
催化氧化法生产聚硫酸铁智能化控制系统的应用
2019-12-12 08:38魏小兵王明冬周生杰
无机盐工业 2019年12期
魏小兵 ,王明冬 ,邹 宏 ,周生杰
(1.重庆盛清水处理科技有限公司,重庆401341;2.重庆蓝洁自来水材料有限公司;3.重庆市水处理混凝剂工程技术研究中心)
聚硫酸铁是一种优良的絮凝剂、水净化剂,可广泛应用于源水、饮用水、自然水、工业上水、工业污水、城市污水的处理[1],是目前主流的水处理材料之一。随着中国经济的发展和城市建设的加快,同时国家也加大了对环保的投入力度,聚硫酸铁这类水处理材料也有着其必不可少的市场地位和庞大的需求量。在科技发展、工业智能化的大背景下[2-3],应用更先进的技术生产聚硫酸铁来达到提高生产效率、降低生产成本、稳定产品质量、节能减排的目的,也是一个重要的研究方向。
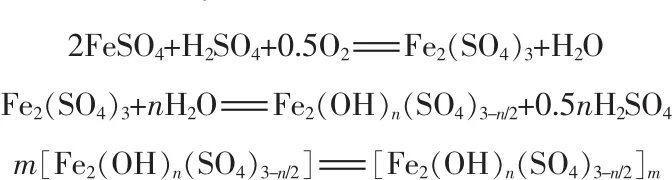
催化氧化法生产聚硫酸铁工艺是在催化剂(如NaNO2、HNO3等)的作用下,利用空气或氧气将亚铁离子氧化为铁离子,经过水解和聚合获得聚硫酸铁[4]。反应方程式:
1 催化氧化法聚硫酸铁生产工艺
1.1 反应釜搅拌加热生产工艺
将水、工业硫酸、七水硫酸亚铁按照规定的顺序和配方配制成基础物料。将基础物料泵入反应釜,通入蒸汽将反应釜内的物料预热到一定的温度,然后通入氧气、泵入按要求浓度溶解的催化剂溶液。启动反应釜搅拌器,关闭排气阀,升高反应釜温度和压力。待反应釜内的溶液呈红褐色透明黏稠液体时,取样检测,判断反应终点。该反应方式的优点:设备投资少,可间断性操作[5]。缺点:产能低,需要蒸汽加热,反应温度高(最高可达100℃),反应压力最高可达0.4 MPa(需卸压控制反应釜内的压力),反应终点判断误差大,安全保障度较差,人员操作受控度差,经常出现氮氧化物尾气排放的环保问题。
1.2 循环泵加射流器生产工艺
将水、工业硫酸、七水硫酸亚铁按照规定的顺序和配方配制成基础物料。将基础物料泵入反应釜。通入氧气,检查氧气管及亚硝酸钠溶液管道是否堵塞,开启循环泵。先开启氧气阀,带压投入催化剂溶液,观察釜上压力表及氧气分汽缸压力表,通过排压阀的开闭控制氧气的流量及釜内的压力,压力控制为0.2~0.3 MPa,反应温度控制为60~70℃。从反应釜视镜上观察红色氮氧化物气体的浓度来判断亚硝酸钠溶液的投加次数,亚硝酸钠溶液的投加方式应遵循单次少量投加、投加次数多的原则[6]。当反应釜内的溶液呈红褐色透明黏稠液体时,取样检测,决定反应终点。该反应方式的优点:无需蒸汽加热,反应压力和温度大幅度降低,反应温和,安全和环保问题得到一定程度的解决。缺点:仍然需要人工操作,操作相对繁琐,反应压力仍然偏高,反应终点判定误差大。
1.3 循环泵加射流器-PLC智能化控制生产工艺
2017年,重庆蓝洁自来水材料有限公司为扩大产能将催化氧化法生产聚硫酸铁的产能提高到13万t/a,在重庆市巴南区新建一条聚硫酸铁生产线(重庆盛清水处理科技有限公司),在已经成熟稳定运行4 a的循环泵加射流器生产工艺基础上,接入PLC智能化控制系统,对催化氧化聚硫酸铁生产工艺做了根本性的调整。
改进后的工艺流程:在配料池中将水、工业硫酸、七水硫酸亚铁按照规定的顺序和配方配制成基础物料。将基础物料泵入反应釜中,启动循环泵进行循环反应,同时预先将催化剂在溶解罐中配制成质量分数为40%的催化剂溶液。通过控制系统设定的程序和参数向反应釜中稳定地通入氧气,分次投加催化剂溶液。整个反应过程的反应温度≤60℃、反应压力≤0.2 MPa。通过控制系统的程序和参数来控制排压阀的开闭以达到控制反应温度和反应压力的目的,若反应釜内的压力超过0.2 MPa,程序反馈自动开启排压阀将压力泄压至要求值以下。通过观察程序自动生成的反应温度和反应压力曲线,在温度和压力升高到最高值并下降至平稳的情况下,结合采样检测指标来确定反应终点。产生的废气进入尾气处理系统,经过氧化、还原、中和处理后排放。待反应完成后,将物料放入聚硫酸铁产品中转池中。工艺流程示意图见图1。
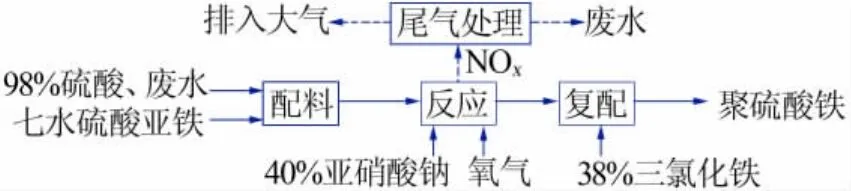
图1 聚硫酸铁催化氧化法生产工艺流程示意图

图2 配料池操作界面
2 智能化控制系统实际应用
2.1 智能化控制配料
前述工艺流程中介绍,主要原料水、硫酸和七水硫酸亚铁需在配料池中完成配料。在实际操作中,操作人员需要打开PLC智能化控制系统,开启配料操作界面(见图2)。在图2的操作界面上,操作人员按照配方的规定量输入水量和硫酸量,设置好加料顺序即硫酸泵延时启动时间。点击自动配料,PLC智能化控制系统可准确地完成各种物料的投加。
2.2 智能化控制反应过程
将PLC智能化控制系统调换到反应釜控制界面,见图3。通过该界面可以观察反应过程(温度、压力)、电机运转、尾气配套系统运转情况。加料可以通过反应釜计算机操作控制界面进行参数设置完成。根据系统设定程序完成基础物料一次性投加到位、氧气连续投加、催化剂溶液分次投加等过程。通过压力参数设定和压力反馈值观察,当压力反馈值大于设定值时氧气阀关闭,停止通入氧气;对催化剂溶液总量、投加次数及单次投加量完成参数设定并由程序自动完成相关操作;在反应完成之前,当釜内反应温度和压力突变并稳定的时候表示反应终点基本到达。
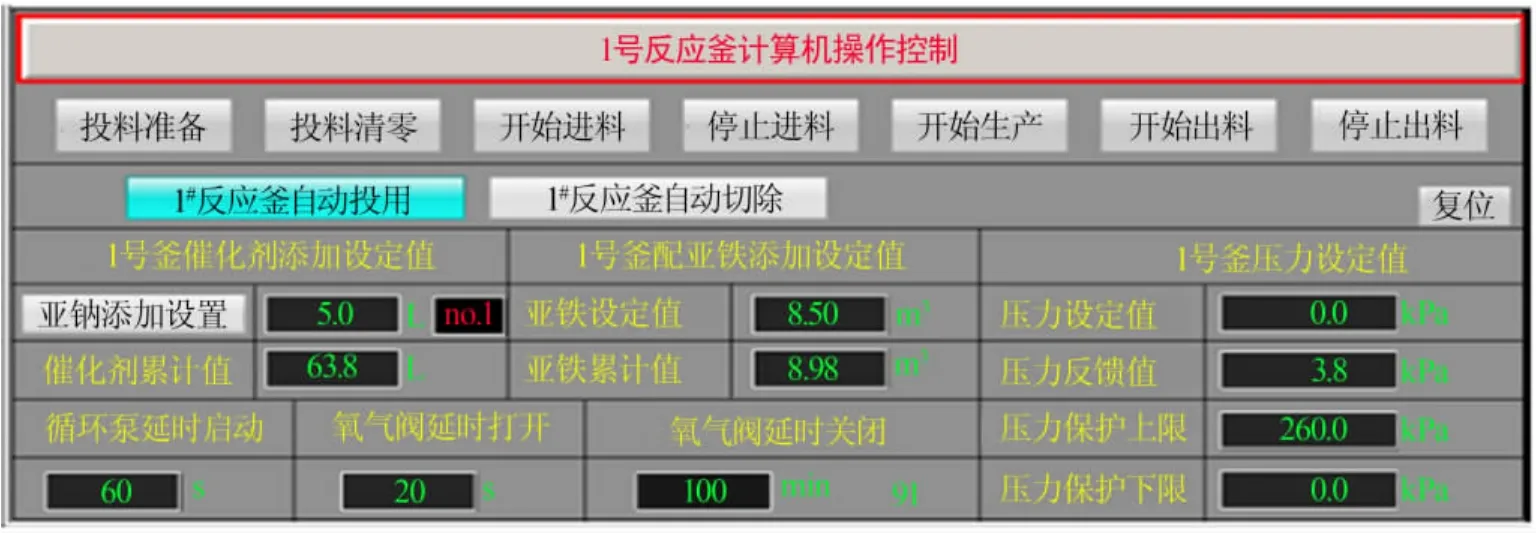
图3 反应釜控制界面
2.3 智能化控制反应终点
催化氧化法聚硫酸铁的反应终点通常可以从反应温度和压力的变化上来判断,但是采用就地仪表和人工观察存在一定的误差。采用PLC智能化控制系统后,反应终点可以通过反应温度和压力的变化来给予准确判断。当聚硫酸铁聚合反应完成后,反应温度会降低且稳定,反应压力则会发生突变且稳定,通过PLC智能化系统可对反应温度和压力的变化进行实时记录,见图4和图5。操作人员可以通过观察温度和压力曲线的变化来判断反应终点。

图4 反应温度曲线画面
2.4 智能化控制尾气排放
在催化氧化聚硫酸铁的反应过程中,催化剂采用亚硝酸盐[7-9],且其催化氧化过程主要为亚硝酸钠离解成NO,NO再与 O2反应生成NO2,NO2再氧化Fe2+直至完全氧化为止。若反应完成时NO大量残留、O2不能及时补充,反应压力将会升高。为保证安全,必须采取排压操作排放一定量的NO,NO进入大气中将和氧气发生反应生成红棕色的烟气发生环保事故。而PLC智能化控制系统能够确保亚硝酸钠不过量而且确保氧气压力恒定和流量稳定,反应过程中压力和温度稳定则不发生卸压操作,从而消除了NO进入大气的环保隐患。待反应完成后在排气之前,通过PLC智能化控制系统程序设定先开启尾气处理系统。聚硫酸铁反应完成后打开图3中的尾气排气阀,排放完成后关闭气阀。尾气处理系统操作界面见图3。
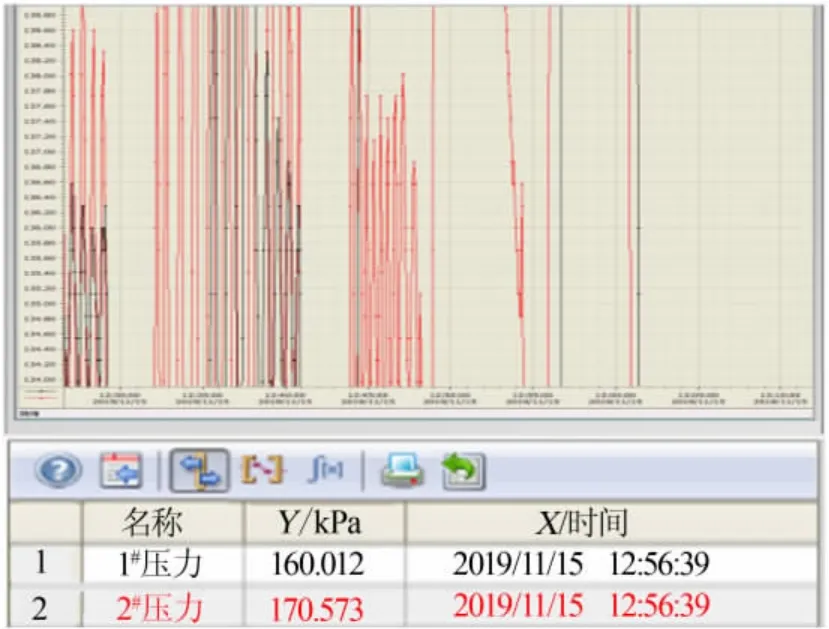
图5 反应压力曲线画面
3 催化氧化法聚硫酸铁不同生产工艺对比
3.1 智能化控制与普通生产工艺对比
不同工艺生产聚硫酸铁对比见表1。从表1看出,PLC智能化控制系统生产聚硫酸铁与另外两种反应方式相比,其优势在于产能大、自动化程度高、有效降低人工成本和材料成本。由于PLC智能化控制系统能够全程监控整个反应系统的运行状况,而且出现异常时能够及时报警、程序调整并记录,安全和环保保障程度也更高。

表1 不同方式生产聚硫酸铁对比
3.2 产品质量指标比较
聚硫酸铁生产过程中,主要控制指标是全铁含量和盐基度。不同生产方式生产聚硫酸铁主要质量指标数据分析结果见表2。其中:反应釜加热搅拌生产工艺的生产数据选择于2014年12月;循环泵加射流器生产工艺的生产数据选择于2016年12月;PLC智能化控制系统生产工艺的生产数据选择于2018年12月。通过比较表2数据发现,智能化生产聚硫酸铁,无论是全铁含量还是盐基度,其产品主要质量指标数据的波动大幅度降低。
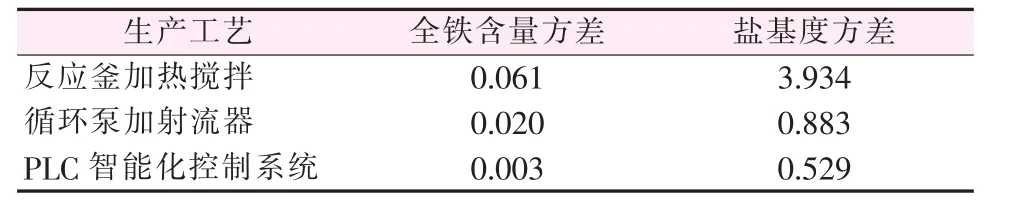
表2 智能化与普通方式生产聚硫酸铁数据分析
4 结束语
重庆蓝洁自来水材料有限公司从事水处理药剂的生产、研发、销售多年,各类产品的生产工艺技术持续地改进与提升,旨在提高生产效率、降低生产成本、提高安全和环保保障度、生产更稳定优质的产品。公司新建的聚硫酸铁生产线,充分利用PLC控制系统的功能,不仅实现了13万t/a聚硫酸铁生产线的高效、低耗、安全、环保、稳定运行,而且在一定程度上将安防管理系统、消防管理系统、环保管理系统、防雷系统等进行了有机地结合,为水处理药剂的智能化生产探索出新的途径。
猜你喜欢
化工管理(2022年13期)2022-12-02
现代职业安全(2022年9期)2022-11-22
再生资源与循环经济(2022年9期)2022-11-20
昆钢科技(2022年1期)2022-04-19
现代仪器与医疗(2021年5期)2021-12-02
建材发展导向(2021年20期)2021-11-20
北京化工大学学报(自然科学版)(2020年6期)2021-01-15
科学与财富(2018年33期)2018-01-02
儿童故事画报·自然探秘(2016年6期)2016-09-14
人间(2015年8期)2016-01-09
