
坡口尺寸对激光-电弧复合焊接头特性影响
2019-12-17 08:12解赞华杨海锋王旭友徐良崔辉
机械制造文摘·焊接分册 2019年5期
解赞华 杨海锋 王旭友 徐良 崔辉
摘要:研究了坡口尺寸对厚板HQ785T1低合金高强钢填充ER69-G焊丝激光-电弧复合焊接头力学性能及微观组织的影响。试验结果表明,钝边值相同时,坡口角度越大,焊接接头的抗拉强度越小,焊接接头各部位的冲击吸收能量越大;坡口角度相同时,钝边值越大,焊接接头抗拉强度越小,焊接接头根部中心的冲击吸收能量越小;硬度从上表面到根部逐渐增大,整个接头上部焊缝中心硬度最小,低于母材组织,根部焊缝中心硬度值最高。随钝边值的增大,焊接接头根部碳化物的析出减少,组织略变粗大,一次枝晶发达粗大。
关键词:坡口尺寸;复合焊;接头特征
中图分类号:TG 456.7
Abstract:The effect of groove size on mechanical properties and microstructure of thick plate HQ785T1 low alloy high strength steel welded joint filled by laser-arc hybrid welding process with ER69-G wire was studied. The test results show that the bigger the groove angle is, the smaller the tensile strength of the welded joint is, the lower the impact value of each part of the welded joint is when the size of root face is the same. When the groove angle is the same, the bigger the size of root face is, the lower the tensile strength of the welded joint is, and the lower the impact value of the root center of the welded joint is. The hardness increases gradually from the upper surface to the root, and the hardness of the center of the welded joint is the lowest. The hardness at the center of the root weld is the highest, which is lower than that of the base metal. With the increase of root face size, the precipitation of carbide in the root of welded joint decreases, the structure becomes slightly larger and the primary dendrite is developed and coarse.
Key words:groove size; composite welding; joint characteristics
0 前言
低合金高强钢因具有比强度高、韧性好等特点,使其在压力容器、船舶及军工等领域应用越来越广泛 [1]。传统弧焊工艺在焊接低合金高强钢方面存在若干问题,如易出现焊接冷裂纹、热影响区的软化及脆化等问题。解决低合金高强钢传统弧焊存在问题一般采用焊前预热,预热不仅恶化了劳动条件,使得焊接工艺过程更为复杂,且在某些条件下难以实施。因此,在保证焊接接头力学性能的同时,实现低合金高强钢不预热焊接具有迫切的工程需求。
激光焊具有精度高、速度快、穿透比大及焊后变形小等特点[2-3]。但激光焊试件装配要求较高,并且对于厚板焊接,单独激光自熔焊无法满足余高等方面的要求。激光-电弧复合焊充分利用了激光和电弧的优势,降低了装配要求,提高了焊接过程的稳定性和焊接效率,是一种高效优质的焊接方法。
近年来,随着激光-电弧复合焊技术的发展,该焊接工艺可实现低合金高强钢无预热条件下的高效优质的焊接[4],并且复合热源焊接低合金高强钢在部分领域已得到工程化应用[5]。然而,低合金高强钢复合焊的研究与应用主要涉及中薄板,对于厚板复合焊以及坡口对接头性能的影响方面的研究较少。
基于当前低合金高强钢激光-电弧复合焊工艺现状,研究了坡口尺寸对大厚板低合金高强钢激光-MAG复合焊接头特征的影响,为大厚度低合金高强钢激光-电弧复合焊的应用提供一定的试验依据。
1 试验材料与方法
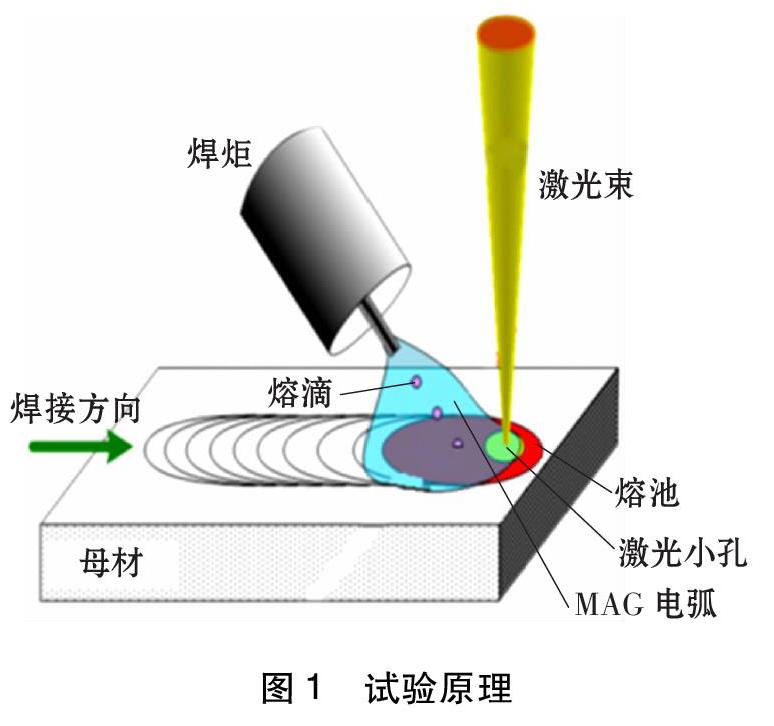
试验采用Y形坡口对接焊,单面焊双面成形,激光热源为TruDisk6002型激光器,弧焊热源为Fronius CMT Advanced 4000R nc型焊机,激光与电弧复合的方式为激光在前,电弧在后,光丝间距D=3 mm。试验原理,如图1所示。
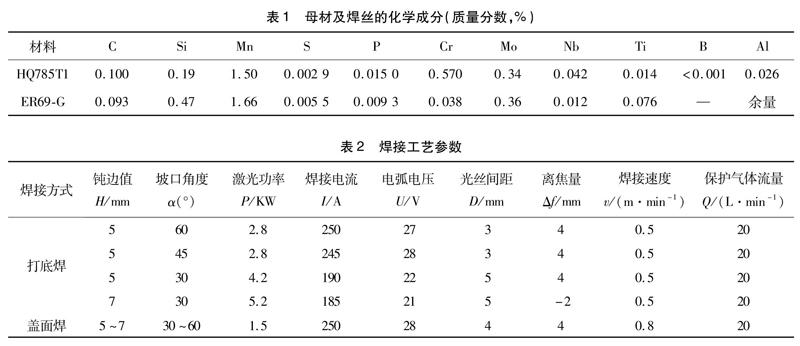
采用材料为28 mm厚的HQ785T1高强钢,焊丝为1.2 mm ER69-G,母材及焊丝成分见表1。對HQ785T1高强钢,取坡口角度α分别为30°,45°,60°,钝边分别为5 mm和7 mm,保护气体80%Ar+20%CO2,焊接工艺参数见表2。
拉伸试验、冲击韧性试验、硬度测试分别按照GB/T 2651—2008《焊接接头拉伸试验方法》、GB/T 2650—2008《焊接接头冲击试验方法》和GB/T 2654—2008《焊接接头硬度试验方法》进行。采用OLYMPUS PME型光学金相显微镜和Quanta 200型扫描电镜进行微观组织分析。
2 试验结果及分析
2.1 力学性能
2.1.1 拉伸性能
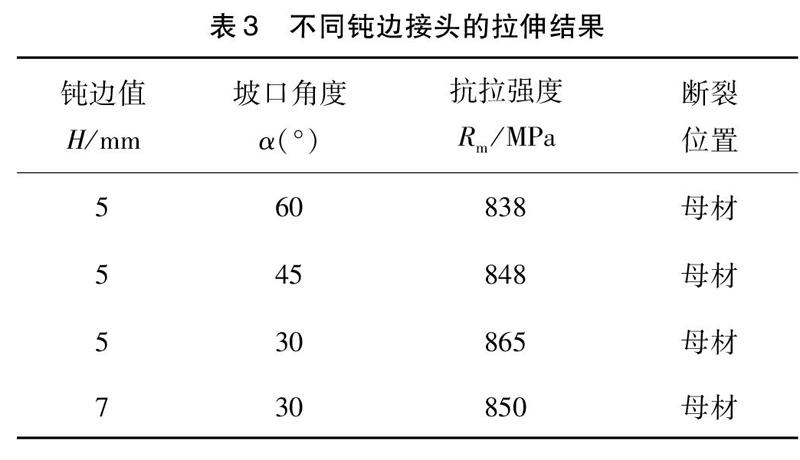
拉伸性能是评价焊缝质量的重要指标,对复合焊接头按照标准进行取样并进行拉伸试验分析,接头拉伸性能测试结果见表3。拉伸试验结果表明,不同钝边值对接板进行激光-MAG复合热源焊接所得到的焊接接头均断于母材,焊接接头强度高于母材,断裂位置位于母材。钝边值相同时,坡口角度越大,此时得到的焊接接头的抗拉强度越小;坡口角度相同时,钝边值越大,抗拉强度越小。
2.1.2 冲击性能
冲击吸收能量是焊接接头重要的力学性能指标,对不同坡口尺寸的接头上部中心、上部熔合线、焊缝根部中心及焊缝根部熔合线位置进行-冲击韧性试验,试验结果见表4。
冲击试验结果表明,焊缝根部中心的低温冲击吸收能量最低;钝边值相同时,坡口角度越小,焊缝各部位的冲击吸收能量也越小;坡口角度相同时,钝边值越大,焊缝根部中心的冲击吸收能量也越小。从冲击试验结果可知,对于大厚板、大钝边接头的激光复合焊而言,焊缝根部是其冲击吸收能量最差的部位。
2.1.3 硬度测试分析
硬度试验所用典型接头为钝边值5 mm、坡口角度45°的复合焊焊接接头。硬度测试分为3个方向测试,分别为焊缝上部横向硬度测试、焊缝根部横向硬度测试及焊缝中心纵向硬度测试。硬度试验取样测试部位及结果,如图2所示。
由图2可知,大厚板复合焊接头焊缝中心硬度从上表面到根部逐渐增大。整个接头上部焊缝中心硬度最小,低于母材组织,根部焊缝中心硬度值最高。接头根部焊缝中心硬度值高于母材,热影响区出现局部硬化和软化现象。接头上部焊缝硬度值低于母材,热影响区也出现了局部硬化和软化现象。复合焊接头硬化、软化区较窄,约为0.25~0.5 mm,硬化和软化现象不明显。接头上部焊缝组织硬度较低的原因在于,使用焊后熔敷金属抗拉强度大于700 MPa级的焊丝,其抗拉强度低于母材组织,淬硬倾向也较低,故硬度值较母材低。焊缝根部焊缝成形主要靠激光深熔焊,冷却速度快,淬硬倾向大,故硬度值最高。
2.2 断口形貌分析
图3为不同钝边值根部焊缝冲击断口SEM照片。从图3可以看出,在坡口尺寸为H=5 mm,α=45°和H=7 mm,α=30°条件下,其焊缝根部位置断口均由韧窝与准解理面组成的混合形貌,这说明断裂方式均介于塑性断裂方式与准解理断裂方式之间;不同之处在于图3b中的准解理面区域所占比例大于图3a中的准解理面区域。从冲击试验可知,图3b对应的焊接接头冲击吸收能量较小,随着焊接接头坡口钝边值的增大,焊缝根部碳化物的析出减少,焊缝根部的组织略变粗大,其组织淬硬倾向变大,从而使其冲击吸收能量有所下降,即钝边值的大小影响着最终接头的冲击吸收能量,钝边值增大时会使其焊缝根部位置的冲击吸收能量减小。
2.3 微观组织分析
不同的力学性能反映了不同的组织结构。图4为不同钝边焊缝根部的微观形貌。从图4可以看出,在激光-MAG复合焊焊缝坡口尺寸为H=5 mm,α=45°和H=7 mm,α=30°条件下,焊缝根部组织均为粒状贝氏体,不同点在于图3b中碳化物的析出量有所减少,微观组织较图4a粗大。图4a焊缝根部组织粗大,主要因为随着钝边值增大,焊缝根部与上部MAG电弧熔池距离较远,根部接收到的热量较小,并且根部位置冷却速度较快,焊缝根部在高温停留时间较短;而碳化物的析出需要一定的时间及过程,时间短则碳化物析出量就较少,焊缝散热快则温度梯度大,使得一次结晶组织长大速度快,最终枝晶组织发达粗大,粗大的枝晶使得组织脆化。这就佐证了H=7 mm根部冲击吸收能量较H=5 mm较低的结论。
3 结论
(1)钝边值相同时,坡口角度越大,接头的抗拉强度越小,而焊缝各部位的冲击吸收能量越大;坡口角度相同时,钝边值越大,焊缝根部中心的冲击吸收能量越小;焊缝接头中心硬度从上表面到根部逐渐增大。
(2)焊缝根部位置断口由韧窝与准解理面组成的混合形貌,其断裂方式均介于塑性断裂方式与准解理断裂方式之间;随着焊接接头钝边值的增大,准解理面区域所占比例增加。
(3)对不同钝边值,焊缝根部组织均为粒状贝氏体,并且随着接头钝边值的增大,碳化物的析出量有所减少,组织出现粗大、脆化现象。
参考文献
[1] 邹增大.低合金调制高强度钢焊接及工程应用[M].北京:化学工业出版社,2000.
[2] 李俐群.铝合金双光束焊接特性研究[J].中国激光,2008,35(11):1783-1788.
[3] 滕彬,杨海锋,王小朋,等.激光小孔型气孔产生原因及抑制方法[J].焊接,2015(9):34-37.
[4] 林尚扬,关桥.中国工程院咨询项目总结报告:我国制造业焊接生产現状与发展战略研究[R].北京:中国工程院咨询项目总结报告,2003.
[5] Bratt C,Noel J.Laser hybrid welding of advanced high strength steels for potential antomotive applications [C].ICALEO 2004. Orlando:Laser Institute of America, 2004:201-210.
