冷轧抗菌不锈钢SUS304Cu研制开发
2019-12-13 07:49:28供稿王鲁宁杨春光WANGLuningYANGChunguang
金属世界 2019年6期
供稿|王鲁宁,杨春光 / WANG Lu-ning, YANG Chun-guang
内容导读
文章简述了本钢不锈钢冷轧丹东有限责任公司与中科院金属研究所合作开发抗菌不锈钢SUS304Cu钢种的试制过程,通过与中科院金属研究所讨论并最终确定了关键工艺控制参数,并编制了生产试制方案。通过本钢不锈钢冷轧丹东有限责任公司的工艺流程生产出厚度规格为0.4、0.5和1.0 mm的SUS304Cu(2B)不锈钢冷轧产品,其力学性能、抗菌性能、表面质量满足要求,达到了高端厨具、餐具、医疗器具等用途的使用要求。
在普通SUS304Cu带钢目标厚度规格进行冷轧生产的基础上,对其进行抗菌处理。敬和民等[1]研究认为,使抗菌金属元素Cu在不锈钢基体内以一定的大小、形态均匀弥散地析出,并保证析出相的体积百分比,可以在不降低普通不锈钢的力学性能和抗腐蚀性能的情况下,赋予产品优异的抗菌性能。目前被广泛应用于水槽、厨具、餐具以及医用等领域,市场需求量较大。本钢不锈钢冷轧丹东有限责任公司与中科院金属研究所共同制定的抗菌不锈钢SUS304Cu生产工艺先后成功研制开发出厚度为0.4、0.5和1.0 mm的SUS304Cu冷轧不锈钢产品,其力学性能指标满足设定要求,抗菌率达到>99.9%的预期目标,而且表面质量、板形均良好,得到用户的认可。
生产工艺
SUS304Cu生产工艺流程:SUS304Cu(No.1)→轧制→退火酸洗→罩式炉退火→二次酸洗→平整机组→重卷拉矫→检验→包装缴库→发货。
冷轧原料
本钢目前只有不锈钢的冷轧生产工序,所以对于冷轧原料只能采用外购的方式获得。
轧制工艺
本钢采用20辊森吉米尔轧机对带钢进行轧制。本钢之前无SUS304Cu钢种的轧制经验,为达到良好的板形和目标厚度,根据该钢种的特性以及先期轧制不锈钢的数据累积,制定SUS304Cu轧制工艺。同时在轧制过程中严格控制带钢的道次压下量和轧制速度等工艺参数,并制定换辊原则。本次试制采用原料厚度为2.5 mm,轧制目标厚度分别为0.4、0.5、1.0 mm,分别经11道次、9道次和5道次轧制。第一道次规定较大的压下量,要求压下量至少达到25%,中间道次压下率按1%~1.5%逐渐降低,最后一道次的压下量要求不高于10%,以保证板形和厚度精度[2]。故本次试轧制的第一道次压下率根据不同目标厚度规格规定为25%~28%,最后一道次压下率为8%~10%。轧制过程中厚度自动控制系统、板形仪等设备均投入使用,并且时刻注意带钢的表面质量情况。
退火、酸洗工艺
SUS304Cu钢种的再结晶一般从900℃开始,在1050~1200℃之间完成。随着退火温度的升高,晶粒粗化,硬度降低。如果晶粒过于粗大,不仅使带钢表面粗糙,而且会影响加工性能,对耐晶间腐蚀也有影响。所以,必须严格控制退火温度,以免造成不良影响。根据SUS304Cu的钢种特性,为保证产品的力学性能,退火目标温度设定在1095℃。退火后进行一次酸洗,将带钢表面的氧化铁皮清洗干净,并形成致密的Cr2O3钝化膜。
SUS304Cu钢种在CAPL线的退火工艺见表1。

表1 CAPL退火工艺
一次酸洗后对带钢进行取样并做力学性能检验,检验结果见表2。由检验结果可知,该卷钢的力学性能满足标准要求。
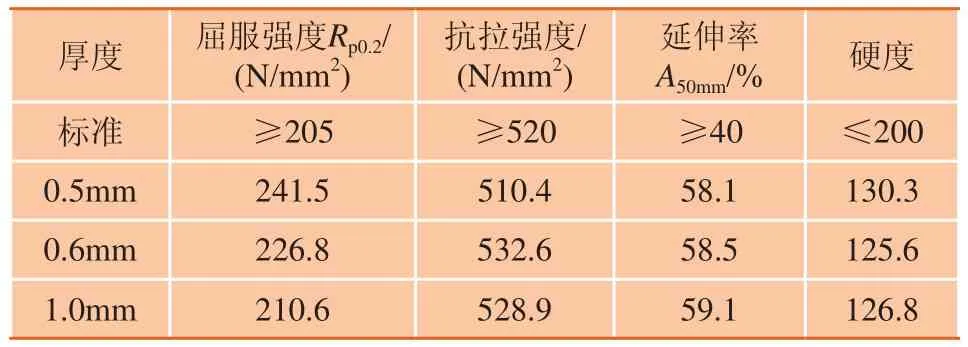
表2 一次酸洗后带钢力学性能检验结果
罩式炉退火
为保证基体中的Cu元素析出,从而使其具有抗菌性能,需对该钢种进行罩式炉退火,罩式炉退火工艺如表3。

表3 罩式炉退火工艺
平整工艺
根据带钢的厚度和生产的要求,对平整辊粗糙度和凸度进行明确要求,平整辊要求粗糙度0.2 μm;厚度0.4 mm和厚度0.5、1.0 mm的带钢分别采用凸度为0.35 mm和0.20 mm的平整辊进行轧制,平整工艺参数见表4。平整时还要根据板形适当调整平整辊的倾斜。

表4 平整工艺参数
重卷拉矫工艺
重卷拉矫可以进一步保证板形,其拉矫工艺参数的设定如表5。按订货重量对其分卷,最后经由检验→包装缴库→发货。
结果分析
化学成分
按JIS G4305—2005标准对SUS304Cu钢种的原料进行化学成分分析,检测结果见表6,产品化学成分满足标准要求。

表5 拉矫工艺参数

表6 SUS304Cu钢化学成分检验结果(质量分数,%)
力学性能
按GB/T 228和GB/T 4340.1要求对拉伸性能和硬度进行检测,检测结果见表7,各项指标满足标准要求。

表7 力学性能检验结果
抗菌性能
本次试制的SUS304Cu抗菌不锈钢的成品样片经由广州微生物分析检测中心进行检测,同时将未经过固溶处理的SUS304Cu和普通SUSU304样片进行检验对比,检验结果见表8。

表8 SUS304Cu不同处理方的抗菌实验结果
由表8可知,SUS304Cu抗菌不锈钢冷轧产品的抗菌率达到>99.9%的预期目标。
表面质量
SUS304Cu抗菌不锈钢的表面质量检查在重卷拉矫后进行,采用目视和记录的方式,最终产品表面质量较好,色泽均匀,符合客户要求。
结束语
(1) 本次SUS304Cu的试制的工艺流程设计和工艺参数制定合理,所生产0.4、0.5、1.0 mm的SUS304Cu (2B)冷轧不锈钢卷的力学性能、抗菌性能、表面质量、厚度精度及板形均达到预期目标。
(2) 本次试制的SUS304Cu(2B)不锈钢冷轧产品完全满足高端厨具、餐具、医疗器具等用途的使用要求,并得到用户好评,为下一步深入开拓抗菌不锈钢市场奠定坚实的基础。
猜你喜欢
中南大学学报(自然科学版)(2022年7期)2022-08-29 11:07:12
山东冶金(2022年3期)2022-07-19 03:24:26
材料与冶金学报(2021年4期)2021-12-10 09:35:20
现代矿业(2021年1期)2021-04-01 08:51:13
重型机械(2020年4期)2020-06-29 03:06:18
冶金设备(2019年6期)2019-12-25 03:08:52
四川冶金(2019年5期)2019-12-23 09:04:42
经济技术协作信息(2018年28期)2018-11-22 05:26:46
水利科技与经济(2016年6期)2016-04-22 05:08:18
上海金属(2013年6期)2013-12-20 07:58:02