本钢不锈钢冷轧生产SUS316L工艺研究
2019-12-13 07:49:26供稿王飞WANGFei
金属世界 2019年6期
供稿|王飞 / WANG Fei
内容导读
SUS316L是一种重要的耐腐蚀性材料,抗晶间腐蚀性能、抗点蚀能力优异,综合耐腐蚀性优于SUS304,应用领域非常广泛。文章结合SUS316L钢种特性对轧制、退火和酸洗等工艺进行研究并确定工艺参数,从而形成试制方案。合理的工艺设计保证最终顺利完成SUS316L(2B)钢种0.55 mm×1219 mm规格产品的试制工作,成品的板型、厚度精度、力学性能和表面质量均满足制作换热器片的要求。成品各项指标的检验结果表明完全满足订货要求且得到用户认可。SUS316L钢种的成功试制表明本钢不锈钢冷轧丹东有限责任公司具备生产SUS316L(2B)的能力,且成品表面质量较好,力学性能优良,为本钢开拓不锈钢市场,提高本钢不锈钢市场竞争力奠定了坚实的基础。
SUS316L因碳含量较低(不大于0.03%),抗晶间腐蚀性能较好;含有Mo,使其拥有优异的抗点蚀能力,因此SUS316L的综合耐腐蚀性也要优于SUS304。作为一种重要的耐腐蚀性材料,SUS316L应用领域也非常广泛,主要应用于化工、化纤、化肥等工业、海水设备、造纸等生产设备、醋酸设备等领域。本钢不锈钢冷轧丹东有限责任公司结合市场订单,采用德国西马克20辊森吉米尔轧机、法国DMS冷带退火酸洗机组和平整机组,成功试制了0.55 mm×1219 mm的SUS316L(2B)不锈钢,经拉伸和硬度检验,各项指标均符合技术条件要求,工艺性能良好,完全满足制作换热器片的要求,并得到用户的认可。
生产工艺
SUS316L(No.1)→准备机组(焊接引带)→20辊森吉米尔轧机(轧制)→冷带退火酸洗机组(退火、酸洗)→平整机组→重卷拉矫机组→检验→包装缴库→发货。
冷轧原料
本钢目前只有不锈钢的冷轧生产工序,所以对于冷轧用SUS316L热轧原料只能采用外购的方式获得。
轧制工艺
由于该产品将用于制作换热器片,故为保证后续组装打压的要求,需要保证良好的板形和精准的目标厚度。
测厚仪标定:在轧制前,须对轧机测厚仪采用SUS316L厚度标准样片进行标定,每张样片标定2次,两次标定数据相差不能超过±0.002 mm,测量值与标样厚度偏差须在±0.005 mm以内。
轧辊要求:工作辊、一中间辊及二中间辊具体要求如表1。

表1 轧辊要求
为保证产品质量,磨削后的轧辊表面不允许有螺旋纹、托瓦印、点划伤和振动纹等缺陷。同时要对轧辊表面粗糙度和硬度进行检查,辊径差不能超过±0.005 mm。
轧制工艺:为保证轧制的稳定性、良好的板形和在公差范围内的目标厚度,在轧制过程中的道次压下率、张力,以及速度等工艺参数严格按制定的轧制规程执行。本次SUS316L试制所采用得原料厚度为2.8 mm,轧制目标厚度为0.55 mm,厚度公差为±0.01 mm,具体轧制工艺参数见表2。轧制完成后,带钢的板形和表面质量良好,未发现辊印、擦划伤等缺陷;经对带钢厚度进行实际测量,测量结果与测厚仪显示厚度一致,均为0.551 mm,达到预期轧制目标厚度的公差要求。
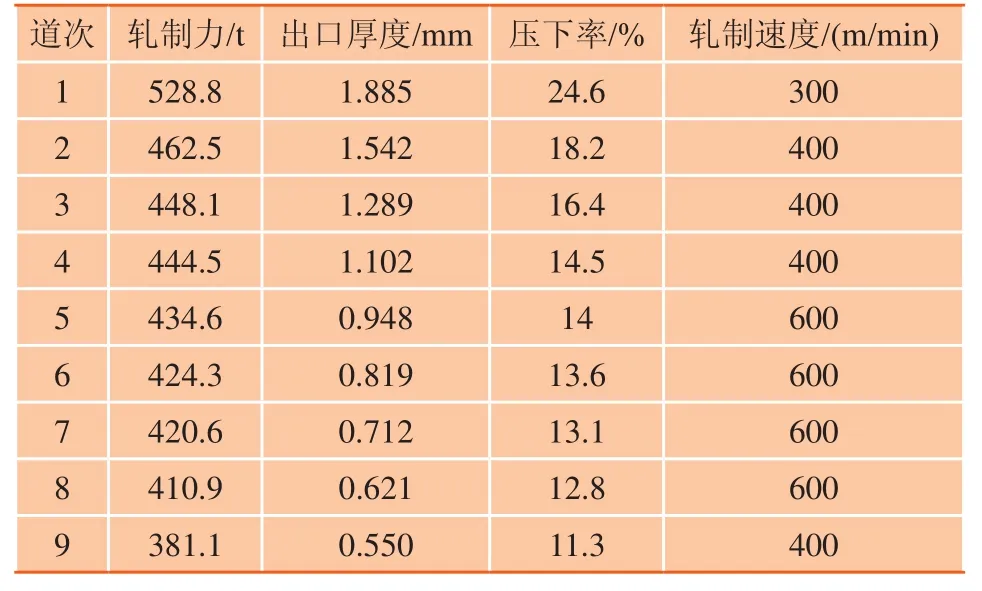
表2 SUS316L轧制工艺参数
退火、酸洗工艺
不锈钢冷轧退火的目的是通过加热再结晶的原理消除其由于轧制所产生的的加工硬化,从而达到软化的目的。SUS316L属于奥氏体不锈钢,其再结晶一般从900℃开始,在1050~1200℃之间完成。随着退火温度的升高,晶粒粗化,硬度降低,如果晶粒过于粗大,不仅使带钢表面粗糙,而且会影响加工性能,对耐晶间腐蚀也有影响[1]。所以,必须严格控制退火温度,以免造成不良影响。根据钢种的退火特性,保证带钢的力学性能,SUS316L钢种的退火温度应设定在930~1140℃。
退火工艺温度确定为(1120±20)℃,氧含量目标值为4%,退火工艺见表3。

表3 CAPL退火工艺(温度,℃)
酸洗工艺:Na2SO4电解酸洗+HNO3/HF混酸酸洗的酸洗工艺。具体见表4。
在出口对带头尾进行取样并做力学性能检验,以便于确认退火工艺是否合理。由检验结果可知,该卷钢的力学性能优良,检验结果见表5。
平整工艺
平整机组采用2辊可逆式干平整,平整辊要求:粗糙度(Ra)为0.04 μm;辊形控制为±0.005 mm以内。根据不同的带钢厚度选用不同凸度的平整辊,本次带钢厚度为0.55 mm,故上、下平整辊的凸度分别选择为0.24、0.21 μm,具体平整工艺参数为轧制力(334±10) t,入口、出口张力分别设定为(4.5±2) t和(7.5±2) t,入口防皱辊高度为(80±10) mm,出口防皱辊的高度为(100±10) mm。同时根据实际平整后的板形适当调整平整辊的倾斜。

表4 酸洗工艺

表5 冷带退火酸洗机组后带钢力学性能检验结果
重卷拉矫工艺
重卷拉矫机组除对带钢按客户要求进行切边、分卷外,还配备了两弯两矫的湿式拉矫,以对带钢板型加以进一步改善。本次订单要求成品卷重不大于10 t,边部为切边状态,为保证成品的最终板形,以达到最终换热器组装的打压等要求,生产过程中投入拉矫功能。拉矫工艺参数见表6。

表6 拉矫工艺参数
在重卷出口质检人员确认板形良好后,对成品按1219 mm进行切边操作,切边宽度满足0~2 mm要求后,按订货成品卷重要求进行分卷,最后经由检验→包装缴库→发货。
试制情况及结果分析
化学成分
对生产SUS316L钢种(0.55 mm×1000 mm)的原料进行成分分析,本技术条件的化学成分按JIS G4305—2005标准执行。由检验结果可知,化学成分均满足技术条件要求,分析结果见表7。

表7 SUS316L钢化学成分检验结果(质量分数,%)
力学性能
对成品的力学性能主要要求拉伸和硬度两项指标。拉伸性能检验按GB/T 228标准测定,硬度检验按GB/T 4340.1金属维氏硬度试验中的第一部分试验方法测定,由检验结果可知,各项指标均满足技术条件要求,由拉伸曲线可知,经过平整轧制,带钢的力学性能得以改善,从而保证产品的成型和加工性。检验结果见表8。

表8 力学性能检验结果
金相分析
对成品取样进行金相分析,金相图如图1。经检测,成品晶粒度为8.1,达到预期目标。
表面质量
通过质检人员对带钢表面质量的详细、认真检查,带钢表面质量较好,满足合格品的表面质量判定标准;成品的厚度、宽度公差、成品卷重等均满足订货要求。
结束语
(1) 本次SUS316L钢种的试制工艺设计合理,最终成品的板形、厚度精度、力学性能和表面质量均满足制作换热器片的要求。
(2) 本钢不锈钢冷轧丹东有限责任公司具备生产SUS316L(2B)的能力,且成品表面质量较好,力学性能优良,这为本钢开拓不锈钢市场,提高本钢不锈钢市场竞争力奠定坚实的基础。
猜你喜欢
中南大学学报(自然科学版)(2022年7期)2022-08-29 11:07:12
材料与冶金学报(2021年4期)2021-12-10 09:35:20
现代矿业(2021年1期)2021-04-01 08:51:13
山东冶金(2019年6期)2020-01-06 07:45:58
冶金设备(2019年6期)2019-12-25 03:08:52
四川冶金(2019年5期)2019-12-23 09:04:42
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
经济技术协作信息(2018年28期)2018-11-22 05:26:46
制造技术与机床(2017年6期)2018-01-19 02:41:00