定量、后区牵伸倍数成纱毛羽对比见表7,不同集合器开口宽度成纱毛羽对比见表8。

表8 不同集合器开口宽度成纱毛羽对比
从表8可知,开口宽度小的集合器能提高须条紧密度,改善粗纱内部结构,有利于提高粗纱光洁度,减少成纱毛羽。
2.5 细纱工序
2.5.1 毛羽产生的原因
细纱工序是产生毛羽的主要工序:一是细纱前罗拉钳口引出的须条到加捻点间有加捻三角区,据报道,加捻三角区产生的毛羽占纱线毛羽的80%~85%;二是纺纱专件器材不良也会引起成纱毛羽大幅增加,如钢领直径选用不当、其圆柱度和平面度不良或表面有波纹、毛刺、凹凸不平等,钢领板不平或走动变形,钢丝圈与钢领配合不良嵌花,导纱钩起槽摩擦纱条,胶辊胶圈硬度大,集束器开口过小,细纱锭速过高,加捻部分工艺条件及设备状态不良等。
2.5.2 控制细纱毛羽的方法
2.5.2.1 消除纺纱加捻三角区
集聚纺纱技术基本消除了纺纱加捻三角区,因此,纺出的紧密纱毛羽少,基本消除了3mm 及以上毛羽,纱体光滑如丝[3]。
2.5.2.2 优选工艺参数
优选合理的细纱工艺,有利于减少毛羽产生,如:粗纱定量偏轻掌握,减小总牵伸倍数,有助于减少纤维在牵伸中的移距偏差;增大细纱后区罗拉隔距,减小细纱后区牵伸倍数;由于细纱锭速与毛羽产生概率成正比关系,故应适当降低锭速;增加前胶辊对前罗拉的前冲量,有利于捻回数的传递,减小加捻三角区的长度,也能达到减少毛羽的效果。
2.5.2.3 合理选用专件器材
选用低硬度高弹性优质胶辊,以及适应性好、走熟期短、断头少的钢丝圈,选用与钢丝圈配套的、表面硬度适中、内外跑道光滑、摩擦因数小的钢领。实践证明:纺纱时钢丝圈太轻或太重,都会影响纺纱张力。钢丝圈太重,纺纱张力大,使钢丝圈对纱线的摩擦增加,还会使纱线与纱管顶端产生摩擦;钢丝圈太轻,纺纱张力小,气圈过大会造成纱线碰隔纱板。不同质量钢丝圈成纱毛羽对比见表9。

表9 不同质量钢丝圈成纱毛羽对比
2.5.2.4 加强设备管理
加强设备管理,确保各部件通道完好光洁,及时更换起槽的导纱钩,保证钢领和锭子、导纱钩“三同心”;钢丝圈清洁器与钢领间隔距应适宜,过大会造成清洁失效;喇叭口要定时除污垢;做好各部位清洁工作并及时巡回,处理好断头,严防粘、缠、挂、堵,清除细纱加捻过程中的外来积花、短绒和飞花附着,避免形成浮游毛羽;加强对粗纱筒脚、牵伸部位和卷绕部位的清洁,及时清除绒辊积花,每次落纱后要清除锭子上缠的回丝和钢领清洁器上的挂花。
2.6 络筒工序
络筒工序一般是毛羽增加最多的工序,特别是3mm 及以上毛羽,这主要是由于各种机件对纱线的摩擦造成的。络筒工序采用“低速、低张力”工艺是关键,同时加强运转清洁和揩车工作,以保证纱线通道、托盘、捻接器、筒子支架和吸嘴等部位的清洁,并做好细纱管纱到络筒的运输防护工作[4]。
3 温湿度对成纱毛羽的影响
温湿度影响纤维的刚性和导电性,因此对成纱毛羽有一定的影响。相对湿度大,纤维较柔软,易被捻入纱体中,且易消除静电。在细纱不缠胶辊的前提下,提高车间相对湿度,有利于消除静电、改善卷绕条件,对成纱毛羽有利。一般细纱工序相对湿度控制在55%~60%为宜。表10为纺纱车间温湿度控制表。

表10 纺纱车间温湿度控制
4 结语
控制环锭纺成纱毛羽是一项系统工程,涉及到原料性能、各工序工艺参数、设备状态、温湿度控制及器材专件质量等方面。纺织企业可以根据原料特性选择适宜工艺,优化各工序工艺参数,维护好设备的运行状态,配备优良的器材专件,控制好各工序温湿度,从而提高纤维伸直平行度,减少短绒和弯钩纤维的产生,降低成纱毛羽。
猜你喜欢
棉纺织技术(2022年1期)2022-11-21
国际纺织导报(2022年4期)2022-11-04
玻璃纤维(2022年4期)2022-09-26
橡胶工业(2022年7期)2022-07-19
科学与生活(2021年10期)2021-09-10
纺织器材(2021年3期)2021-07-27
纺织科技进展(2021年1期)2021-01-27
纺织器材(2020年2期)2020-06-05
纺织器材(2020年2期)2020-06-03
农业机械学报(2017年7期)2017-07-31
